一种注射模具的制作方法
本申请涉及压力铸造、塑料产品注射成型和金属粉末注射成型等领域,尤其涉及一种多开型注射模具。
背景技术:
1、目前,在相关行业领域使用的注射模具通常是专为某一特定零件而设计和制造的。注射模具构成复杂,投入成本高且制造周期长,其应用范围局限于大批的和大量的零件生产。因此,对于新的产品零件,如果没有确定的批量需求,往往避免选用模具注射成型的方案。此外,专用的注射模具整体尺寸铰大,需要备换的零件较多,存放占用空间大,保养和管理的难度也相对较大。
技术实现思路
1、为了解决上述技术问题或者至少部分地解决上述技术问题,本申请提供了一种注射模具。
2、本申请提供了一种注射模具,所述注射模具为中心点注胶口形式,在所述注射模具的侧面设置锁耳机构,所述注射模具的侧面跨过多个分型面;所述锁耳机构用于控制各个分型面的开合顺序。
3、可选地,所述注射模具在模具开合方向上连通浇道体与型腔,以构成所述中心点注胶口形式。
4、可选地,所述注射模具还包括动模座板、浇道板、脱浇板和定模座板;各个分型面包括以下中的至少2个分型面;其中,动模座板、浇道板、脱浇板和定模座板中相邻两个板分别构成1个分型面。
5、可选地,所述浇道板、所述脱浇板和所述定模座板由导柱串联在一起,所述浇道板、所述脱浇板和所述定模座板设置有限位组件。
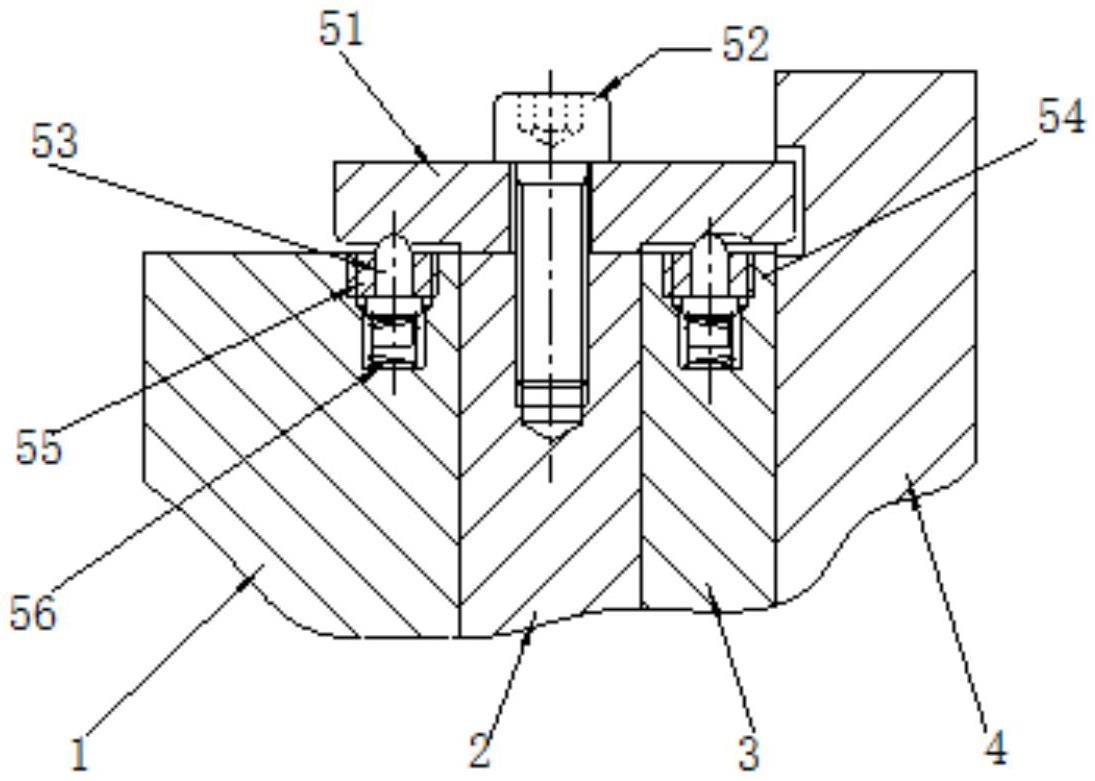
6、可选地,所述锁耳机构包括联动板、固定部件、第一滑动组件和第二滑动组件;所述联动板通过所述固定部件固定设置在所述浇道板上;所述滑动板与所述第一滑动组件的滑动端为凹窝和球顶配合,所述滑动板与所述第二滑动组件的滑动端为滑槽和球顶配合。
7、可选地,所述滑槽的方向沿着所述动模座板的运动方向。
8、可选地,所述第一滑动组件的固定端与所述动模座板连接,所述第二滑动组件的固定端与所述脱浇板连接;所述第一滑动组件的固定端用于保持所述第一滑动组件与所述动模座板之间的相对位置不变;所述第二滑动组件的固定端用于保持所述第二滑动组件与所述脱浇板的相对位置不变。
9、可选地,所述第一滑动组件的固定端和所述第二滑动组件的固定端均设置有弹性部件。
10、可选地,所述浇道体包括锥台体形的直浇道、过渡节和内浇道。
11、可选地,所述内浇道设置为多种零件形体和尺寸。
12、本申请实施例提供的上述技术方案与现有技术相比具有如下优点:
13、本申请实施例提供的注射模具,采用多道分型面中心点注浇口形式,借助模具侧面的锁耳机构,实现各道分型面按理想要求依次打开,可使浇道与注射坯件自动分离,并在确定的位置脱落收集;可有效免除注射成型生产过程中的浇道去除工序,大幅度降低手工清理操作需求。其中的浇道清理,与注射生产过程同时完成,几乎完全处于机械化和自动化状态,生产效率很高,且产品损伤几率很低。
