一种吹塑薄膜尺寸控制装置的制作方法
本技术属于吹塑薄膜生产,尤其涉及一种吹塑薄膜尺寸控制装置。
背景技术:
1、现有技术对于薄膜制品尺寸的控制,采用手动调节膜泡进气、排气、上牵引机的速度来控制。或者通过挤出量以及牵引机速度,控制制品的米克重,从而控制制品尺寸,但不同制品配方密度不同,无法通用参数设置,对于未知密度的配方增加了调试难度。
2、现有技术无法实时控制制品的宽度、厚度、及各个方向的厚度偏差,采用人工调整,效率低、制品一致性差,次品率高。
技术实现思路
1、本实用新型提供一种吹塑薄膜尺寸控制装置,旨在解决上述存在的问题。
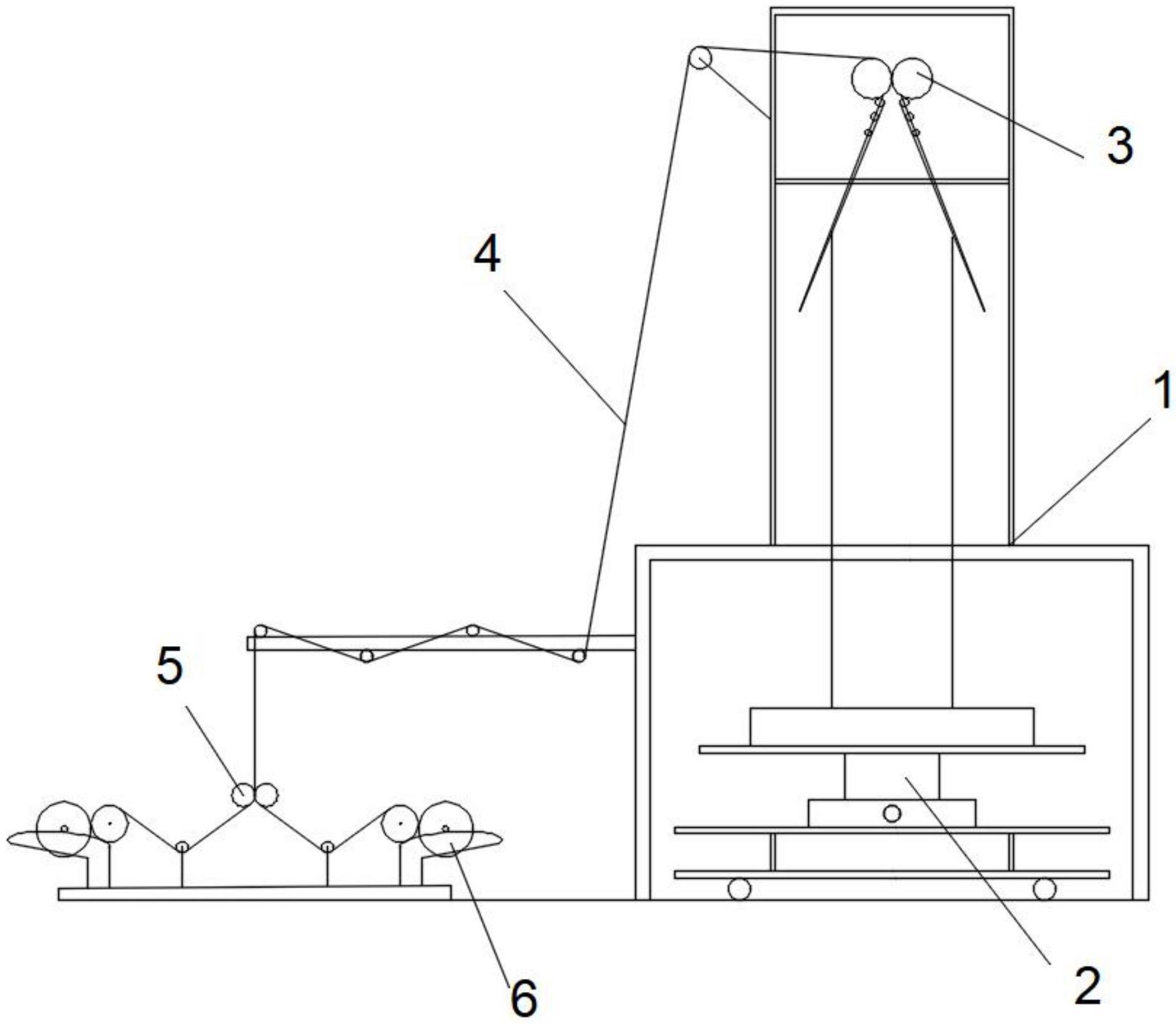
2、本实用新型是这样实现的,一种吹塑薄膜尺寸控制装置,包括固定支架、膜泡进排气阀门、上牵引辊轮、薄膜剖刀、下牵引辊轮和卷曲机,所述固定支架上安装有膜泡尺寸传感器,所述上牵引辊轮两端安装有薄膜宽度传感器,所述上牵引辊轮上安装有线速度传感器,所述薄膜剖刀侧边安装有薄膜位置传感器,所述下牵引辊轮和卷曲机之间安装有薄膜厚度检测传感器;
3、所述薄膜剖刀包括刀架、螺杆和伺服电机,所述伺服电机输出端与所述螺杆内端传动连接,所述螺杆外端与所述刀架通过力传感器连接,所述伺服电机电性连接有伺服驱动器;
4、所述上牵引辊轮传动连接有牵引电机,所述牵引电机电性连接有牵引变频器;所述卷曲机传动连接有卷曲电机,所述卷曲电机电性连接有卷曲变频器;
5、还包括控制柜,所述控制柜内安装有plc控制器,所述膜泡进排气阀门、膜泡尺寸传感器、薄膜宽度传感器、线速度传感器、薄膜位置传感器、薄膜厚度检测传感器、力传感器、伺服驱动器、牵引变频器和卷曲变频器通过控制电路与所述plc控制器电性连接。
6、进一步的,所述控制电路包括变频器和伺服驱动器电源输入端的接触器、电源、空开和热继电器,所述膜泡尺寸传感器、薄膜宽度传感器、线速度传感器、薄膜位置传感器、薄膜厚度检测传感器、力传感器的输出端接入所述plc控制器的ai输入端,所述接触器通过pcl控制器的do信号连接空开,所述膜泡进排气阀门通过所述plc控制器的ao输出信号改变开度,所述plc控制器通过通讯电缆分别与伺服驱动器、牵引变频器和卷曲变频器电性连接。
7、进一步的,所述控制柜设置有调整参数的控制面板,所述控制面板通过六类网线与plc控制器连接,控制面板与plc控制器之间的通讯协议为modbus tcp。
8、进一步的,所述plc控制器与伺服驱动器、牵引变频器、卷曲变频器之间的通讯协议均为modbustcp。
9、进一步的,所述控制面板为触摸面板。
