一种改性塑胶粒挤出设备的制作方法
1.本实用新型涉及改性塑胶粒挤出技术领域,特别涉及一种改性塑胶粒挤出设备。
背景技术:
2.塑料加工行业,一般分为单螺杆挤出机和双螺杆挤出机,而螺杆挤出机作为一种常见的挤出设备,可运用于大部分高分子材料的挤出加工,无论是在塑化造粒环节还是成型加工环节单螺杆挤出机都占有重要地位,而改性塑胶粒就是经过不同材料进行融化混合,再经过挤出机挤出而得到的。
3.但是,现有的改性塑胶粒挤出设备在使用的过程中,存在以下问题:
4.1、在送料时由于送料比较分散因此导致混料不均匀,影响产品的质量;
5.2、对材料进行熔融时,使得材料处于边搅拌边熔化的熔融状态,会出现混合不够均匀的问题,导致挤出的产品有气泡,而且熔融混合的不彻底,所形成的塑胶粒质量较差。
技术实现要素:
6.本实用新型提供一种改性塑胶粒挤出设备,旨在解决在送料时由于送料比较分散因此导致混料不均匀,影响产品的质量,以及在单独上料,直接对材料进行熔融,使得材料处于边搅拌边熔化的熔融状态,会出现混合不够均匀的问题,导致挤出的产品有气泡,而且熔融混合的不彻底,所形成的塑胶粒质量较差的问题。
7.本实用新型是这样实现的,一种改性塑胶粒挤出设备,包括操作台面,所述操作台面顶部的后侧设置有进料预混机构,所述操作台面顶部的前侧设置有熔混挤料机构,所述进料预混机构与熔混挤料机构连通;
8.所述进料预混机构包括下料组件、混搅破碎组件和加强运混组件,所述混搅破碎组件设置在下料组件的内部,所述加强运混组件连通在下料组件的底部,所述下料组件栓接在操作台面顶部的后侧,所述熔混挤料机构包括熔化搅混组件和输料挤出组件,所述熔化搅混组件内嵌在操作台面的顶部,所述熔化搅混组件与加强运混组件连通,所述输料挤出组件栓接在熔化搅混组件的底部。
9.进一步地,为了达到下料的效果,作为本实用新型的一种改性塑胶粒挤出设备优选的,所述下料组件包括斜方下料斗、下料管和变径管,所述下料管连通在斜方下料斗的底部,所述变径管连通在下料管的底部。
10.进一步地,为了达到均匀下料的同时对物料进行破碎的效果,作为本实用新型的一种改性塑胶粒挤出设备优选的,所述混搅破碎组件包括支撑架、高频电机、转动轴、对向搅拌破碎刀和定位块,所述支撑架焊接在斜方下料斗的顶部,所述高频电机栓接在支撑架的顶部,所述转动轴的顶部贯穿支撑架与高频电机的输出端栓接,所述对向搅拌破碎刀焊接在转动轴外侧的底部,所述定位块的两侧焊接在下料管内部的前侧和后侧,所述转动轴的底部转动连接在定位块顶部的内壁。
11.进一步地,为了达到加强混合物料的效果,作为本实用新型的一种改性塑胶粒挤
出设备优选的,所述加强运混组件包括固定杆、输料筒、输料螺旋轴和输料电机,所述固定杆焊接在操作台面顶部的后侧,所述输料筒的外侧与固定杆套接,所述输料筒的顶部与变径管连通,所述输料螺旋轴的前侧和后侧转动连接在输料筒的内部的前侧和后侧,所述输料螺旋轴的前侧贯穿输料筒内部的前侧,所述输料电机栓接在输料筒的前侧,所述输料电机的输出端与输料螺旋轴的前侧栓接。
12.进一步地,为了达到使物料融合混合的效果,作为本实用新型的一种改性塑胶粒挤出设备优选的,所述熔化搅混组件包括熔融搅拌桶、搅拌电机、搅拌轴、下排管和电磁调节阀,所述熔融搅拌桶内嵌在操作台面的顶部,所述熔融搅拌桶的后侧与输料筒连通,所述搅拌电机栓接在熔融搅拌桶的顶部,所述搅拌轴的顶部贯穿熔融搅拌桶内部的顶部与搅拌电机的输出端栓接,所述下排管的顶部连通在熔融搅拌桶的底部,所述电磁调节阀的顶部与下排管的底部连通。
13.进一步地,为了达到使塑胶粒成型的效果,作为本实用新型的一种改性塑胶粒挤出设备优选的,所述输料挤出组件包括接料挤送管、挤料输送辊、挤料电机和多孔出料板,所述接料挤送管的顶部与电磁调节阀的底部连通,所述挤料输送辊转动连接在接料挤送管的内部,所述挤料输送辊的后侧贯穿接料挤送管内部的后侧,所述挤料电机栓接在接料挤送管的后侧,所述挤料电机的输出端与挤料输送辊的后侧栓接,所述多孔出料板栓接在料挤送管的前侧。
