一种无漆木饰面无封边工艺柜的激光补缝方法及系统与流程
本发明属于数据处理领域,具体涉及一种无漆木饰面无封边工艺柜的激光补缝方法及系统。
背景技术:
1、目前家具生产工艺中,封边环节至关重要,封边质量的好坏直接影响最终成品的优劣,在实际生产过程中,封边也是最容易出现问题的地方。因此,一个性能稳定、封边优质、柔性灵活的封边机,无论对高定企业还是追求高质量产品的企业来说都颇为关键。在木饰面板式家具生产中,不但能提高木饰面加工过程中的防水防潮性,而且耐高温的封边技术高效解决了封边后产生胶缝等问题。但是,现有的技术还存在诸多缺陷,而贴附pet的木饰面板,具备折弯的性能与工艺。我们采用折弯工艺,折出板材侧面,折出的侧面能够取代市面上常见的封边条封边的概念。这样做出来的边部,效果圆润,纹理连贯。
2、在柜类产品设计中,我们将折边用于见光面,将修补边藏在连接位置等不见光处,连接件采用榫卯结构,或者隐形五金件,这样做出的柜体能充分体现出折弯边的优势。
技术实现思路
1、本发明的目的在于提出一种无漆木饰面无封边工艺柜的激光补缝方法及系统,以解决现有技术中所存在的一个或多个技术问题,至少提供一种有益的选择或创造条件。
2、本发明提供了一种无漆木饰面无封边工艺柜的激光补缝方法及系统,以移动的激光的光源作为移动激光点,在所述两张高分子材料膜的直边之间的空隙上,对空隙中填充的高分子材料进行照射;于同一时刻,对空隙中填充的高分子材料获取多个不同的采样点,分别获取各采样点的温度值再将其组成的序列作为温度值序列,并分别获取各采样点的透光率再将其组成的序列作为透光率序列;在连续的多个不同时刻,分别于各时刻获取对应的温度值序列及透光率序列,构建融熔控量;根据融熔控量,计算激光分控量;以激光分控量控制所述移动激光点,对空隙中填充的高分子材料进行照射。
3、为了实现上述目的,根据本发明的一方面,提供一种无漆木饰面无封边工艺柜的激光补缝方法,所述方法包括以下步骤:
