一种滑块防插烧保护机构的制作方法
本技术涉及模具,更具体地,涉及一种滑块防插烧保护机构。
背景技术:
1、目前,大多的塑料产品为注塑制品,是指将原料加热塑化熔融,然后再注射到模具的模腔内成型,之后经冷却固化后脱模,得到成型的产品。随着产品不断更替,产品的结构也越来越复杂,针对一些特别的孔、柱体或腔体结构需要通过模具滑块辅助成型。在合模和脱模过程中,有些产品需要采用模具滑块油缸抽芯机构辅助侧抽芯,一般都是通过油缸推动模具滑块,使模具滑块运动至模具定位的位置上,然后另一模具与之闭合。批量生产过程中,模具滑块多次往复滑移,容易出现贴面硬摩擦插烧现象。
2、中国专利文献公开号为cn202029276u的一种模具滑块保护机构,包括第一模具、第二模具和模具滑块,模具滑块呈“l”形,第一模具和第二模具具有与模具滑块相配合的定位槽,第一模具和第二模具配合后将模具滑块定位在两者之间,其改良结构在于所述模具滑块前侧面设有伸缩顶针,模具滑块背侧面设有斜面在闭合的过程中,通过第二模具定位槽对模具滑块斜面的推动,使之慢慢滑动到位,避免了直接面与面之间的刚性摩擦,提高了模具滑块的使用寿命。
3、但是,上述技术方案中用伸缩顶针会顶凹第一模具,伸缩顶针还可能会弯折严重甚至折断,磨损较快,零件容易失效。
技术实现思路
1、本实用新型为克服上述现有技术所述的伸缩顶针会顶凹第一模具,伸缩顶针还可能会弯会被断,磨损较快,零件容易失效的技术问题,提供一种滑块防插烧保护机构。
2、为解决上述技术问题,本实用新型采用的技术方案是:一种滑块防插烧保护机构,包括第一模具、第二模具和模具滑块,第一模具、第二模具上分别设置有与所述模具滑块相配合的第一定位槽与第二定位槽,第一模具和第二模具配合后将模具滑块定位在两者之间;所述模具滑块合模运动方向的后端设置有第一斜面,第一定位槽内端面也设置有与所述第一斜面对应配合的第二斜面;还包括用于限位的连接块,所述连接块设在所述模具滑块合模运动方向后端上并通过抽动螺杆连接,所述连接块靠近所述模具滑块的端面为第一端面,所述模具滑块靠近所述连接块的端面为第二端面,所述抽动螺杆可调节所述第一端面与所述第二端面之间的距离;所述连接块与所述模具滑块均安装在所述第二定位槽内并与其滑动连接。
3、本技术方案中,模具滑块合模运动方向的前端与第一模具、第二模具形成封闭的产品成型腔。在合模的过程中,当连接块在第二定位槽内停止运动后,模具滑块可以依靠惯性在第二滑槽内继续运动至指定位置。之后,再缓慢闭合第一模具、第二模具与模具滑块,在闭合的过程中,通过第一定位槽的第二斜面对模具滑块的第一斜面的推动,使模具滑块慢慢滑动到位,避免了面与面之间发生刚性摩擦,提高了模具滑块的使用寿命。本技术方案的连接块停止运动后,仍然通过抽动螺杆与模具滑块连接,模具滑块能缓慢运动至指定位置,防止模具滑块在一开始就滑动到位;开模过程中,连接块可以通过抽动螺杆拉动模具滑块运动;相比于现有技术,本技术方案对第一模具与第二模具的磨损更小。
4、作为优选,所述第二定位槽两内侧面上设置有第一滑槽与第二滑槽,所述模具滑块合模运动方向的两侧分别设置有与所述第一滑槽对应的第一凸台,所述第一凸台安装在所述第一滑槽内并与其滑动连接;所述连接块沿其运动方向的两侧分别设置有与所述第二滑槽对应的第二凸台,所述第二凸台安装在所述第二滑槽内并与其滑动连接。