14.进一步地,为了达到放置不同材料时进行分类下料的效果,作为本实用新型的一种改性塑胶粒挤出设备优选的,所述斜方下料斗内部的前侧和后侧之间焊接有分料板。
15.进一步地,为了达到将熔融搅拌桶内部产生的热湿气排出净化的效果,作为本实用新型的一种改性塑胶粒挤出设备优选的,所述熔融搅拌桶的顶部连通有排气管,所述排气管的顶部连通有空气净化机。
16.与现有技术相比,本实用新型的有益效果是:
17.1、本实用新型通过设置操作台面和进料预混机构,经过操作台面对进料预混机构进行支撑,然后在制作改性塑胶粒时,将不同的塑胶材料倒入下料组件的内部,下料组件进行下料,同时下料组件内部的混搅破碎组件会对塑胶材料进行搅拌混合,同时对较大的塑胶材料进行打碎,然后向加强运混组件的内部进行排放,则再次经过加强运混组件输送的过程中对不同的塑胶材料再次进行滚动的混合,以此提升混料的均匀,提升产品的质量;
18.2、本实用新型通过设置熔混挤料机构,在将混合后的塑胶材料输放至熔化搅混组件的内部,使得塑胶材料在熔化搅混组件的内部进行熔融,同时对熔融后的塑胶材料进行搅拌,使其塑胶材料在熔化搅混组件的内部充分的进行混合,避免混合不够均匀的同时也避免挤出的产品有气泡的问题,然后再将熔化后的塑胶材料排放至输料挤出组件的内部,输料挤出组件将熔化后的塑胶材料经过挤压成为塑胶粒,整体以提升产品的质量。
附图说明
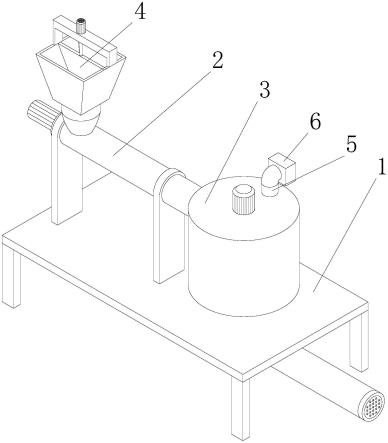
19.图1为本实用新型的改性塑胶粒挤出设备的整体结构图;
20.图2为本实用新型中进料预混机构和熔混挤料机构的组件示意图;
21.图3为本实用新型中下料组件的整体结构示意图;
22.图4为本实用新型中混搅破碎组件的整体结构示意图;
23.图5为本实用新型中加强运混组件的整体结构示意图;
24.图6为本实用新型中熔化搅混组件的整体结构示意图;
25.图7为本实用新型中输料挤出组件的整体结构示意图。
26.附图标记:
27.1、操作台面;2、进料预混机构;201、下料组件;2011、斜方下料斗;2012、下料管;2013、变径管;202、混搅破碎组件;2021、支撑架;2022、高频电机;2023、转动轴;2024、对向搅拌破碎刀;2025、定位块;203、加强运混组件;2031、固定杆;2032、输料筒;2033、输料螺旋轴;2034、输料电机;3、熔混挤料机构;301、熔化搅混组件;3011、熔融搅拌桶;3012、搅拌电机;3013、搅拌轴;3014、下排管;3015、电磁调节阀;302、输料挤出组件;3021、接料挤送管;3022、挤料输送辊;3023、挤料电机;3024、多孔出料板;4、分料板;5、排气管;6、空气净化机。
具体实施方式
28.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
29.在本实用新型的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
30.请参阅图1-6本实用新型提供技术方案:一种改性塑胶粒挤出设备,包括操作台面1,操作台面1顶部的后侧设置有进料预混机构2,操作台面1顶部的前侧设置有熔混挤料机构3,进料预混机构2与熔混挤料机构3连通;
31.进料预混机构2包括下料组件201、混搅破碎组件202和加强运混组件203,混搅破碎组件202设置在下料组件201的内部,加强运混组件203连通在下料组件201的底部,下料组件201栓接在操作台面1顶部的后侧,熔混挤料机构3包括熔化搅混组件301和输料挤出组件302,熔化搅混组件301内嵌在操作台面1的顶部,熔化搅混组件301与加强运混组件203连通,输料挤出组件302栓接在熔化搅混组件301的底部。
