手机液抛返工盖板注射成型模具的制作方法
本技术涉及手机配件加工,特别是涉及一种应用于苹果14pro手机玻璃后盖喷砂返工工序的手机液抛返工盖板注射成型模具。
背景技术:
1、在手机玻璃后盖的喷砂返工工序过程中,需要使用tpu材质的液抛返工盖板作为保护夹具,在高温120~150摄氏度、高强碱50%浓度的naoh溶液的条件下腐蚀移除玻璃片厚余量,以保证玻璃片厚变薄一致,同时对手机玻璃后盖上的4个玻璃孔进行保护,以避免玻璃孔孔径改变。
2、现有的液抛返工盖板包括板体和设置在板体上的四个实心柱子,其在处理过程中一般采用中心单点进胶(如图1所示)的方式。由于苹果14pro手机后盖摄像头孔包括三个直孔和一个斜度为8°的喇叭口孔,在注射成型的过程中,柱子直身位置处会产生喷射和涡流,形成冷料熔接缺陷,柱子直身上将产生熔接线位点(如图2所示),进而造成产品组织内部出现熔接线,降低产品的抗挤压、抗撕扯强度。如此,在喷砂返工的高温高强碱使用环境下,50%naoh药液容易从熔接线缝隙进入,液抛返工盖板密封性不足,对玻璃孔保护效果不足,进而导致玻璃孔处出现孔腐蚀和孔沾污等缺陷,使得手机玻璃后盖加工的良品率下降。
技术实现思路
1、基于此,有必要针对上述不足,提供一种产品玻璃孔处无熔接线产生、手机玻璃后盖喷砂返工良品率高的手机液抛返工盖板注射成型模具。
2、一种手机液抛返工盖板注射成型模具,包括下模组、与下模组配合的上模组以及至少一组成型单元,所述成型单元包括:
3、成型机构,所述成型机构包括开设于下模组的顶部并用于盖板注射成型的型腔、穿设型腔的底面且其头部位于型腔内的三个引流镶针、设置在型腔内并可伸缩以顶出产品的顶出机构;
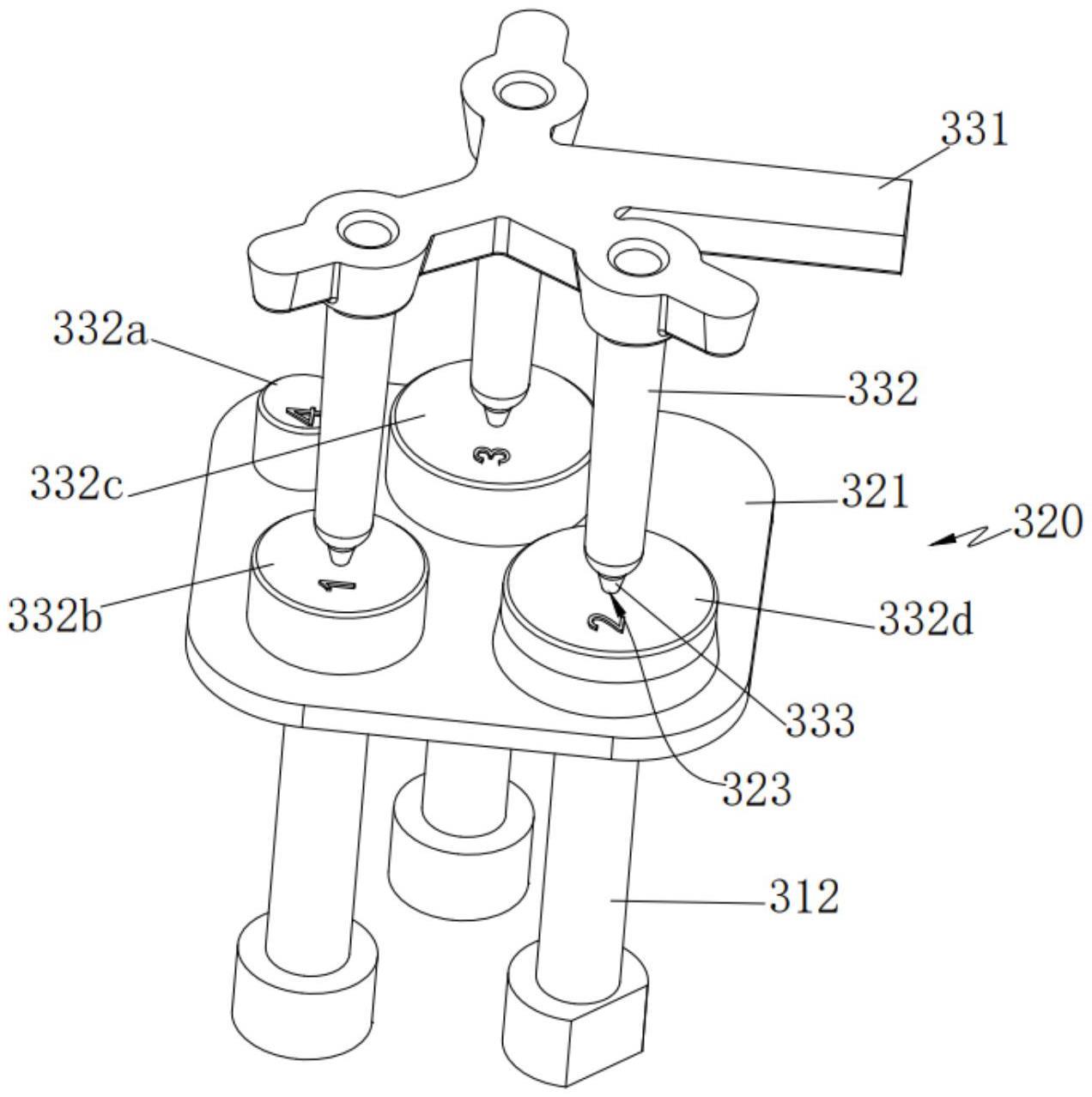
4、液抛返工盖板,包括嵌装于型腔内的板体以及间隔设置在板体顶面的四个避位柱,三个所述避位柱的顶部分别开设有进胶口,设有所述进胶口的避位柱底部开设有与进胶口连通并贯穿板体底面的引流孔,三个所述引流镶针的头部一一对应嵌入三个引流孔内,且引流孔的内壁与引流镶针头部之间形成有漫流通道;以及
5、注射成型组件,包括设置在上模组底部并用于与注射进胶系统连通的冷流道,所述冷流道上设有数量与进胶口数量相同的进胶管,所述进胶管的底部插入进胶口并与进胶口连通。
