便器的制造方法、便器主体的制造装置及便器与流程
本公开涉及便器的制造方法、便器主体的制造装置及便器。
背景技术:
1、以往公知有具备合成树脂制的便器主体的便器。便器主体具有盆体部、边圈部及裙围部。
2、如在专利文献1等中公开那样,一般在将便器主体的盆体部、边圈部(rimportion)及裙围部(skirt portion)分别树脂成形后使用振动焊接等的手段相互结合。
3、现有技术文献
4、专利文献
5、专利文献1:日本特开2017-198036号公报
技术实现思路
1、在上述的技术中,便器主体的构造较复杂。因此,在提高生产效率方面存在困难。
2、本公开的目的在于高效地提供简单的构造的便器。
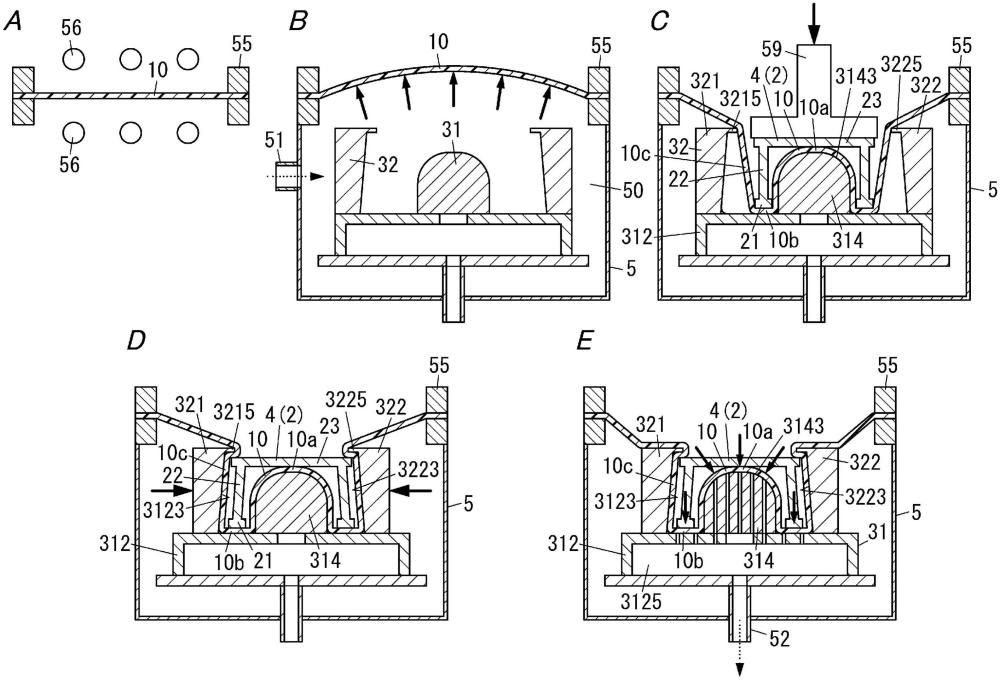
3、有关本公开的一技术方案的便器的制造方法具备制造一体地具有盆体部、边圈部及裙围部的合成树脂制的便器主体的工序。在上述工序中,通过将第1芯抵接于热塑性树脂制的片材(sheet material),从而将上述盆体部成形;通过将上述第1芯和辅助模抵接于上述片材,从而将上述边圈部成形;通过将第2芯抵接于上述片材,从而将上述裙围部成形。
4、有关本公开的一技术方案的便器主体的制造装置,是使用热塑性树脂制的片材制造一体地具有盆体部、边圈部及裙围部的合成树脂制的便器主体的装置,该装置具备:第1芯,通过抵接于上述片材从而将上述盆体部成形;辅助模,通过和上述第1芯一起抵接于上述片材从而将上述边圈部成形;以及第2芯,通过抵接于上述片材从而将上述裙围部成形。
5、有关本公开的一技术方案的便器具备:便器主体,具有盆体部、边圈部及裙围部;以及框架,被收容在上述便器主体;上述盆体部、上述边圈部及上述裙围部通过使用一片合成树脂制的片材来被成形;上述框架包括成为上述边圈部的骨架的第1框架部,以及从上述第1框架部延长、被上述裙围部覆盖了周围的第2框架部。
技术特征:
1.一种便器的制造方法,
2.如权利要求1所述的便器的制造方法,
3.如权利要求2所述的便器的制造方法,
4.如权利要求2或3所述的便器的制造方法,
5.如权利要求2~4中任一项所述的便器的制造方法,
6.如权利要求5所述的便器的制造方法,
7.如权利要求1~6中任一项所述的便器的制造方法,
8.如权利要求1~7中任一项所述的便器的制造方法,
9.如权利要求1~8中任一项所述的便器的制造方法,
10.如权利要求1~9中任一项所述的便器的制造方法,
11.如权利要求1~10中任一项所述的便器的制造方法,
12.一种便器主体的制造装置,是使用热塑性树脂制的片材来制造一体地具有盆体部、边圈部及裙围部的合成树脂制的便器主体的装置,
13.如权利要求12所述的便器主体的制造装置,
14.如权利要求13所述的便器主体的制造装置,
15.如权利要求13或14所述的便器主体的制造装置,
16.如权利要求13~15中任一项所述的便器主体的制造装置,
17.如权利要求16所述的便器主体的制造装置,
18.如权利要求12~17中任一项所述的便器主体的制造装置,
19.如权利要求12~18中任一项所述的便器主体的制造装置,
20.如权利要求12~19中任一项所述的便器主体的制造装置,
21.如权利要求12~20中任一项所述的便器主体的制造装置,
22.一种便器,
技术总结
高效地提供简单的构造的便器,本公开的便器的制造方法具备制造一体地具有盆体部(11)、边圈部(13)及裙围部(15)的合成树脂制的便器主体(1)的工序,在该工序中,通过将第1芯(31)抵接于热塑性树脂制的片材(10),从而将盆体部(11)成形;通过将第1芯(31)和辅助模(4)抵接于片材(10),从而将边圈部(13)成形;通过将第2芯(32)抵接于片材(10),从而将裙围部(15)成形。
技术研发人员:森本雅宪
受保护的技术使用者:松下知识产权经营株式会社
技术研发日:
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!