一种搪塑上料适配器排气结构的制作方法
本技术涉及搪塑模具,尤其涉及一种搪塑上料适配器排气结构。
背景技术:
1、汽车仪表板表皮生产多采用搪塑工艺,搪塑工艺是对带皮纹的搪塑模具对背面或整体进行加热,模具和装有pvc粉末的粉箱对接后旋转,粉箱中的塑料粉末自然落入模具中融化或是胶化,此过程被称为上料成型,热模表面上就会形成一个形状与仪表板一致的带皮纹的皮膜,然后取下粉箱,对模具进行塑化和冷却,最后人工脱模得到pvc表皮。
2、而在搪塑工艺生产过程中,粉料与模具贴合上料成型时由于模具温度在240℃—260℃之间,在模具与适配器料箱成型合模时由于内部空气膨胀,会导致料箱内粉料被吹起四散,出现扑料现象,这种现象会造成两方面问题:
3、1、原材料(搪塑粉料)飞散,每次合模后会造成材料浪费10g左右;
4、2、部分产品由于结构的局限性,尖角位置会产生0.2%左右的砂眼问题。
技术实现思路
1、本实用新型的目的是提供一种搪塑上料适配器排气结构,以解决在模具与适配器料箱成型合模时由于内部空气膨胀,导致料箱内粉料被吹起四散,出现扑料现象的技术问题。
2、为解决上述技术问题,本实用新型是采用如下技术方案实现的:
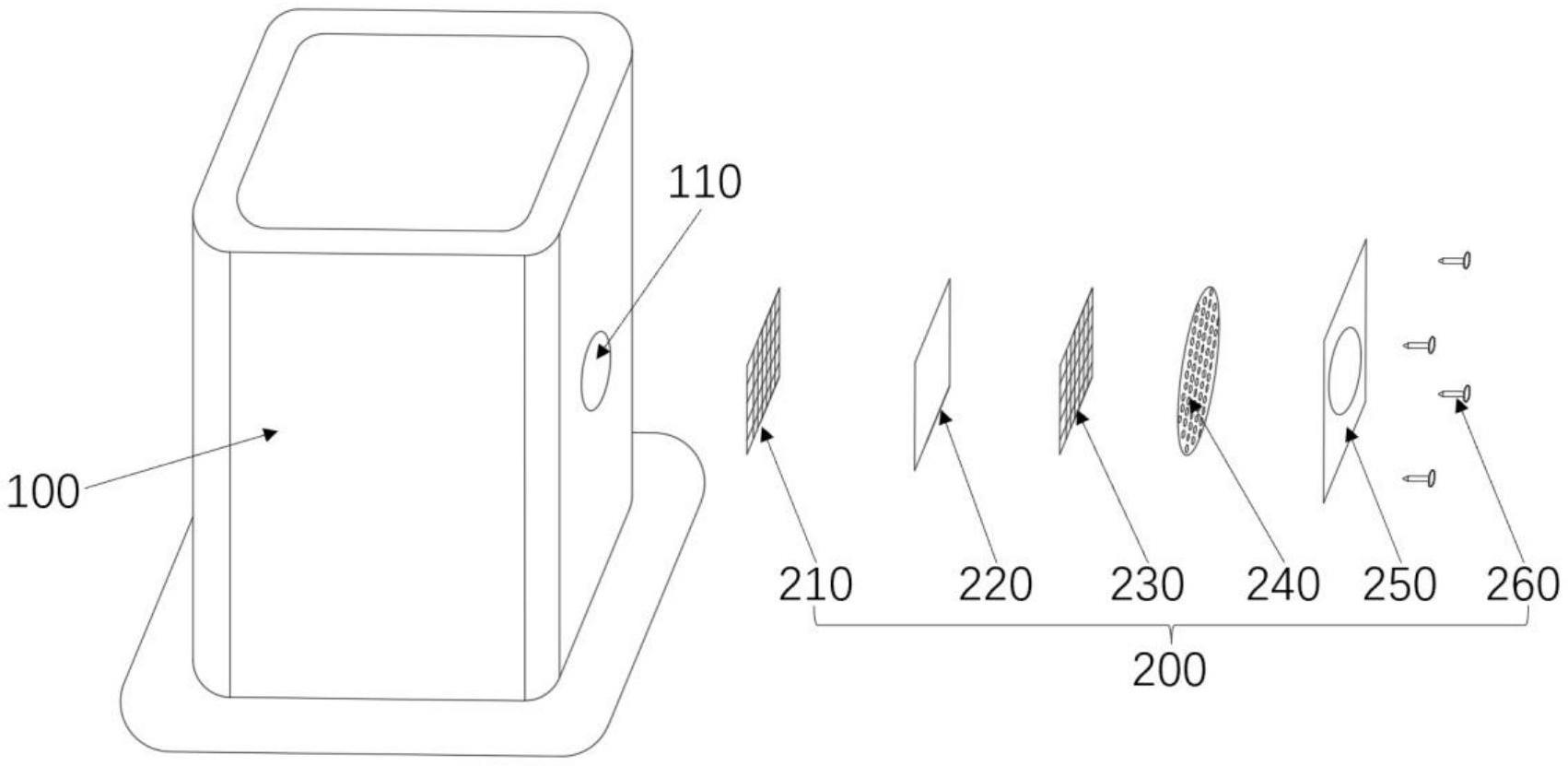
3、一种搪塑上料适配器排气结构,包括模具适配器本体100,所述模具适配器本体100的侧面设置有至少一个排气孔110,所述排气孔110外侧覆盖有过滤机构200。
4、进一步地,所述过滤机构200包括所述排气孔110外侧依次设置的第一过滤网210、过滤棉220、第二过滤网230和蜂窝状夹片240,最外侧通过开孔压片250固定。
5、进一步地,所述第一过滤网210和第二过滤网230均采用30目过滤网。
6、进一步地,所述开孔压片250通过螺钉260与所述模具适配器本体100可拆卸连接。
7、进一步地,所述排气孔110数量为两个,对称设置在所述模具适配器本体100的两侧。
8、与现有技术相比本实用新型的有益效果是:
9、本实用新型所提出的一种搪塑上料适配器排气结构,通过在模具适配器上设置排气孔,模具适配器与料箱上下合模时可排出内部气压,不再产生扑料现象;此排气结构合理,排气孔处设置有过滤机构,排气过程粉料不会顺排气孔散出。
