一种模具多方向抽芯机构的制作方法
本技术涉及注塑模具,具体为一种模具多方向抽芯机构。
背景技术:
1、随着塑胶产品的发展,其设计变得越来越精密,对模具抽芯机构的要求也越来越精密。在一些复杂的注塑模具中,无法一次性完抽芯,多要多次多方向开模才能完成产品脱模,而且随着产品复杂程度的增加,模具的结构也变得复杂,需要在狭小空间内设置多个驱动机构完成多方向开模,导致产品在注塑加工过程中时常出现模具卡模及其造成的产品单薄损坏,给生产制造带来麻烦。
技术实现思路
1、针对现有技术存在的不足,本实用新型提供了一种模具多方向抽芯机构,用于解决狭小空间内设置多个驱动机构完成多方向开模导致的产品在注塑加工过程中出现产品单薄损坏和模具卡模的问题。
2、为解决上述技术问题,本实用新型提供如下技术方案:
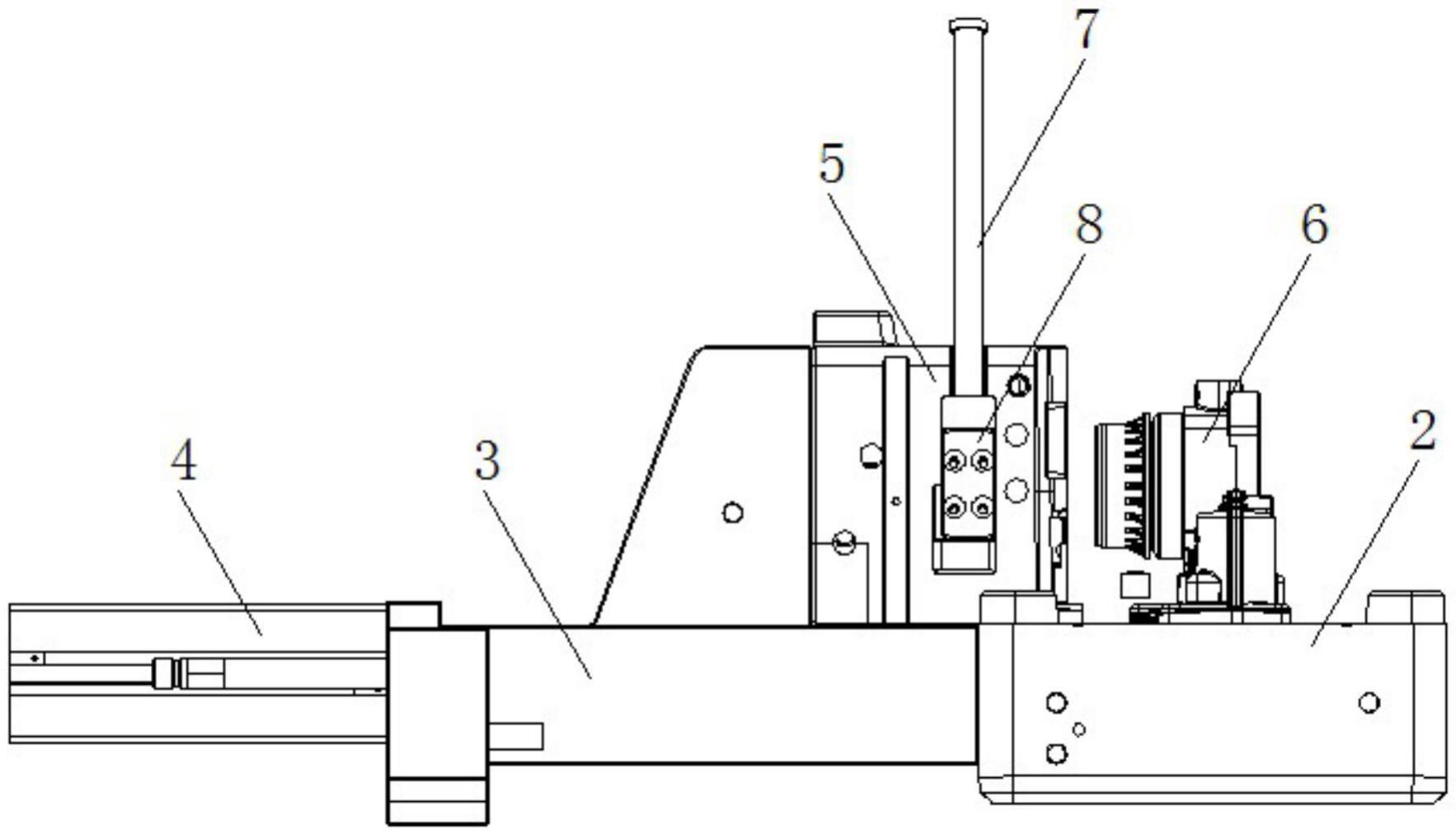
3、一种模具多方向抽芯机构,包括前模仁和后模仁,所述前模仁的下方设置有外滑块,所述外滑块固定在后模仁的一侧,且外滑块远离后模仁的一侧设置有用于带动外滑块和后模仁平移的平移驱动机构;
4、所述外滑块的上方设置有内滑块,所述内滑块与后模仁上的模芯位置对应,所述内滑块包括前后相对设置的滑块a和滑块b,所述滑块a和滑块b均位于前模仁的底部且与前模仁滑动连接,所述前模仁上固定有前后对称的斜导柱,所述滑块a和滑块b分别活动套接在两根斜导柱上。
5、优选的,所述平移驱动机构为油缸、气缸或电缸。
6、优选的,所述前模仁的底部设置有内腔,所述滑块a和滑块b的背离面分别与内腔内壁的正面和背面滑动连接。
7、优选的,所述内腔内壁的正面和背面均设置有滑槽,所述滑块a和滑块b均通过表面安装的耐磨块与滑槽滑动连接。
8、与现有技术相比,本实用新型具备以下有益效果:
9、本实用新型通过在前模仁上设置两根斜导柱,开模时前模仁在现有的升降驱动机构的带动下上升,在前模仁上滑槽和斜导柱的作用下使得滑块a和滑块b相互远离与模芯分离,完成一次抽芯,在平移驱动机构的作用下使得后模仁横向移动完成二次抽芯,在现有技术驱动机构的基础上仅增加一个平移驱动机构便可顺利完成两次抽芯,简化了模具结构从而提升了抽芯平顺度,避免卡模造成产品单薄损坏,解决狭小空间内设置多个驱动机构完成多方向开模导致的产品在注塑加工过程中出现的模具卡模及其造成的产品单薄损坏的问题。