6、在其中一个实施例中,四个所述避位柱包括小径柱子、中径柱子、大径柱子以及喇叭孔柱子,所述中径柱子、大径柱子以及喇叭孔柱子的顶面中部分别开设有进胶口。
7、在其中一个实施例中,所述引流孔包括位于进胶口底部并与进胶口连通的小径部、位于小径部底部并与小径部同轴连通的大径部、位于大径部的底部并贯穿板体底面的第一圆弧扩口部,所述第一圆弧扩口部的最小内径小于大径部的内径。
8、在其中一个实施例中,所述小径部与大径部之间设有第二圆弧扩口部,大径部与第一圆弧扩口部之间设有倾斜收口部;引流镶针头部的外轮廓形状与引流孔的内轮廓形状相适应。
9、在其中一个实施例中,引流镶针上于邻近头部的位置设有用于封堵漫流通道的肩部。
10、在其中一个实施例中,当成型单元数量大于或等于三时,多组成型单元并排设置在上模组和下模组之间,或多组成型单元在水平方向沿圆周方向设置并位于上模组和下模组之间。
11、在其中一个实施例中,板体的厚度小于型腔的深度。
12、在其中一个实施例中,下模组的顶部于型腔的边缘设有与型腔连通的溢胶槽。
13、在其中一个实施例中,中径柱子上的进胶口的内径为1.2mm,大径柱子以及喇叭孔柱子上的进胶口的内径为1.5mm。
14、在其中一个实施例中,所述进胶管的底部设有插入进胶口的阀针。
15、实施本实用新型的手机液抛返工盖板注射成型模具,通过从三个避位柱的顶部进胶,并在避位柱的内部设置引流孔分流结构,通过引流孔与引流镶针的配合,在进胶的过程中,胶液从进胶口经由引流孔与引流镶针之间的漫流通道流动,胶液流动速度减慢,进而使得避位柱外部周围的胶液流速减慢,从而将原本避位柱的熔接线全部赶到产品大平面处汇集,克服注射过程中产生的冷料熔接缺陷,整个液抛返工盖板只有柱子直身位置为功能面,其于区域未非重要区域,得到合格产品,玻璃孔处无熔接线产生,从而提高了手机玻璃后盖喷砂返工良品率。
技术特征:
1.一种手机液抛返工盖板注射成型模具,其特征在于,包括下模组、与下模组配合的上模组以及至少一组成型单元,所述成型单元包括:
2.根据权利要求1所述的手机液抛返工盖板注射成型模具,其特征在于,四个所述避位柱包括小径柱子、中径柱子、大径柱子以及喇叭孔柱子,所述中径柱子、大径柱子以及喇叭孔柱子的顶面中部分别开设有进胶口。
