一种全包围气动自动胶管冲压机的制作方法
本技术涉及冲压设备,尤其涉及一种全包围气动自动胶管冲压机。
背景技术:
1、冲压是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法,在胶管加工过程中需要将配件插入胶管内孔里;
2、现有的胶管冲压机通常加温使胶管软化的情况下,装上套筒及配件后人再用力地插入胶管内孔里,但由于时间长的原因,人在生产过程中会出现体力不支及疲劳状态会影响生产效率及生产成本,所以我们制作一款全包围气动自动胶管冲压机,从面提高生产效率,降低生产成本,因此,本实用新型提出一种全包围气动自动胶管冲压机以解决现有技术中存在的问题。
技术实现思路
1、针对上述问题,本实用新型的目的在于提出一种全包围气动自动胶管冲压机,该全包围气动自动胶管冲压机通过夹紧气缸推动第一伸缩行程杆伸出带动移动夹紧件与固定夹紧件贴近对胶管实现夹紧固定,通过转动第一行程调节螺母使其在第一伸缩行程杆上转动移动对伸缩行程进行限位调节,解决了需要人力装上套筒及配件后用力插入胶管内孔效率较低的问题,解放了人力的同时有效防止胶管在冲压安装配件时发生位移影响装配效果,通过上料气缸驱动第二伸缩行程杆伸出带动配件固定筒移动时配件冲压插入胶管内孔里,解决了需要人工插入配件会出现体力不支及疲劳状态影响生产效率及生产成本的问题。
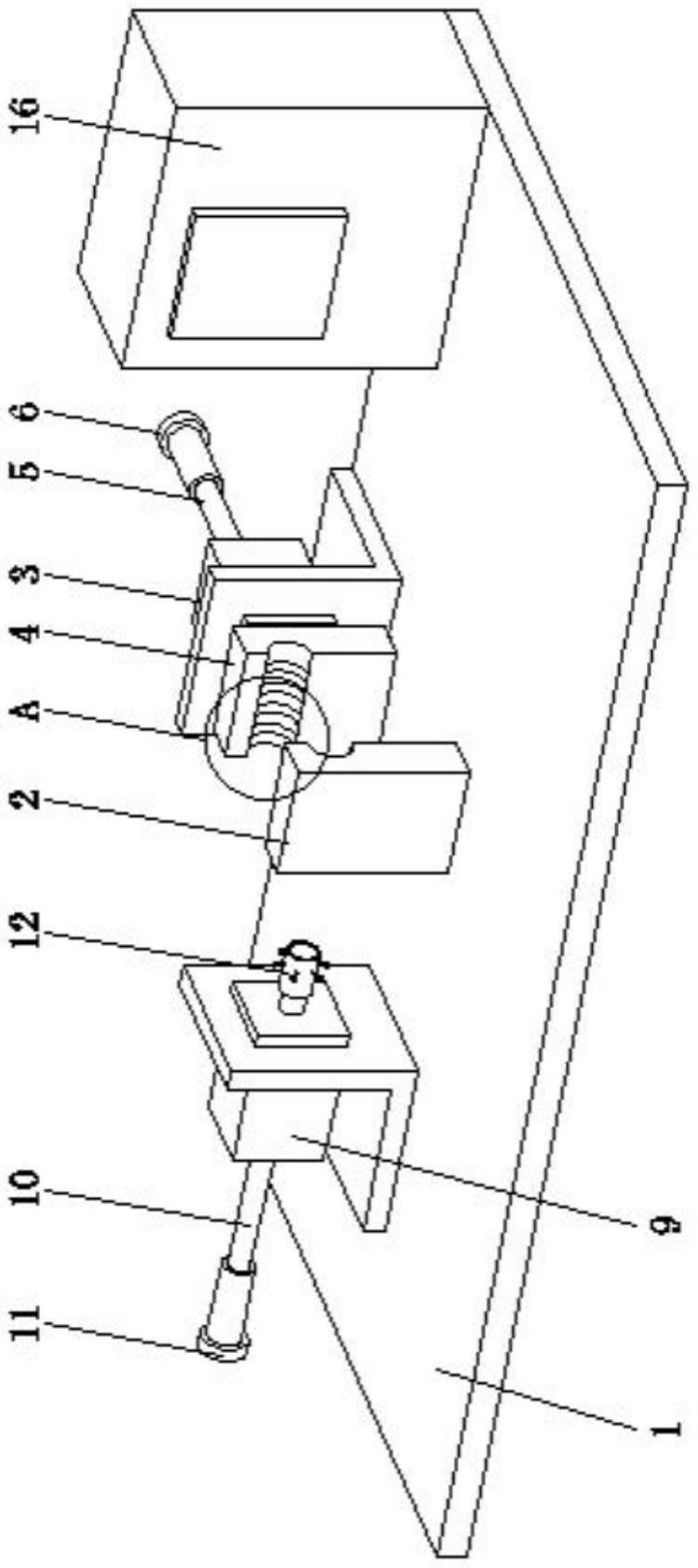
2、为实现本实用新型的目的,本实用新型通过以下技术方案实现:一种全包围气动自动胶管冲压机,包括固定底板、调节夹紧机构和配件冲压机构,所述调节夹紧机构包括固定夹紧件、夹紧气缸、移动夹紧件、第一伸缩行程杆和第一行程调节螺母,所述固定底板上中间固定设有夹紧件,所述固定底板上中间后侧固定设有夹紧气缸,所述夹紧气缸伸缩端固定设有移动夹紧件,所述移动夹紧件与固定夹紧件位置对应,所述夹紧气缸内伸缩设有第一伸缩行程杆,所述第一伸缩行程杆后侧套设有第一行程调节螺母,所述第一行程调节螺母与第一伸缩行程杆之间螺纹配合,所述固定底板上另一侧设有配件冲压机构。
3、进一步改进在于:所述固定夹紧件和移动夹紧件内侧均开设有凹槽,所述凹槽内配套排列开设有摩擦槽。
4、进一步改进在于:所述配件冲压机构包括上料气缸、第二伸缩行程杆、第二行程调节螺母、配件固定筒和配件固定机构,所述固定底板上一侧固定设有上料气缸,所述上料气缸内伸缩设有第二伸缩行程杆,所述第二伸缩行程杆一侧套设有第二行程调节螺母。
5、进一步改进在于:所述第二行程调节螺母与第二伸缩行程杆之间螺纹配合。
6、进一步改进在于:所述配件固定机构包括螺纹孔、固定螺栓和固定块,所述配件固定筒上环绕开设有螺纹孔,所述螺纹孔内螺纹配合设有固定螺栓,所述固定螺栓内侧固定设有固定块。
7、进一步改进在于:所述固定底板上另一侧固定设有控制箱。
8、本实用新型的有益效果为:本实用新型通过夹紧气缸推动第一伸缩行程杆伸出带动移动夹紧件与固定夹紧件贴近对胶管实现夹紧固定,通过转动第一行程调节螺母使其在第一伸缩行程杆上转动移动对伸缩行程进行限位调节,解决了需要人力装上套筒及配件后用力插入胶管内孔效率较低的问题,解放了人力的同时有效防止胶管在冲压安装配件时发生位移影响装配效果,通过上料气缸驱动第二伸缩行程杆伸出带动配件固定筒移动时配件冲压插入胶管内孔里,解决了需要人工插入配件会出现体力不支及疲劳状态影响生产效率及生产成本的问题。