技术特征:
1.一种模具多方向抽芯机构,包括前模仁(1)和后模仁(2),其特征在于:所述前模仁(1)的下方设置有外滑块(3),所述外滑块(3)固定在后模仁(2)的一侧,且外滑块(3)远离后模仁(2)的一侧设置有用于带动外滑块(3)和后模仁(2)平移的平移驱动机构(4);
2.根据权利要求1所述的一种模具多方向抽芯机构,其特征在于:所述平移驱动机构(4)为油缸、气缸或电缸。
3.根据权利要求1所述的一种模具多方向抽芯机构,其特征在于:所述前模仁(1)的底部设置有内腔(11),所述滑块a(51)和滑块b(52)的背离面分别与内腔(11)内壁的正面和背面滑动连接。
4.根据权利要求3所述的一种模具多方向抽芯机构,其特征在于:所述内腔(11)内壁的正面和背面均设置有滑槽(12),所述滑块a(51)和滑块b(52)均通过表面安装的耐磨块(8)与滑槽(12)滑动连接。
技术总结
本技术公开了一种模具多方向抽芯机构,涉及注塑模具技术领域,该模具多方向抽芯机构,包括前模仁和后模仁,前模仁的下方设置有外滑块,且外滑块远离后模仁的一侧设置有用于带动外滑块和后模仁平移的平移驱动机构;滑块A和滑块B均位于前模仁的底部且与前模仁滑动连接,前模仁上固定有前后对称的斜导柱,滑块A和滑块B分别活动套接在两根斜导柱上。通过在前模仁上设置两根斜导柱,在前模仁上滑槽和斜导柱的作用下滑块A和滑块B相互远离,完成一次抽芯,在平移驱动机构的作用下后模仁横向移动完成二次抽芯,在现有技术驱动机构的基础上仅增加一个平移驱动机构便可顺利完成两次抽芯,简化了模具结构,提升了抽芯平顺度。
技术研发人员:朱志刚
受保护的技术使用者:宣城立讯精密工业有限公司
技术研发日:20221212
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!