10、通过模具适配器开排气孔的应用,可解决搪塑表皮生产过程中砂眼的质量缺陷,降低砂眼缺陷率至0.1%以下;通过排气孔的应用,合模过程不再产生扑料现象,降低粉料使用过程中的损耗。
技术特征:
1.一种搪塑上料适配器排气结构,包括模具适配器本体(100),其特征在于:所述模具适配器本体(100)的侧面设置有至少一个排气孔(110),所述排气孔(110)外侧覆盖有过滤机构(200),所述过滤机构(200)包括所述排气孔(110)外侧依次设置的第一过滤网(210)、过滤棉(220)、第二过滤网(230)和蜂窝状夹片(240),最外侧通过开孔压片(250)固定。
2.根据权利要求1所述的一种搪塑上料适配器排气结构,其特征在于,所述第一过滤网(210)和第二过滤网(230)均采用30目过滤网。
3.根据权利要求1所述的一种搪塑上料适配器排气结构,其特征在于,所述开孔压片(250)通过螺钉(260)与所述模具适配器本体(100)可拆卸连接。
4.根据权利要求1所述的一种搪塑上料适配器排气结构,其特征在于,所述排气孔(110)数量为两个,对称设置在所述模具适配器本体(100)的两侧。
技术总结
本技术涉及搪塑模具技术领域,尤其涉及一种搪塑上料适配器排气结构,包括模具适配器本体,模具适配器本体的侧面设置有至少一个排气孔,排气孔外侧覆盖有过滤机构。本技术所提出的一种搪塑上料适配器排气结构,通过在模具适配器上设置排气孔,模具适配器与料箱上下合模时可排出内部气压,不再产生扑料现象;排气孔处设置有过滤机构,排气过程粉料不会顺排气孔散出。可解决搪塑表皮生产过程中砂眼的质量缺陷,降低砂眼缺陷率至0.1%以下;通过排气孔的应用,合模过程不再产生扑料现象,降低粉料使用过程中的损耗。
技术研发人员:才超,栗启明,卢琴龙,苗新立,吕爱伟,邢俊男,鲁涛,郭东明,薛彦举,鹿树超
受保护的技术使用者:长春富维安道拓汽车饰件系统有限公司
技术研发日:20221209
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!