一种连杆式圆弧抽芯模具结构的制作方法
本技术涉及模具领域,尤其涉及一种连杆式圆弧抽芯模具结构。
背景技术:
1、在注塑模具行业里,经常会出现产品有倒扣的情况,对于倒扣结构,大多都是采用行位进行倒扣脱模,而对于产品内侧有圆弧通孔的情况,在模具结构上,需要用到圆弧抽芯结构;当产品圆弧半径较小,且圆弧弧长较大时,在圆弧中心做齿轮式圆弧抽芯结构,齿轮与产品的干涉不能避免;齿轮式圆弧抽芯有齿轮传动系统,所需模具空间较大,模具制造成本较大。
技术实现思路
1、本实用新型的目的是提供一种连杆式圆弧抽芯模具结构,在产品圆弧中心上设置相对小的转轴,圆弧行位和直线行位上通过销钉安装连杆,直线行位拉动圆弧行位绕着转轴作旋转运动实现圆弧抽芯,圆弧行位旋转角度转化为直线行位的行程,不受圆弧行位旋转角度的限制,这种结构能适用于圆弧弧长较大的产品,无需设置齿轮结构,所需模具空间小,能够降低模具制造成本。
2、为了实现以上目的,本实用新型采用的技术方案为:一种连杆式圆弧抽芯模具结构,包括安装座和液压缸,所述的安装座内设置有可滑动的直线行位座,所述的液压缸与直线行位座,所述的直线行位座通过销钉连接有连杆,连杆的另一端通过销钉连接有圆弧行位座,所述的圆弧行位座连接圆弧行位,且圆弧行位座还连接有转轴,转轴固定在模具内,且圆弧行位的中心在转轴的中心线上。
3、在产品圆弧中心上设置相对小的转轴,圆弧行位和直线行位上通过销钉安装连杆,直线行位拉动圆弧行位绕着转轴作旋转运动实现圆弧抽芯,圆弧行位旋转角度转化为直线行位的行程,不受圆弧行位旋转角度的限制,这种结构能适用于圆弧弧长较大的产品,无需设置齿轮结构,所需模具空间小,能够降低模具制造成本。
4、优选的,所述的直线行位座上开设有t形槽,所述的液压缸的推杆连接有t形块,所述的t形块与t形槽间隙配合。
5、t形块和t形槽的配合设计,方便直线行位座与液压缸分开,进而方便直线行位座及拆卸和更换。
6、优选的,所述的安装座的内侧为阶梯状,所述的直线行位座的外侧为阶梯状,且安装座内侧的阶梯和直线行位座外侧的阶梯配合。
7、安装座和直线行位座的阶梯状设计,可以方便直线行位座的取放,同时能够使直线行位座进在安装座内滑动不会出现偏移。
8、优选的,所述的t形块与液压缸推杆配合的一端为螺杆,并与液压缸的推杆螺纹套接配合。
9、t形块与液压缸的推杆螺纹套接,方便t形块的拆卸和更换。
技术特征:
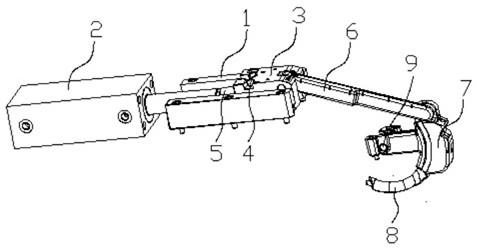
1.一种连杆式圆弧抽芯模具结构,包括安装座(1)和液压缸(2),所述的安装座(1)内设置有可滑动的直线行位座(3),其特征在于,所述的液压缸(2)与直线行位座(3),所述的直线行位座(3)通过销钉连接有连杆(6),连杆(6)的另一端通过销钉连接有圆弧行位座(7),所述的圆弧行位座(7)连接圆弧行位(8),且圆弧行位座(7)还连接有转轴(9),转轴(9)固定在模具内,且圆弧行位(8)的中心在转轴(9)的中心线上。
2.根据权利要求1所述的一种连杆式圆弧抽芯模具结构,其特征在于,所述的直线行位座(3)上开设有t形槽(4),所述的液压缸(2)的推杆连接有t形块(5),所述的t形块(5)与t形槽(4)间隙配合。
3.根据权利要求2所述的一种连杆式圆弧抽芯模具结构,其特征在于,所述的安装座(1)的内侧为阶梯状,所述的直线行位座(3)的外侧为阶梯状,且安装座(1)内侧的阶梯和直线行位座(3)外侧的阶梯配合。
4.根据权利要求3所述的一种连杆式圆弧抽芯模具结构,其特征在于,所述的t形块(5)与液压缸(2)推杆配合的一端为螺杆,并与液压缸(2)的推杆螺纹套接配合。
技术总结
本技术涉及一种连杆式圆弧抽芯模具结构,包括安装座和液压缸,所述的安装座内设置有可滑动的直线行位座,所述的液压缸与直线行位座,所述的直线行位座通过销钉连接有连杆,连杆的另一端通过销钉连接有圆弧行位座,所述的圆弧行位座连接圆弧行位,且圆弧行位座还连接有转轴,转轴固定在模具内,且圆弧行位的中心在转轴的中心线上,在产品圆弧中心上设置相对小的转轴,圆弧行位和直线行位上通过销钉安装连杆,直线行位拉动圆弧行位绕着转轴作旋转运动实现圆弧抽芯,圆弧行位旋转角度转化为直线行位的行程,不受圆弧行位旋转角度的限制,这种结构能适用于圆弧弧长较大的产品,无需设置齿轮结构,所需模具空间小,能够降低模具制造成本。
技术研发人员:陈伟炜
受保护的技术使用者:深圳市海德模具有限公司
技术研发日:20221218
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!