5、作为优选,所述模具滑块远离所述连接块的一侧设置有型腔部件,所述型腔部件与第一模具、第二模具形成封闭的产品成型腔。
6、作为优选,所述第二模具包括第二成型模具、滑轨件以及第二定位模具,所述第二成型模具可拆卸安装在所述第二定位模具并与所述型腔部件、所述第一模具配合形成所述产品成型腔;所述滑轨件可拆卸安装在所述第二定位模具上并与所述第二成型模具、所述第二定位模具形成所述第二定位槽,所述第一滑槽与所述第二滑槽均位于所述滑轨件的内侧面上。
7、作为优选,所述第一模具包括第一成型模具和第一定位模具,所述第一成型模具安装在所述第一定位模具上并与其形成所述第一定位槽,第一成型模具与所述第二成型模具、型腔部件配合形成所述产品成型腔,第二斜面位于第一定位模具上。
8、作为优选,还包括伸缩装置和用于固定所述伸缩装置的固定块,所述伸缩装置的伸缩端与所述连接块远离所述模具滑块的一侧连接;所述固定块与所述第二模具连接。
9、作为优选,所述伸缩装置为气缸驱动装置或液压驱动装置,所述连接块上设置有安装槽,所述气缸驱动装置或液压驱动装置的伸缩端安装在所述安装槽内。
10、作为优选,所述模具滑块与所述连接块相对的一侧凸出设置有可拆卸的缓冲垫。
11、作为优选,所述第一斜面上设置有可拆卸的耐磨件。
12、作为优选,所述模具滑块上设置有位于所述第一斜面下部的第一凹槽,所述连接块安装在所述第一凹槽内。
13、与现有技术相比,本实用新型的有益效果是:本实用新型的连接块停止运动后,仍然与模具滑块连接,以限制模具滑块的运动;模具滑块能缓慢运动至指定位置,防止模具滑块在一开始就滑动到位,相比于现有技术,本技术方案对第一模具与第二模具的磨损更小。
技术特征:
1.一种滑块防插烧保护机构,包括第一模具(1)、第二模具(2)和模具滑块(3),第一模具(1)、第二模具(2)上分别设置有与所述模具滑块(3)相配合的第一定位槽(10)与第二定位槽(20),第一模具(1)和第二模具(2)配合后将模具滑块(3)定位在两者之间;所述模具滑块(3)合模运动方向的后端设置有第一斜面(30),第一定位槽(10)内端面也设置有与所述第一斜面(30)对应配合的第二斜面(11);其特征在于,还包括用于限位的连接块(4),所述连接块(4)设在所述模具滑块(3)合模运动方向后端上并通过抽动螺杆(5)连接,所述连接块(4)靠近所述模具滑块(3)的端面为第一端面(40),所述模具滑块(3)靠近所述连接块(4)的端面为第二端面(31),所述抽动螺杆(5)可调节所述第一端面(40)与所述第二端面(31)之间的距离;所述连接块(4)与所述模具滑块(3)均安装在所述第二定位槽(20)内并与其滑动连接。
2.根据权利要求1所述的滑块防插烧保护机构,其特征在于,所述第二定位槽(20)两内侧面上分别设置有第一滑槽(21)与第二滑槽(22),所述模具滑块(3)合模运动方向的两侧分别设置有与所述第一滑槽(21)对应的第一凸台(32),所述第一凸台(32)安装在所述第一滑槽(21)内并与其滑动连接;所述连接块(4)沿其运动方向的两侧分别设置有与所述第二滑槽(22)对应的第二凸台(41),所述第二凸台(41)安装在所述第二滑槽(22)内并与其滑动连接。