32.在本实施例中:通过设置操作台面1、下料组件201、混搅破碎组件202、加强运混组件203、熔化搅混组件301和输料挤出组件302,经过操作台面1对下料组件201、混搅破碎组件202、加强运混组件203、熔化搅混组件301和输料挤出组件302进行支撑,然后在制作改性塑胶粒时,将不同的塑胶材料倒入下料组件201的内部,下料组件201进行下料,同时下料组件201内部的混搅破碎组件202会对塑胶材料进行搅拌混合,还同时对较大的塑胶材料进行打碎,然后向加强运混组件203的内部进行排放,然后再次经过加强运混组件203输送的过程中对不同的塑胶材料再次进行滚动的混合,以此提升混料的均匀,提升产品的质量,在将混合后的塑胶材料输放至熔化搅混组件301的内部,使得塑胶材料在熔化搅混组件301的内部进行熔融,同时对熔融后的塑胶材料进行搅拌,使其塑胶材料在熔化搅混组件301的内部充分的进行混合,避免混合不够均匀的同时也避免挤出的产品有气泡的问题,然后再将熔
化后的塑胶材料排放至输料挤出组件302的内部,输料挤出组件302将熔化后的塑胶材料经过挤压成为塑胶粒,整体以提升产品的质量。
33.作为本实用新型的技术优化方案,下料组件201包括斜方下料斗2011、下料管2012和变径管2013,下料管2012连通在斜方下料斗2011的底部,变径管2013连通在下料管2012的底部。
34.在本实施例中:通过设置下料组件201,实现对塑胶材料的容纳,同时进行下料,经过斜方下料斗2011可对不同的塑胶材料进行收纳存放,然后经过下料管2012和变径管2013可向下进行排放。
35.作为本实用新型的技术优化方案,混搅破碎组件202包括支撑架2021、高频电机2022、转动轴2023、对向搅拌破碎刀2024和定位块2025,支撑架2021焊接在斜方下料斗2011的顶部,高频电机2022栓接在支撑架2021的顶部,转动轴2023的顶部贯穿支撑架2021与高频电机2022的输出端栓接,对向搅拌破碎刀2024焊接在转动轴2023外侧的底部,定位块2025的两侧焊接在下料管2012内部的前侧和后侧,转动轴2023的底部转动连接在定位块2025顶部的内壁。
36.在本实施例中:通过设置混搅破碎组件202,实现对下料组件201内部的塑胶材料进行搅拌混合,同时对较大的塑胶材料进行打碎,经过支撑架2021对高频电机2022进行支撑,启动高频电机2022带动转动轴2023在下料管2012的内侧进行转动,同时也带动对向搅拌破碎刀2024在下料管2012的内部进行转动,定位块2025则对转动轴2023进行支撑,从而实现对掉入下料管2012内部的塑胶材料进行混合搅拌的同时进行打碎。
37.作为本实用新型的技术优化方案,加强运混组件203包括固定杆2031、输料筒2032、输料螺旋轴2033和输料电机2034,固定杆2031焊接在操作台面1顶部的后侧,输料筒2032的外侧与固定杆2031套接,输料筒2032的顶部与变径管2013连通,输料螺旋轴2033的前侧和后侧转动连接在输料筒2032的内部的前侧和后侧,输料螺旋轴2033的前侧贯穿输料筒2032内部的前侧,输料电机2034栓接在输料筒2032的前侧,输料电机2034的输出端与输料螺旋轴2033的前侧栓接。
38.在本实施例中:通过设置加强运混组件203,实现对掉落的不同塑胶材料再次进行滚动的混合,以此提升混料的均匀度,启动输料电机2034,塑胶材料会掉入输料筒2032的内部,然后输料电机2034带动输料螺旋轴2033在输料筒2032的内部进行螺旋旋转,将塑胶材料推进的同时因翻转进行再次的混合,以提升均匀度,而固定杆2031则起到对输料筒2032进行加固支撑。
39.作为本实用新型的技术优化方案,熔化搅混组件301包括熔融搅拌桶3011、搅拌电机3012、搅拌轴3013、下料管2012和电磁调节阀3015,熔融搅拌桶3011内嵌在操作台面1的顶部,熔融搅拌桶3011的后侧与输料筒2032连通,搅拌电机3012栓接在熔融搅拌桶3011的顶部,搅拌轴3013的顶部贯穿熔融搅拌桶3011内部的顶部与搅拌电机3012的输出端栓接,下排管3014的顶部连通在熔融搅拌桶3011的底部,电磁调节阀3015的顶部与下排管3014的底部连通。