技术特征:
1.一种全包围气动自动胶管冲压机,其特征在于:包括固定底板(1)、调节夹紧机构和配件冲压机构,所述调节夹紧机构包括固定夹紧件(2)、夹紧气缸(3)、移动夹紧件(4)、第一伸缩行程杆(5)和第一行程调节螺母(6),所述固定底板(1)上中间固定设有夹紧件,所述固定底板(1)上中间后侧固定设有夹紧气缸(3),所述夹紧气缸(3)伸缩端固定设有移动夹紧件(4),所述移动夹紧件(4)与固定夹紧件(2)位置对应,所述夹紧气缸(3)内伸缩设有第一伸缩行程杆(5),所述第一伸缩行程杆(5)后侧套设有第一行程调节螺母(6),所述第一行程调节螺母(6)与第一伸缩行程杆(5)之间螺纹配合,所述固定底板(1)上另一侧设有配件冲压机构。
2.根据权利要求1所述的一种全包围气动自动胶管冲压机,其特征在于:所述固定夹紧件(2)和移动夹紧件(4)内侧均开设有凹槽(7),所述凹槽(7)内配套排列开设有摩擦槽(8)。
3.根据权利要求1所述的一种全包围气动自动胶管冲压机,其特征在于:所述配件冲压机构包括上料气缸(9)、第二伸缩行程杆(10)、第二行程调节螺母(11)、配件固定筒(12)和配件固定机构,所述固定底板(1)上一侧固定设有上料气缸(9),所述上料气缸(9)内伸缩设有第二伸缩行程杆(10),所述第二伸缩行程杆(10)一侧套设有第二行程调节螺母(11)。
4.根据权利要求3所述的一种全包围气动自动胶管冲压机,其特征在于:所述第二行程调节螺母(11)与第二伸缩行程杆(10)之间螺纹配合。
5.根据权利要求3所述的一种全包围气动自动胶管冲压机,其特征在于:所述配件固定机构包括螺纹孔(13)、固定螺栓(14)和固定块(15),所述配件固定筒(12)上环绕开设有螺纹孔(13),所述螺纹孔(13)内螺纹配合设有固定螺栓(14),所述固定螺栓(14)内侧固定设有固定块(15)。
6.根据权利要求1所述的一种全包围气动自动胶管冲压机,其特征在于:所述固定底板(1)上另一侧固定设有控制箱(16)。
技术总结
本技术公开一种全包围气动自动胶管冲压机,包括固定底板、调节夹紧机构和配件冲压机构,固定底板上中间固定设有夹紧件,固定底板上中间后侧固定设有夹紧气缸,夹紧气缸伸缩端固定设有移动夹紧件,移动夹紧件与固定夹紧件位置对应,夹紧气缸内伸缩设有第一伸缩行程杆,第一伸缩行程杆后侧套设有第一行程调节螺母,固定底板上另一侧设有配件冲压机构;本技术通过夹紧气缸推动第一伸缩行程杆伸出带动移动夹紧件与固定夹紧件贴近对胶管实现夹紧固定,解放了人力的同时有效防止胶管发生位移影响装配效果,通过上料气缸驱动第二伸缩行程杆伸出带动配件固定筒移动时配件冲压插入胶管内孔,解决了人工插入配件会影响生产效率及生产成本的问题。
技术研发人员:谢刚
受保护的技术使用者:深圳捷工智能电气股份有限公司
技术研发日:20221209
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!