10、与现有技术相比,本实用新型的有益效果是:本实用新型公开一种吹塑薄膜尺寸控制装置,可实现吹塑薄膜尺寸(厚度及宽度)在线实时精确控制,省去繁杂的线下测量、调整的过程;同时能够实现制品厚度不均的实时调整,解决制品因口模略微偏芯造成的两片制品厚度差异大,省去反复调整口模间隙的操作,降低作业人员的劳动强度,降低对作业人员技能要求。
技术特征:
1.一种吹塑薄膜尺寸控制装置,包括固定支架、膜泡进排气阀门、上牵引辊轮、薄膜剖刀、下牵引辊轮和卷曲机,其特征在于:所述固定支架上安装有膜泡尺寸传感器,所述上牵引辊轮两端安装有薄膜宽度传感器,所述上牵引辊轮上安装有线速度传感器,所述薄膜剖刀侧边安装有薄膜位置传感器,所述下牵引辊轮和卷曲机之间安装有薄膜厚度检测传感器;
2.根据权利要求1所述的一种吹塑薄膜尺寸控制装置,其特征在于:所述控制电路包括变频器和伺服驱动器电源输入端的接触器、电源、空开和热继电器,所述膜泡尺寸传感器、薄膜宽度传感器、线速度传感器、薄膜位置传感器、薄膜厚度检测传感器、力传感器的输出端接入所述plc控制器的ai输入端,所述接触器通过pcl控制器的do信号连接空开,所述膜泡进排气阀门通过所述plc控制器的ao输出信号改变开度,所述plc控制器通过通讯电缆分别与伺服驱动器、牵引变频器和卷曲变频器电性连接。
3.根据权利要求1所述的一种吹塑薄膜尺寸控制装置,其特征在于:所述控制柜设置有调整参数的控制面板,所述控制面板通过六类网线与plc控制器连接,控制面板与plc控制器之间的通讯协议为modbustcp。
4.根据权利要求2所述的一种吹塑薄膜尺寸控制装置,其特征在于:所述plc控制器与伺服驱动器、牵引变频器、卷曲变频器之间的通讯协议均为modbustcp。
5.根据权利要求3所述的一种吹塑薄膜尺寸控制装置,其特征在于:所述控制面板为触摸面板。
技术总结
本技术公开一种吹塑薄膜尺寸控制装置,包括固定支架、膜泡进排气阀门、上牵引辊轮、薄膜剖刀、下牵引辊轮和卷曲机,所述固定支架上安装有膜泡尺寸传感器,所述上牵引辊轮两端安装有薄膜宽度传感器,所述上牵引辊轮上安装有线速度传感器,所述薄膜剖刀侧边安装有薄膜位置传感器,所述下牵引辊轮和卷曲机之间安装有薄膜厚度检测传感器;本技术公开一种吹塑薄膜尺寸控制装置,可实现吹塑薄膜尺寸(厚度及宽度)在线实时精确控制,省去繁杂的线下测量、调整的过程;同时能够实现制品厚度不均的实时调整,解决制品因口模略微偏芯造成的两片制品厚度差异大,省去反复调整口模间隙的操作,降低作业人员的劳动强度,降低对作业人员技能要求。
技术研发人员:朱江,冷安金
受保护的技术使用者:重庆智灏科技有限责任公司
技术研发日:20221228
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!