一种注塑生产高速复印机磁条模具的制作方法
本技术涉及复印机磁条生产,具体为一种注塑生产高速复印机磁条模具。
背景技术:
1、复印机中的主要部件磁辊是由磁条组成,因此,磁条的结构及其磁性能决定着磁辊的性能,它间接地影响复印机的复印效果,而磁条在进行生产时一般是通过模具进行注塑加工。
2、高速复印机磁芯一般由5-7支磁条拼接组装,具有外径大(一般20-30mm)、质量大(接近700g)特点;采用一次注塑成型的难度大,而且对打印效果(比如黑度)的调整涉及到整套模具,质量大的复印机磁芯需要的注塑机型号更大,而且调整单个效果需更改整套模具。
技术实现思路
1、本实用新型的目的在于提供一种注塑生产高速复印机磁条模具,以解决上述背景技术中提出磁条模具使用时质量大的复印机磁芯需要的注塑机型号更大,而且调整单个效果需更改整套模具的问题。
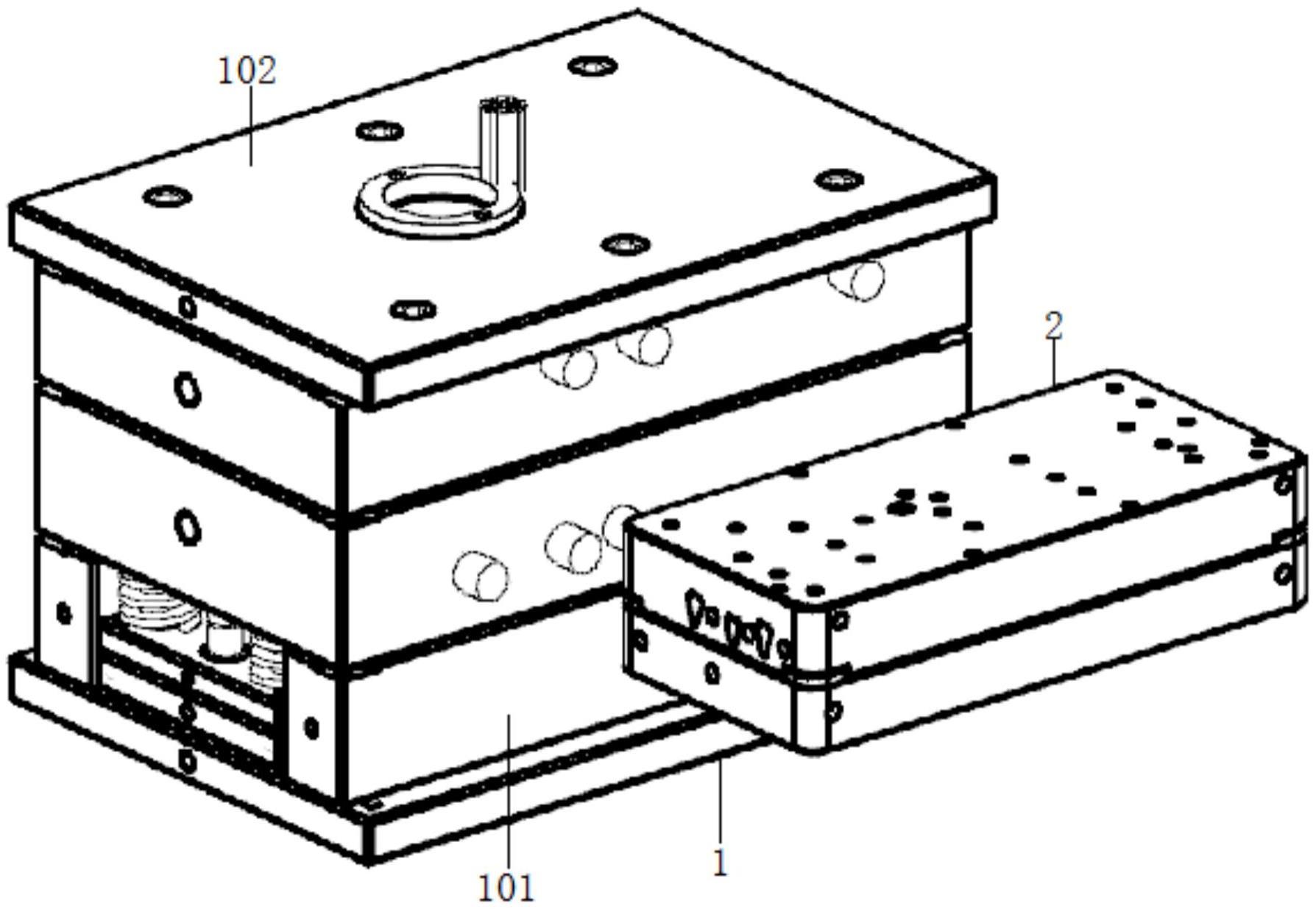
2、为实现上述目的,本实用新型提供如下技术方案:一种注塑生产高速复印机磁条模具,包括由下模座、上模座和模芯部件组成的模具主体,所述下模座的表面安装有上模座,且上模座与下模座相互配合,所述上模座与下模座之间设置有模芯部件,且模芯部件由上模具和下模具构成,所述模具主体的内部设置有磁条模芯,且磁条模芯由第一模芯和第二模芯组成。
3、优选的,所述上模座的内部设置有上模具,且上模具的底部安装有下模具,并且下模具与上模具相互配合。
4、优选的,所述第一模芯的内部包括有第一产品分模、第二产品分模和第三产品分模,所述第一产品分模放置在上模具与下模具的内部,且第一产品分模的一侧设置有第二产品分模,并且第二产品分模位于上模具和下模具的内部,所述上模具与下模具内部的一侧放置第三产品分模。
5、优选的,所述第二模芯由四组单独的产品模具组成,并且四组产品模具与第一产品分模、第二产品分模和第三产品分模拼接成一个完整的磁条模具。
6、优选的,注塑时将一出三的模芯部件更换为一出四的模芯部件,再将第二模芯放置于一出四的模芯部件内部,最后在第一模芯和第二模芯的作用下共得出七条单独的磁条,再将七条单独的磁条拼接成一个完整的磁芯。
7、与现有技术相比,本实用新型的有益效果是:该注塑生产高速复印机磁条模具通过设置有模芯部件和磁条模芯,单独的第一产品分模、第二产品分模和第三产品分模放至上模具和下模具的内部,在第一产品分模、第二产品分模和第三产品分模的作用下注塑三条单独的磁条产品,随后再将一出三的模芯部件更换为一出四的模芯部件,将由四组单独的产品模具组成的第二模芯放置于一出四的模芯部件内部,最后在第一模芯和第二模芯的作用下共得出七条单独的磁条产品,再将七条单独的磁条拼接成一个完整的磁芯,同时,可根据不同的需求对七条中的某一条产品模具进行单独调整,从而调整磁条的产品效果,调整复印机的打印效果,以实现磁条模具先分后合,分两次注塑成型的功能,该磁条模具有效避免了质量大的复印机磁芯需要的注塑机型号更大和调整单个效果需更改整套模具的问题,根据产品的实际需求量较少(年度大约三千支)采取先分后合,分两次注塑成型,解决一次注塑成型的难题。
