用于涡轮发动机短舱的弯曲加强件以及用于生产这种加强件的方法与流程
本公开涉及一种用于涡轮发动机短舱的弯曲加强件,特别是一种由树脂浸渍的纤维增强件构成的弯曲加强件。本公开还涉及用于制造这种加强件的方法。
背景技术:
1、短舱通常被提供成容纳旁路涡轮喷气发动机,该发动机一方面能够产生出自涡轮喷气发动机的气体发生器的热气流(也称为主流),另一方面通过通常被称为次流路径的环形通道能够产生出自风扇并在涡轮喷气发动机外部循环的冷气流(称为次流)。两股气流通过短舱的后部从涡轮喷气发动机喷出。
2、为了维持短舱的结构,一个或多个大体圆周弯曲的加强件可以被提供来加强其结构。已知这样的复合加强件,其包括多取向纤维增强件,并且由一定数量的单向纤维层组成,通过厚度上的接缝来组装,被称为ncf(无卷曲织物)。这种类型的增强件包括多层平行纤维,并且每层纤维具有根据与其紧邻的纤维层的纤维的取向不同的取向而被定向的纤维。这种类型的加强件是通过将多层纤维平缝在一起、将该增强件铺覆在加强件模具上、然后用树脂浸渍它、然后使浸渍在纤维中的树脂交联来获得的。
3、然而,这种类型的加强件不能包括沿着加强件的长度方向被定向的纤维层。事实上,加强件的曲率在加强件的头部与其足部之间产生不同的长度,但是通常在制造复合加强件中使用的纤维不具有足够的伸长能力来吸收这种差异。因此,沿着加强件的长度方向存在纤维层在将纤维增强件铺覆在成形加强件模具上的过程中产生缺陷,例如在纤维层中出现折痕。
4、结果,这种加强件的阻力较低。事实上,起伏对加强件的结构强度的影响是一个特别令人感兴趣的点。
5、因此,确实需要一种适合于加强件的机械强度要求以及形成方法并且能够克服前述缺陷的织物增强件。
技术实现思路
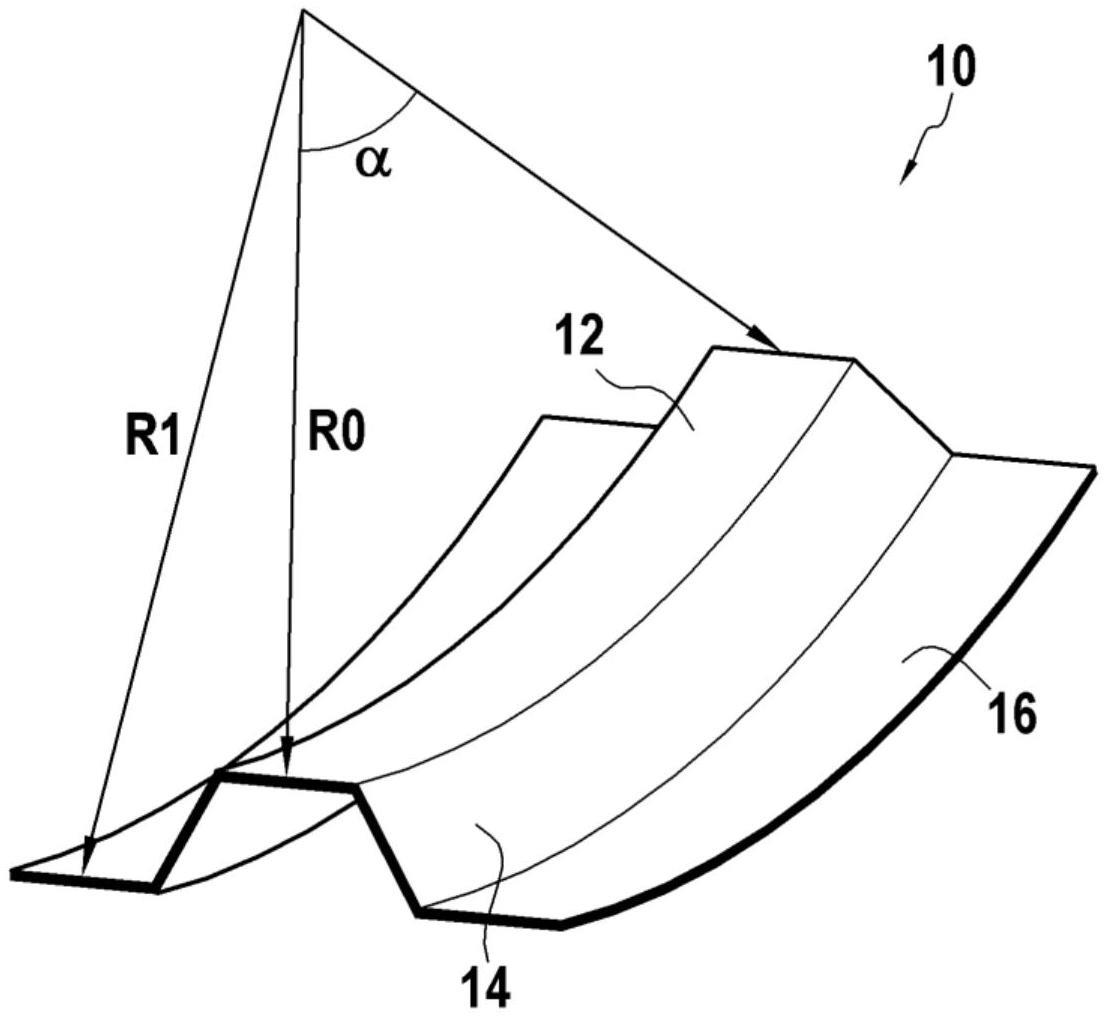
1、本公开内容涉及一种用于涡轮发动机罩的弯曲加强件,该弯曲加强件由树脂浸渍的纤维增强件组成,该加强件包括环形部分形状的头部、与头部同心且半径大于头部半径的两个环形部分形状的足部、以及两个倾斜部分,每个倾斜部分将足部中的一个连接到头部的侧面,纤维增强件沿着长度方向、宽度方向和厚度方向延伸,纤维增强件沿着长度方向的尺寸大于纤维增强件沿着宽度方向的尺寸,并且纤维增强件沿着厚度方向的尺寸是纤维增强件的尺寸中的最小尺寸,纤维增强件具有被配置为形成头部的中心部分,两个端部部分被安置在中心部分的两侧上并被配置为形成足部,两个