一种塑胶件自动埋铜钉装置的制作方法
本技术涉及埋铜钉装置,尤其涉及一种塑胶件自动埋铜钉装置。
背景技术:
1、在生产塑料产品时,经常需要对产品埋入众多的铜钉,以便于塑制品下道工序的操作,由此自动埋铜钉装置应运而生。
2、但是现有技术中的埋铜钉装置,结构复杂,成本较高,并且在加工时需要将单独制作塑胶件的夹持固定夹具,使得加工成本提高,并且降低了加工效率,因此需要一种塑胶件自动埋铜钉装置来满足需求。
技术实现思路
1、本实用新型的目的在于提供一种塑胶件自动埋铜钉装置,以解决上述背景技术中提出的结构复杂,成本较高,并且在加工时需要将单独制作塑胶件的夹持固定夹具,使得加工成本提高,并且降低了加工效率的问题。
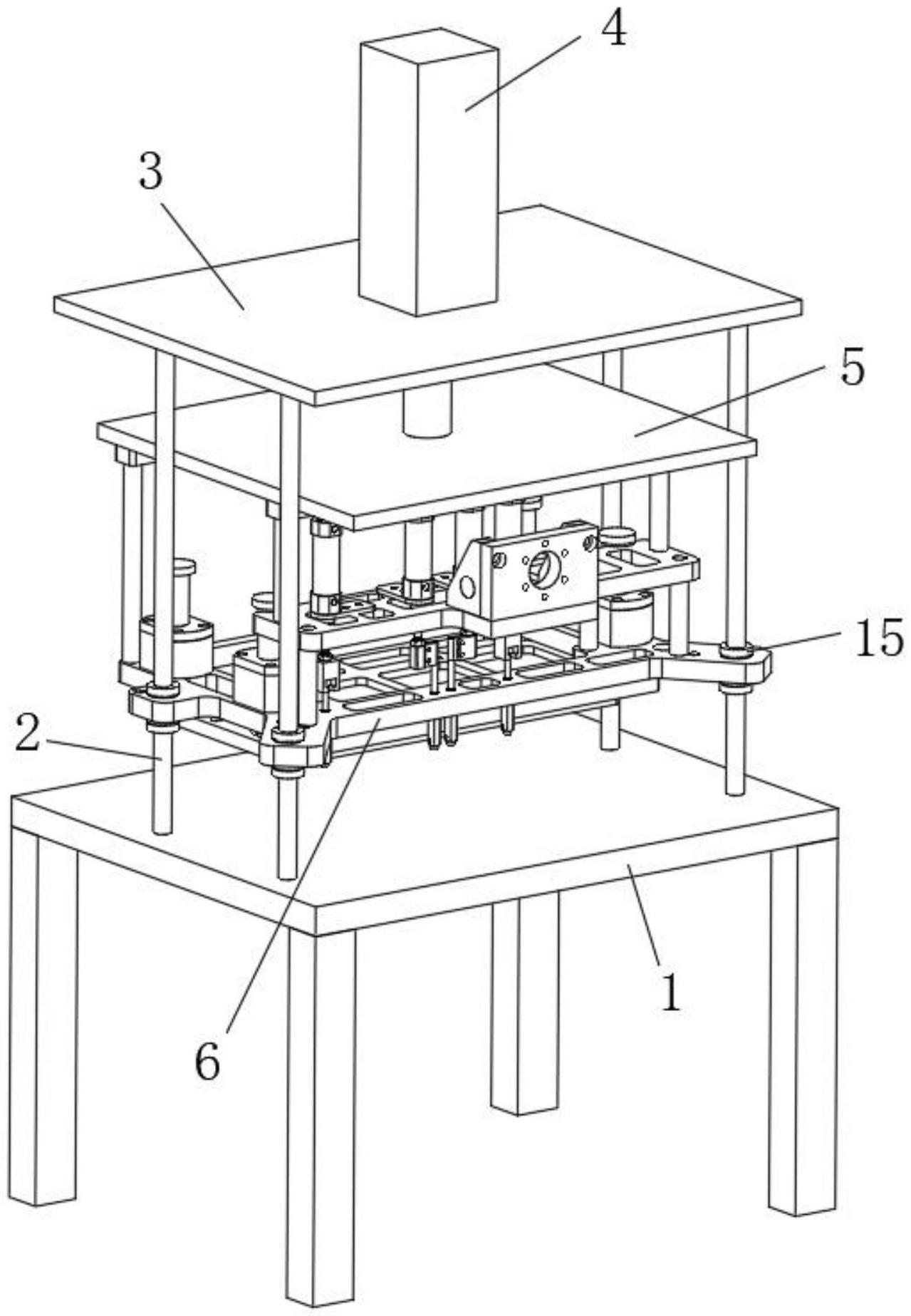
2、为实现上述目的,本实用新型提供如下技术方案:一种塑胶件自动埋铜钉装置,包括工作台,所述工作台上设置有若干个导向柱,若干个导向柱的顶端安装有同一个支撑板,支撑板上设置有第一气缸,第一气缸的输出轴上设置有连接板,连接板上设置有埋钉装置,所述埋钉装置包括定位板,定位板上设置有支架,支架安装在连接板上,支架内设置有若干个第二气缸,第二气缸的输出轴上安装有连接块,连接块上设置有顶针,所述定位板上安装有若干个套筒,所述顶针滑动安装在套筒内,所述定位板上设置有若干个压块,压块内滑动安装有滑杆,若干个滑杆的底端安装有同一个压板。
3、优选的,所述定位板上安装有若干个导向套,每个导向套分别滑动安装在对应的导向柱上。
4、优选的,所述滑杆与压板之间和压块与定位板之间均通过螺栓螺纹固定连接。
5、优选的,所述压块内开设有滑孔,滑杆位于滑孔内,滑孔的内径与滑杆的外径相同。
6、优选的,所述滑杆的顶端设置有限位挡块,限位挡块的直径大于滑孔的内径。
7、优选的,所述定位板上开设有若干个通孔,滑杆位于通孔内,通孔内套接有缓冲弹簧,缓冲弹簧的一端安装在压块的底端,缓冲弹簧的另一端安装在压板上。
8、优选的,所述压板的底端设置有缓冲板。
9、本实用新型的有益效果是:
10、本实用新型中通过定位板、支架、第二气缸、连接块、顶针和套筒的设置,使得该装置实现了自动埋钉的目的,并且经由第一气缸、支撑板、导向柱的设置,使得该埋钉装置实现了垂直方向上的高度调节,从而使得该装置得对不同高度的塑胶件进行埋钉加工,相较于传统的自动埋钉机,该装置结构简单,成本低廉。
11、本实用新型中通过压块、滑杆和压板的设置,使得该装置在对塑胶件进行埋钉时,压板得以覆盖在塑胶件的上端,从而保证了塑胶件的稳定性,相较于传统单独设立固定夹具,该装置降低了成本,且有效地提高了加工效率。
