塑料冲压件气动脱模装置的制作方法
本技术涉及冲压设备制造技术,尤其涉及一种塑料冲压件气动脱模装置,属于模具制造。
背景技术:
1、塑料制品是采用塑料为主要原料加工而成的生活和工业等用品的统称,包括以塑料为原料的注塑和吸塑等所有工艺的制品,塑胶是一类具有可塑性的合成高分子材料,它与合成橡胶和合成纤维形成了日常生活不可缺少的三大合成材料,具体地说,塑料是以天然或合成树脂为主要成分,加入各种添加剂,在一定温度和压力等条件下可以塑制成一定形状,在常温下保持形状不变的材料。
2、塑料制品生产加工过程中,需要对塑料制品进行冲压操作,现有的冲压装置在对塑料制品冲压完成后,工件不容易脱模,需要人工脱模,人工脱模时工件温度很高,且需要手动掏出,危险系数高;因此,亟待一种塑料制品气动脱模装置。
技术实现思路
1、本实用新型提供一种新的塑料冲压件气动脱模装置,通过在底座内设置气缸,利用气缸活塞带动脱模杆进行脱模,以解决现有技术中塑料制品脱模时温度高且难以取出的技术问题。
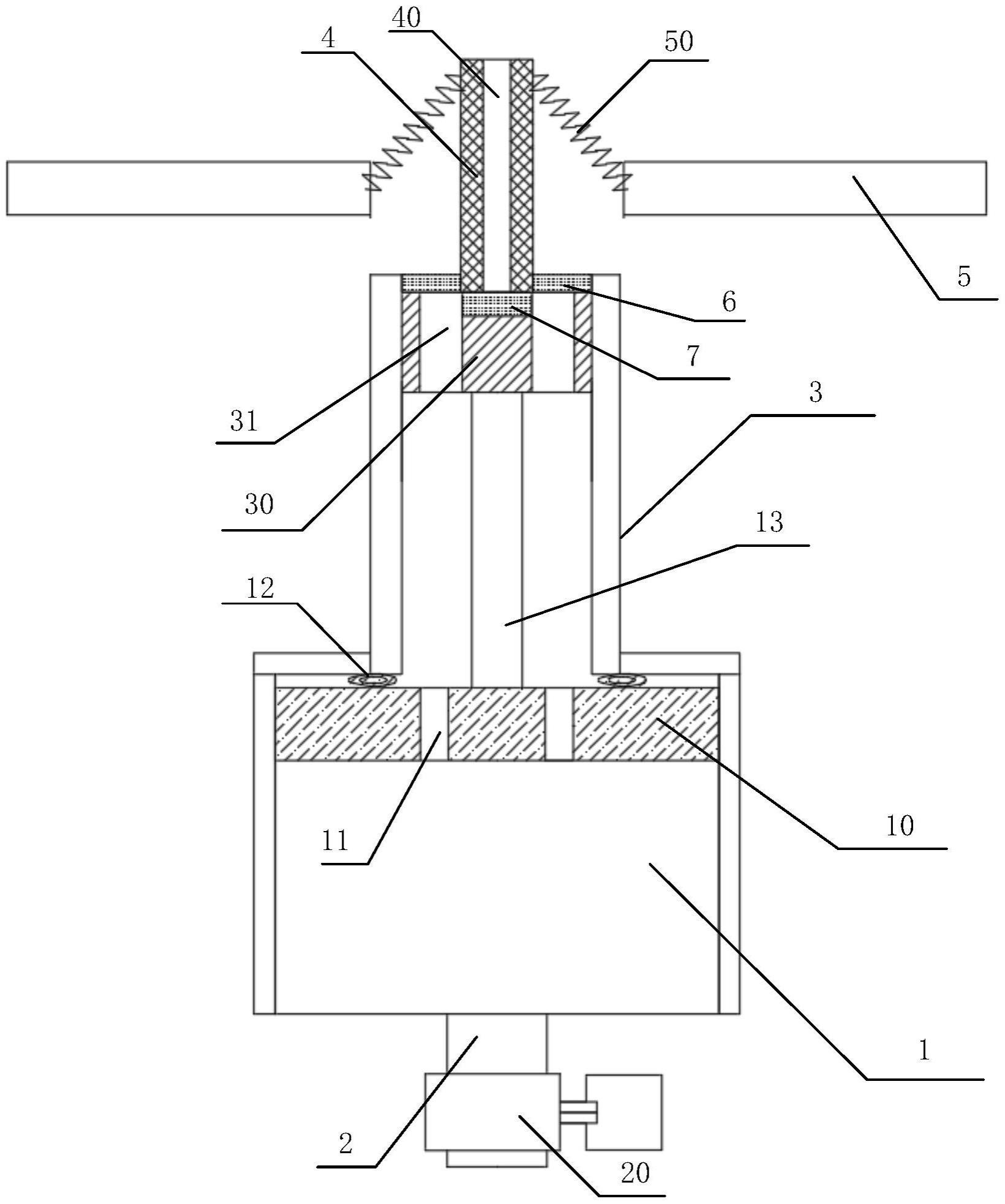
2、本实用新型实施例的塑料冲压件气动脱模装置,包括:气缸、活塞、安装座和脱模杆;所述气缸固定在所述安装座的下方,所述安装座上设置有冲压口;所述冲压口上设置有复位弹簧,所述脱模杆通过该复位弹簧与所述冲压口相连;
3、所述活塞可上下滑动的安装于所述气缸内,所述气缸的底部设置有进气管;所述气缸的顶部具有开口,所述脱模杆可滑动的套设于所述开口内;所述脱模杆内设置有用于连通所述气缸的排气通道;所述活塞上设置有连通所述气缸两端的节流孔;
4、所述进气管打开,以使所述活塞在所述气缸内向上滑动,从而抵靠在所述脱模杆的底部,并使所述脱模杆沿所述开口向上滑动。
5、如上所述的塑料冲压件气动脱模装置,其中,所述气缸包括:相互连通的下气缸和上气缸;所述上气缸位于所述下气缸上方,且直径小于所述下气缸;
6、所述活塞包括:可沿所述上气缸滑动的上活塞,以及可沿所述下气缸滑动的下活塞;所述上活塞和所述下活塞之间设置有连杆;所述上活塞上设置有上节流孔,所述下活塞上设置有下节流孔。
7、如上所述的塑料冲压件气动脱模装置,其中,所述开口设置于所述上气缸的顶部,所述开口处设置有磁环,所述上气缸的顶部设置有磁体;所述磁环与所述磁体相互排斥。
8、如上所述的塑料冲压件气动脱模装置,其中,所述上节流孔开设于所述上活塞的两侧,所述上节流孔在竖直方向上与所述排气通道不对应。
9、如上所述的塑料冲压件气动脱模装置,其中,所述进气管上设置有电控延时开关阀。
10、如上所述的塑料冲压件气动脱模装置,其中,所述下气缸的顶部设置有缓冲胶圈,所述下活塞通过该缓冲胶圈与所述下气缸的顶部相接触。