40.在本实施例中:通过设置熔化搅混组件301,实现将混合后的塑胶材料进行容纳,使塑胶材料在熔化搅混组件301的内部进行熔融,同时对熔融后的塑胶材料进行混合搅拌,经过输料筒2032将混合后的塑胶材料输入熔融搅拌桶3011的内部,启动搅拌电机3012带动
搅拌轴3013在熔融搅拌桶3011的内部进行搅动,同时塑胶材料会因熔融搅拌桶3011内部温度的升高而产生熔化,以此使塑胶材料可混合均匀,然后再经过下排管3014和电磁调节阀3015向下进行排料,同时电磁调节阀3015还可控制下料的速度。
41.作为本实用新型的技术优化方案,输料挤出组件302包括接料挤送管3021、挤料输送辊3022、挤料电机3023和多孔出料板3024,接料挤送管3021的顶部与电磁调节阀3015的底部连通,挤料输送辊3022转动连接在接料挤送管3021的内部,挤料输送辊3022的后侧贯穿接料挤送管3021内部的后侧,挤料电机3023栓接在接料挤送管3021的后侧,挤料电机3023的输出端与挤料输送辊3022的后侧栓接,多孔出料板3024栓接在料挤送管的前侧。
42.在本实施例中:通过设置输料挤出组件302,实现将熔化后的塑胶材料经过挤压成为塑胶粒,经过下料管2012和电磁调节阀3015将熔化后的塑胶材料输送至接料挤送管3021的内部,经过挤料电机3023带动挤料输送辊3022转动,使得熔化后的塑胶材料被输送至多孔出料板3024的位置,经过多孔出料板3024表面的孔洞,使得熔化后的塑胶材料被挤出接料挤送管3021的内部,成为塑胶粒。
43.作为本实用新型的技术优化方案,斜方下料斗2011内部的前侧和后侧之间焊接有分料板4。
44.在本实施例中:通过设置分料板4,使得在往斜方下料斗2011内部进行加料时,可分类的进行投放,以此提升下料时塑胶材料之间的混合均匀度。
45.作为本实用新型的技术优化方案,熔融搅拌桶3011的顶部连通有排气管5,排气管5的顶部连通有空气净化机6。
46.在本实施例中:通过设置排气管5和空气净化机6,在熔融搅拌桶3011产生高温使塑胶材料融合时,因融化后的塑胶材料存在有水汽,经过排气管5和空气净化机6可使的将水汽经过过滤排出,避免对空气的污染,提升实用性。
47.工作原理:首先,经过斜方下料斗2011可对不同的塑胶材料进行收纳存放,然后经过下料管2012和变径管2013可向下排放至输料筒2032,在此过程中高频电机2022带动转动轴2023在下料管2012的内侧进行转动,同时也带动对向搅拌破碎刀2024在下料管2012的内部进行转动,定位块2025则对转动轴2023进行支撑,从而实现对掉入下料管2012内部的塑胶材料进行混合搅拌的同时进行打碎,塑胶材料掉入输料筒2032的内部后,启动输料电机2034,然后输料电机2034带动输料螺旋轴2033在输料筒2032的内部进行螺旋旋转,将塑胶材料推进的同时因翻转进行再次的混合,以提升均匀度,输料筒2032将混合后的塑胶材料输入熔融搅拌桶3011的内部,启动搅拌电机3012带动搅拌轴3013在熔融搅拌桶3011的内部进行搅动,同时塑胶材料会因熔融搅拌桶3011内部温度的升高而产生熔化,以此使塑胶材料可混合均匀,然后再经过下排管3014和电磁调节阀3015向下进行排料,同时电磁调节阀3015还可控制下料的速度,经过下料管2012和电磁调节阀3015将熔化后的塑胶材料输送至接料挤送管3021的内部,挤料电机3023带动挤料输送辊3022转动,使得熔化后的塑胶材料被输送至多孔出料板3024的位置,经过多孔出料板3024表面的孔洞,使得熔化后的塑胶材料被挤出接料挤送管3021的内部,成为塑胶粒。
48.以上仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1