技术特征:
1.一种塑胶件自动埋铜钉装置,包括工作台(1),其特征在于:所述工作台(1)上设置有若干个导向柱(2),若干个导向柱(2)的顶端安装有同一个支撑板(3),支撑板(3)上设置有第一气缸(4),第一气缸(4)的输出轴上设置有连接板(5),连接板(5)上设置有埋钉装置;
2.根据权利要求1所述的一种塑胶件自动埋铜钉装置,其特征在于:所述定位板(6)上安装有若干个导向套(15),每个导向套(15)分别滑动安装在对应的导向柱(2)上。
3.根据权利要求1所述的一种塑胶件自动埋铜钉装置,其特征在于:所述滑杆(13)与压板(14)之间和压块(12)与定位板(6)之间均通过螺栓螺纹固定连接。
4.根据权利要求1所述的一种塑胶件自动埋铜钉装置,其特征在于:所述压块(12)内开设有滑孔(16),滑杆(13)位于滑孔(16)内,滑孔(16)的内径与滑杆(13)的外径相同。
5.根据权利要求1所述的一种塑胶件自动埋铜钉装置,其特征在于:所述滑杆(13)的顶端设置有限位挡块(17),限位挡块(17)的直径大于滑孔(16)的内径。
6.根据权利要求1所述的一种塑胶件自动埋铜钉装置,其特征在于:所述定位板(6)上开设有若干个通孔,滑杆(13)位于通孔内,通孔内套接有缓冲弹簧(18),缓冲弹簧(18)的一端安装在压块(12)的底端,缓冲弹簧(18)的另一端安装在压板(14)上。
7.根据权利要求1所述的一种塑胶件自动埋铜钉装置,其特征在于:所述压板(14)的底端设置有缓冲板(19)。
技术总结
本技术公开了一种塑胶件自动埋铜钉装置,包括工作台,工作台上设置有若干个导向柱,若干个导向柱的顶端安装有同一个支撑板,支撑板上设置有第一气缸,第一气缸的输出轴上设置有连接板,连接板上设置有埋钉装置,埋钉装置包括定位板,定位板上设置有支架,支架安装在连接板上,支架内设置有若干个第二气缸,第二气缸的输出轴上安装有连接块,通过定位板、支架、第二气缸、连接块、顶针和套筒的设置,使得该装置实现了自动埋钉的目的,并且经由第一气缸、支撑板、导向柱的设置,使得该埋钉装置实现了垂直方向上的高度调节,从而使得该装置得对不同高度的塑胶件进行埋钉加工,相较于传统的自动埋钉机,该装置结构简单,成本低廉。
技术研发人员:刘耀刚
受保护的技术使用者:昆山咏联电子塑胶有限公司
技术研发日:20221213
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!