技术特征:
1.一种注射模具,其特征在于,所述注射模具为中心点注胶口形式,在所述注射模具的侧面设置锁耳机构,所述注射模具的侧面跨过多个分型面;所述锁耳机构用于控制各个分型面的开合顺序。
2.根据权利要求1所述的注射模具,其特征在于,所述注射模具在模具开合方向上连通浇道体与型腔,以构成所述中心点注胶口形式。
3.根据权利要求1所述的注射模具,其特征在于,所述注射模具还包括动模座板、浇道板、脱浇板和定模座板;各个分型面包括以下中的至少2个分型面;其中,动模座板、浇道板、脱浇板和定模座板中相邻两个板分别构成1个分型面。
4.根据权利要求3所述的注射模具,其特征在于,所述浇道板、所述脱浇板和所述定模座板由导柱串联在一起,所述浇道板、所述脱浇板和所述定模座板设置有限位组件。
5.根据权利要求3所述的注射模具,其特征在于,所述锁耳机构包括联动板、固定部件、第一滑动组件和第二滑动组件;所述联动板通过所述固定部件固定设置在所述浇道板上;滑动板与所述第一滑动组件的滑动端为凹窝和球顶配合,滑动板与所述第二滑动组件的滑动端为滑槽和球顶配合。
6.根据权利要求5所述的注射模具,其特征在于,所述滑槽的方向沿着动模座板的运动方向。
7.根据权利要求6所述的注射模具,其特征在于,所述第一滑动组件的固定端与所述动模座板连接,所述第二滑动组件的固定端与所述脱浇板连接;所述第一滑动组件的固定端用于保持所述第一滑动组件与所述动模座板之间的相对位置不变;所述第二滑动组件的固定端用于保持所述第二滑动组件与所述脱浇板的相对位置不变。
8.根据权利要求7所述的注射模具,其特征在于,所述第一滑动组件的固定端和所述第二滑动组件的固定端均设置有弹性部件。
9.根据权利要求2所述的注射模具,其特征在于,所述浇道体包括锥台体形的直浇道、过渡节和内浇道。
10.根据权利要求9所述的注射模具,其特征在于,所述内浇道设置为多种零件形体和尺寸。
技术总结
本申请涉及一种注射模具,所述注射模具为中心点注胶口形式,在所述注射模具的侧面设置锁耳机构,所述注射模具的侧面跨过多个分型面;所述锁耳机构用于控制各个分型面的开合顺序。本技术采用多道分型面中心点注浇口形式,借助模具侧面的锁耳机构,实现各道分型面按理想要求依次打开,可使浇道与注射坯件自动分离,并在确定的位置脱落收集;可有效免除注射成型生产过程中的浇道去除工序,大幅度降低手工清理操作需求。其中的浇道清理,与注射生产过程同时完成,几乎完全处于机械化和自动化状态,生产效率很高,且产品损伤几率很低。
技术研发人员:李继功
受保护的技术使用者:西北工业集团有限公司
技术研发日:20221229
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!