连接部分将中心部分连接到端部部分并被配置为形成倾斜部分,纤维增强件包括沿着厚度方向堆叠并在纤维增强件的整个宽度上延伸的多个纤维层的堆叠体,每个纤维层具有沿着相对于长度方向倾斜的方向延伸的多个彼此平行的纤维,沿着厚度方向的两个连续纤维层的纤维具有相对于彼此倾斜的方向,并且各个纤维层通过沿着长度方向延伸的缝制线而被缝制在一起,并且其中纤维增强件包括通过具有沿着长度方向延伸的彼此平行的多个纤维的缝制线而与纤维层缝制的增强纤维层,增强纤维层至少在中心部分上在小于纤维增强件的宽度的宽度上延伸。
2、在本公开内容中,应当理解,纤维增强件沿着厚度方向的尺寸远小于纤维增强件沿着长度和宽度方向的尺寸。
3、在一些非限制性示例中,当加强件被放置在涡轮发动机短舱中时,厚度方向对应于短舱的半径方向,长度方向对应于短舱的周向方向,并且宽度方向对应于短舱的轴向方向。在这些示例中,应当理解,在垂直于短舱的轴向方向并穿过加强件的给定平面中,环形部分形状的头部与两个环形部分形状的足部同心,并且头部的半径小于足部的半径。然而,可以设想其他配置,其中当加强件被放置在短舱中时,长度方向将对应于例如轴向方向或者轴向方向和周向方向之间的中间方向。此外,本发明的加强件可以被用于除了涡轮发动机短舱之外的部件中。
4、包括沿着长度方向(换言之,以相对于长度方向为0度的方式)定向的增强纤维层的这种加强件的阻力和刚度增加。事实上,增强纤维的存在使得可以更好地承受加强件可能经受的应力,特别是当该层位于加强件的头部的水平处时。例如,这种加强件使得短舱能够更容易地承受沿着半径方向的压应力和拉应力。
5、此外,该实施例的配置使得可以包括纤维增强件的纵向的增强纤维层,并且因此包括加强件的纵向的增强纤维层,而在铺覆期间不会出现缺陷。这种外观是通过增强纤维层在比加强件的宽度较小的宽度上延伸这一事实来保证的。
6、该解决方案使得可以获得具有良好性能的加强件,并且这种加强件的纤维增强件可以在单个铺覆步骤中被完全地铺覆。事实上,增强纤维层可以在单个缝制步骤中与其他纤维层缝制。因此,为了获得功能性加强件,似乎无需在铺覆之前或之后计划增强纤维增强件的步骤。
7、在一些实施例中,增强纤维层在连接部分的一部分上延伸。
8、在该配置中,在连接部分上突出的增强纤维层的纤维将促进在将纤维增强件铺覆在加强件模具上期间的纤维增强件的居中。事实上,一旦被安置在模具上,突出在连接部分上的这些纤维将比安置在中心部分上的纤维呈现稍高的张力。以这种方式,纤维增强件将被放置成使得均匀地分布突出在中心部分的两侧上的连接部分上的纤维。因此,纤维增强件更容易位于加强件模具的中心。