3.根据权利要求2所述的滑块防插烧保护机构,其特征在于,所述模具滑块(3)远离所述连接块(4)的一侧设置有型腔部件(6),所述型腔部件(6)与第一模具(1)、第二模具(2)形成封闭的产品成型腔。
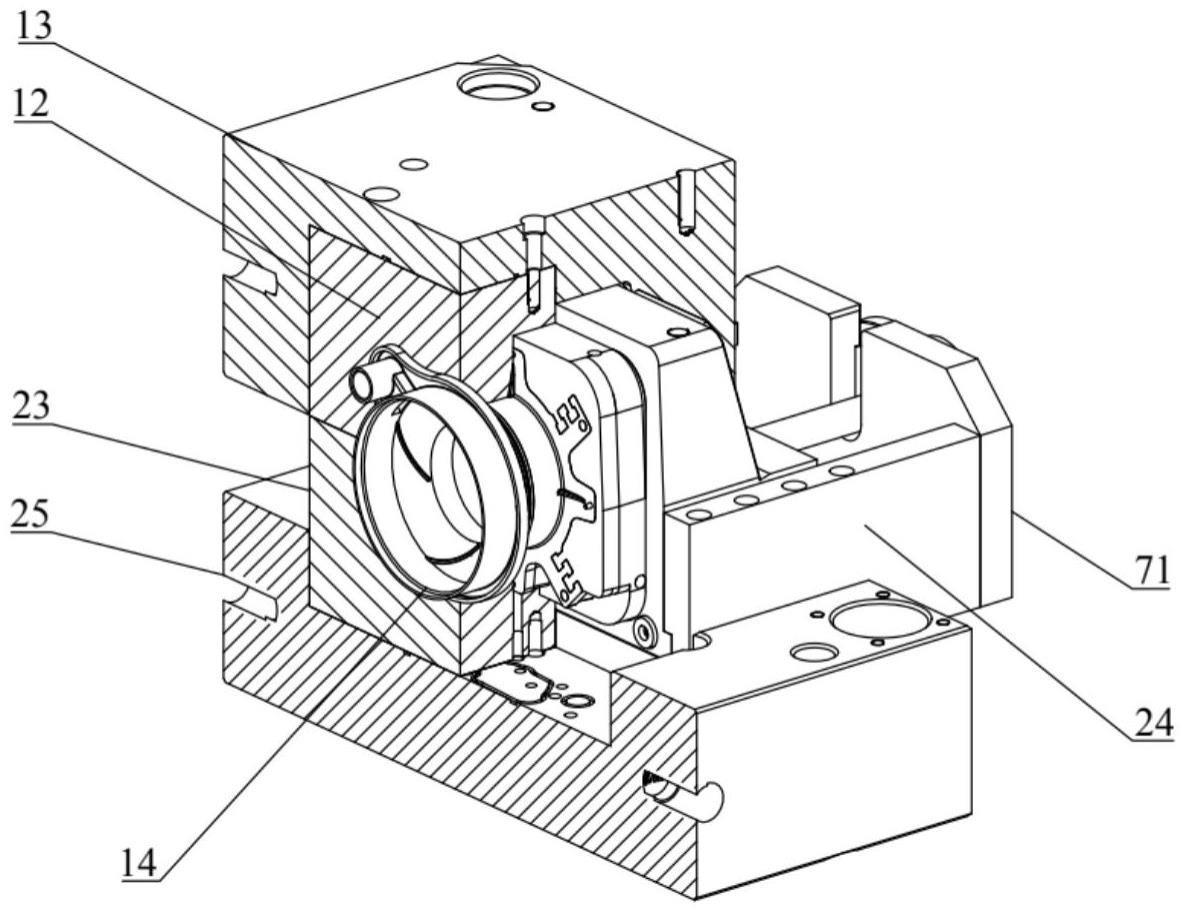
4.根据权利要求3所述的滑块防插烧保护机构,其特征在于,所述第二模具(2)包括第二成型模具(23)、滑轨件(24)以及第二定位模具(25),所述第二成型模具(23)可拆卸安装在所述第二定位模具(25)并与所述型腔部件(6)、所述第一模具(1)配合形成所述产品成型腔;所述滑轨件(24)可拆卸安装在所述第二定位模具(25)上并与所述第二成型模具(23)、所述第二定位模具(25)形成所述第二定位槽(20),所述第一滑槽(21)与所述第二滑槽(22)均位于所述滑轨件(24)的内侧面上。
5.根据权利要求4所述的滑块防插烧保护机构,其特征在于,所述第一模具(1)包括第一成型模具(12)和第一定位模具(13),所述第一成型模具(12)安装在所述第一定位模具(13)上并与其形成所述第一定位槽(10),第一成型模具(12)与所述第二成型模具(23)、型腔部件(6)配合形成所述产品成型腔,所述第二斜面(11)位于第一定位模具(13)上。
6.根据权利要求1所述的滑块防插烧保护机构,其特征在于,还包括伸缩装置(7)和用于固定所述伸缩装置(7)的固定块(71),所述伸缩装置(7)的伸缩端与所述连接块(4)远离所述模具滑块(3)的一侧连接;所述固定块(71)与所述第二模具(2)连接。
7.根据权利要求6所述的滑块防插烧保护机构,其特征在于,所述伸缩装置(7)为气缸驱动装置或液压驱动装置,所述连接块(4)上设置有安装槽(42),所述气缸驱动装置或液压驱动装置的伸缩端安装在所述安装槽(42)内。
8.根据权利要求1所述的滑块防插烧保护机构,其特征在于,所述模具滑块(3)与所述连接块(4)相对的一侧凸出设置有可拆卸的缓冲垫(8)。
9.根据权利要求1所述的滑块防插烧保护机构,其特征在于,所述第一斜面(30)上设置有可拆卸的耐磨件(9)。
10.根据权利要求1所述的滑块防插烧保护机构,其特征在于,所述模具滑块(3)上设置有位于所述第一斜面(30)下部的第一凹槽(33),所述连接块(4)安装在所述第一凹槽(33)内。
技术总结
本技术涉及模具技术领域,更具体地,涉及一种滑块防插烧保护机构,包括第一模具、第二模具和模具滑块,第一模具和第二模具配合以将模具滑块定位在两者之间,模具滑块上设置有第一斜面,第一模具的定位槽设置与第一斜面对应的第二斜面;模具滑块一侧面设置有连接块,连接块通过等高螺丝与模具滑块连接以使得两者之间具有可活动的间隙。在合模的过程中,连接块可运动一段距离后停止,之后模具滑块可做一段距离的惯性运动,此过程由于具有等高螺丝可限制模具滑块的运动,避免其一开始就滑动到位。在闭合的过程中,第二斜面推动第一斜面,模具滑块慢慢滑动到位,避免了面与面的刚性摩擦,提高了使用寿命。
技术研发人员:雷世俊,刘国占
受保护的技术使用者:鹤山联塑实业发展有限公司
技术研发日:20221207
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!