技术特征:
1.一种注塑生产高速复印机磁条模具,包括由下模座(101)、上模座(102)和模芯部件(2)组成的模具主体(1),其特征在于:所述下模座(101)的表面安装有上模座(102),且上模座(102)与下模座(101)相互配合,所述上模座(102)与下模座(101)之间设置有模芯部件(2),且模芯部件(2)由上模具(201)和下模具(202)构成,所述模具主体(1)的内部设置有磁条模芯(3),且磁条模芯(3)由第一模芯(301)和第二模芯(302)组成。
2.根据权利要求1所述的一种注塑生产高速复印机磁条模具,其特征在于:所述上模座(102)的内部设置有上模具(201),且上模具(201)的底部安装有下模具(202),并且下模具(202)与上模具(201)相互配合。
3.根据权利要求1所述的一种注塑生产高速复印机磁条模具,其特征在于:所述第一模芯(301)的内部包括有第一产品分模(3011)、第二产品分模(3012)和第三产品分模(3013),所述第一产品分模(3011)放置在上模具(201)与下模具(202)的内部,且第一产品分模(3011)的一侧设置有第二产品分模(3012),并且第二产品分模(3012)位于上模具(201)和下模具(202)的内部,所述上模具(201)与下模具(202)内部的一侧放置第三产品分模(3013)。
4.根据权利要求3所述的一种注塑生产高速复印机磁条模具,其特征在于:所述第二模芯(302)由四组单独的产品模具组成,并且四组产品模具与第一产品分模(3011)、第二产品分模(3012)和第三产品分模(3013)拼接成一个完整的磁条模具。
5.根据权利要求4所述的一种注塑生产高速复印机磁条模具,其特征在于:注塑时将一出三的模芯部件(2)更换为一出四的模芯部件(2),再将第二模芯(302)放置于一出四的模芯部件(2)内部,最后在第一模芯(301)和第二模芯(302)的作用下共得出七条单独的磁条,再将七条单独的磁条拼接成一个完整的磁芯。
技术总结
本技术涉及复印机磁条生产技术领域,具体为一种注塑生产高速复印机磁条模具,包括由下模座、上模座和模芯部件组成的模具主体,所述下模座的表面安装有上模座,且上模座与下模座相互配合,所述上模座与下模座之间设置有模芯部件,且模芯部件由上模具和下模具构成,所述模具主体的内部设置有磁条模芯,且磁条模芯由第一模芯和第二模芯组成。本技术有效避免了质量大的复印机磁芯需要的注塑机型号更大和调整单个效果需更改整套模具的问题,根据产品的实际需求量较少(年度大约三千支)采取先分后合,分两次注塑成型,解决一次注塑成型的难题。
技术研发人员:肖喜讯,詹昌娟,刘福青
受保护的技术使用者:珠海市成磁电子科技有限公司
技术研发日:20221220
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!