9、在一些实施例中,增强纤维层沿着厚度方向在纤维增强件的一个端部处被安置在多个纤维层上。
10、在这种配置中,有利于纤维增强件的制造。
11、在一些实施例中,加强件包括安置在纤维层的堆叠体中的至少一个附加增强纤维层。
12、在此配置中,加强件的刚度增加。然后可以根据包括在纤维层的堆叠体中的附加增强纤维层的数量来控制加强件的刚度。
13、在一些实施例中,加强件包括沿着宽度方向安置在纤维增强件的端部处的链式线迹接缝。
14、在该配置中,促进了对安置在加强件模具上的纤维增强件的切割。
15、在一些实施例中,纤维层和增强纤维层通过针织型线迹而被缝制在一起。
16、针织线迹的使用促进了纤维增强件的可变形性。
17、在一些实施例中,缝制线在连接部分中的张力低于缝制线在中心部分中的张力。
18、在该配置中,纤维增强件的连接部分能够经受比纤维增强件的中心部分更大的变形。特别地,这种配置促进了纤维增强件的铺覆,同时限制了在铺覆期间可能出现的缺陷。
19、在一些实施例中,缝制线迹在中心部分中的分布比缝制线迹在连接部分中的分布更密集。
20、在这种配置中,增强纤维层以更坚固的方式与其他纤维层缝制,这有利于纤维增强件的稳定性。
21、在一些实施例中,在端部部分和连接部分上缝制的缝制线具有多余长度。
22、在这种配置中,缝制线的多余长度允许端部部分和连接部分更容易变形。因此,有利于将纤维增强件铺覆在加强件模具上。
23、本公开内容还涉及一种包括如上所限定的加强件的短舱。
24、本公开内容还涉及一种包括如上所限定的短舱的航空器发动机。
25、短舱和航空器发动机具有上面公开的优点。
26、本公开内容还涉及一种用于制造如上所限定的弯曲加强件的方法,包括:
27、缝制步骤,其中通过将多个纤维层和(多个)增强纤维层缝制在一起来形成纤维增强件;铺覆步骤,其中将纤维增强件安置在加强件模具上;浸渍步骤,其中用树脂浸渍安置在加强件模具上的纤维增强件;以及聚合步骤,其中浸渍在纤维增强件中的树脂被固化。
28、这种方法使得可以获得具有上述优点的加强件。
29、通过阅读所提出的设备和方法的示例性实施例的以下详细描述,前述特征和优点以及其他特征和优点将显现。该详细描述参考附图。
- 还没有人留言评论。精彩留言会获得点赞!