3.根据权利要求2所述的手机液抛返工盖板注射成型模具,其特征在于,所述引流孔包括位于进胶口底部并与进胶口连通的小径部、位于小径部底部并与小径部同轴连通的大径部、位于大径部的底部并贯穿板体底面的第一圆弧扩口部,所述第一圆弧扩口部的最小内径小于大径部的内径。
4.根据权利要求3所述的手机液抛返工盖板注射成型模具,其特征在于,所述小径部与大径部之间设有第二圆弧扩口部,大径部与第一圆弧扩口部之间设有倾斜收口部;引流镶针头部的外轮廓形状与引流孔的内轮廓形状相适应。
5.根据权利要求4所述的手机液抛返工盖板注射成型模具,其特征在于,引流镶针上于邻近头部的位置设有用于封堵漫流通道的肩部。
6.根据权利要求5所述的手机液抛返工盖板注射成型模具,其特征在于,当成型单元数量大于或等于三时,多组成型单元并排设置在上模组和下模组之间,或多组成型单元在水平方向沿圆周方向设置并位于上模组和下模组之间。
7.根据权利要求6所述的手机液抛返工盖板注射成型模具,其特征在于,板体的厚度小于型腔的深度。
8.根据权利要求7所述的手机液抛返工盖板注射成型模具,其特征在于,下模组的顶部于型腔的边缘设有与型腔连通的溢胶槽。
9.根据权利要求8所述的手机液抛返工盖板注射成型模具,其特征在于,中径柱子上的进胶口的内径为1.2mm,大径柱子以及喇叭孔柱子上的进胶口的内径为1.5mm。
10.根据权利要求9所述的手机液抛返工盖板注射成型模具,其特征在于,所述进胶管的底部设有插入进胶口的阀针。
技术总结
本技术涉及手机配件加工技术领域,具体公开了一种手机液抛返工盖板注射成型模具,其可以提高手机玻璃后盖喷砂返工良品率,包括下模组、上模组和至少一组成型单元,成型单元包括成型机构、液抛返工盖板和注射成型组件,成型机构包括设于下模组顶部的型腔、头部位于型腔内的三个引流镶针、可伸缩设置在型腔内的顶出机构;液抛返工盖板包括板体及板体顶面的四个避位柱,三个避位柱顶部均设有进胶口及与进胶口连通并贯穿板体底面且用于嵌装引流镶针头部的引流孔,引流孔内壁与引流镶针头部间形成漫流通道;注射成型组件包括设在上模组并具有与进胶口相同数量进胶管的冷流道。
技术研发人员:陈延廷,朱晨红,王俊,谢旺甫,田甜
受保护的技术使用者:伯恩光学(惠州)有限公司
技术研发日:20221207
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!