11、如上所述的塑料冲压件气动脱模装置,其中,所述冲压口的两侧均设置有复位弹簧;两个所述复位弹簧的一端固定在所述安装座上,另一端与所述脱模杆相连。
12、本实用新型通过打开进气管引入高压空气,以使活塞在气缸内向上滑动,从而驱动脱模杆自动顶出塑料件,完成该动作后自动通过节流孔和排气通道自动释放多余气体,从而使活塞自动复位。
13、多余气体在通过排气通道排出的过程中,能够持续的冷却塑料件表面,避免了局部温度过高引起的污损和变形。
技术特征:
1.一种塑料冲压件气动脱模装置,其特征在于,包括:气缸、活塞、安装座和脱模杆;所述气缸固定在所述安装座的下方,所述安装座上设置有冲压口;所述冲压口上设置有复位弹簧,所述脱模杆通过该复位弹簧与所述冲压口相连;
2.根据权利要求1所述的塑料冲压件气动脱模装置,其特征在于,所述气缸包括:相互连通的下气缸和上气缸;所述上气缸位于所述下气缸上方,且直径小于所述下气缸;
3.根据权利要求2所述的塑料冲压件气动脱模装置,其特征在于,所述开口设置于所述上气缸的顶部,所述开口处设置有磁环,所述上气缸的顶部设置有磁体;所述磁环与所述磁体相互排斥。
4.根据权利要求3所述的塑料冲压件气动脱模装置,其特征在于,所述上节流孔开设于所述上活塞的两侧,所述上节流孔在竖直方向上与所述排气通道不对应。
5.根据权利要求2-3任一所述的塑料冲压件气动脱模装置,其特征在于,所述进气管上设置有电控延时开关阀。
6.根据权利要求2-3任一所述的塑料冲压件气动脱模装置,其特征在于,所述下气缸的顶部设置有缓冲胶圈,所述下活塞通过该缓冲胶圈与所述下气缸的顶部相接触。
7.根据权利要求1-3任一所述的塑料冲压件气动脱模装置,其特征在于,所述冲压口的两侧均设置有复位弹簧;两个所述复位弹簧的一端固定在所述安装座上,另一端与所述脱模杆相连。
技术总结
本技术提供一种塑料冲压件气动脱模装置,属于冲压设备制造领域;本技术包括:气缸、活塞、安装座和脱模杆;气缸固定在所述安装座的下方,安装座上设置有冲压口;冲压口上设置有复位弹簧,脱模杆通过该复位弹簧与所述冲压口相连;活塞可上下滑动的安装于所述气缸内,所述气缸的底部设置有进气管;气缸的顶部具有开口,脱模杆可滑动的套设于所述开口内;脱模杆内设置有用于连通气缸的排气通道;所述活塞上设置有连通所述气缸两端的节流孔。本技术通过打开进气管引入高压空气,以使活塞在气缸内向上滑动,从而驱动脱模杆自动顶出塑料件,完成该动作后自动通过节流孔和排气通道自动释放多余气体,从而使活塞自动复位。
技术研发人员:张开封,李明峰,谭志军
受保护的技术使用者:融之航信息科技(苏州)有限公司
技术研发日:20221213
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!