4、获取两张高分子材料膜,所述高分子材料膜的厚度均等并且能够平铺在平面上,所述平面为无漆木饰面、无封边的工艺柜的表面,每张所述高分子材料膜被裁剪成几何图形(所述几何图形可优选地为平行四边形、矩形、菱形或半圆形)并至少有一条边被裁剪成直的线段,所述高分子材料膜的被裁剪成直的线段的边称为直边;
5、将所述两张高分子材料膜平铺于同一平面上并按照双方的直边在水平方向上互相平行的位置进行摆放,所述两张高分子材料膜的直边之间的距离可为预设的距离值;
6、在所述两张高分子材料膜的直边之间的空隙中填充与所述两张高分子材料膜同样材质的高分子材料;
7、在所述两张高分子材料膜上覆盖按压一层透明材质,所述一层透明材质用于让激光在其中直接穿透而不出现损耗或融化;
8、对所述两张高分子材料膜,使用激光补缝方法进行缝合;
9、其中,所述透明材质为透明材料,透明材料可包括聚碳酸酯、丙烯酸酯等;
10、其中,所述一种无漆木饰面无封边工艺柜的激光补缝方法中对所述两张高分子材料膜使用激光补缝方法进行缝合的步骤包括:
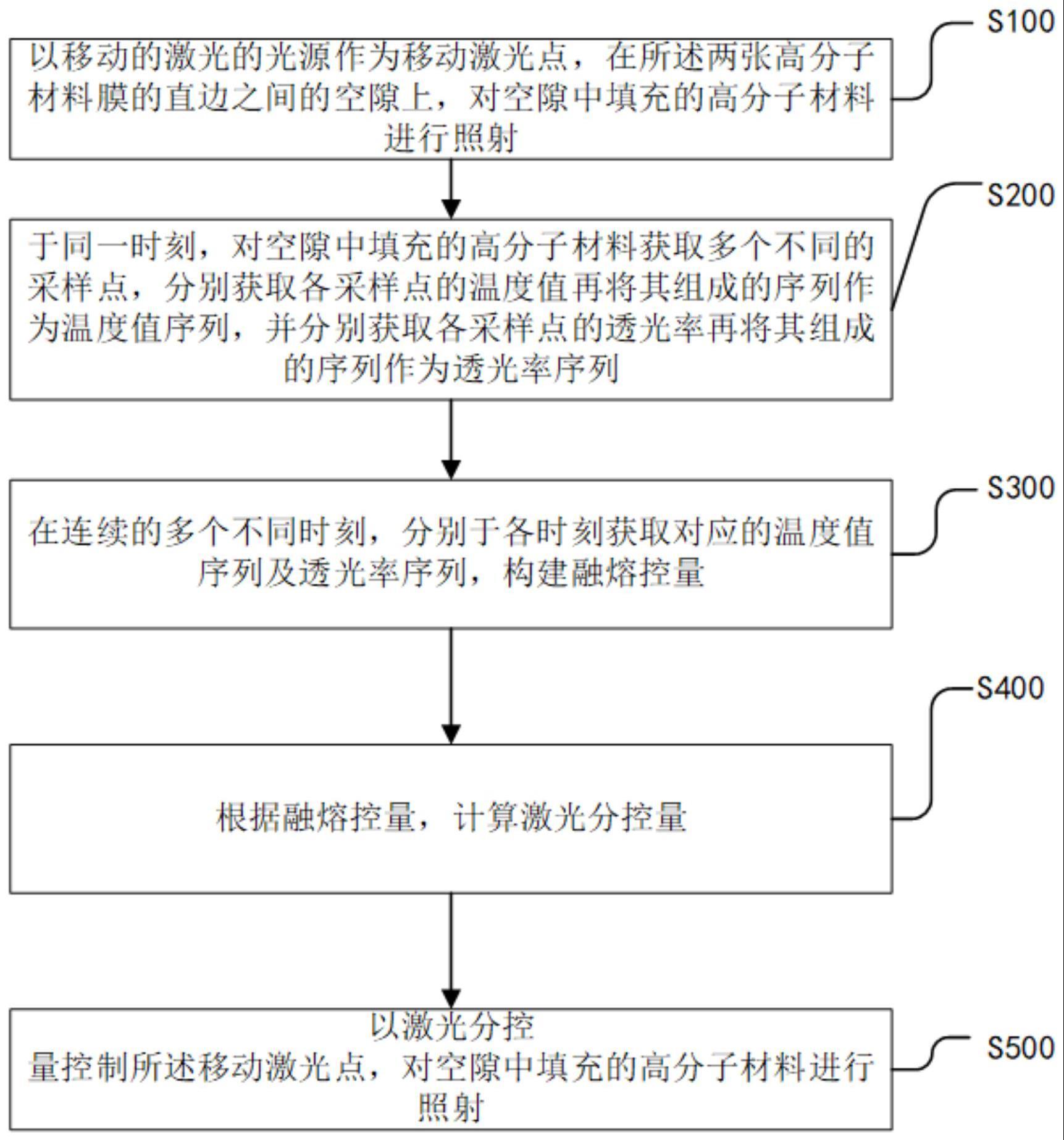
11、s100,以移动的激光的光源作为移动激光点,在所述两张高分子材料膜的直边之间的空隙上,对空隙中填充的高分子材料进行照射;
12、s200,于同一时刻,对空隙中填充的高分子材料获取多个不同的采样点,分别获取各采样点的温度值再将其组成的序列作为温度值序列,并分别获取各采样点的透光率再将其组成的序列作为透光率序列;
13、s300,在连续的多个不同时刻,分别于各时刻获取对应的温度值序列及透光率序列,构建融熔控量;
14、s400,根据融熔控量,计算激光分控量;
15、s500,以激光分控量控制所述移动激光点,对空隙中填充的高分子材料进行照射。
16、进一步地,在s100中,以移动的激光的光源作为移动激光点,在所述两张高分子材料膜的直边之间的空隙上,对空隙中填充的高分子材料进行照射的方法为:所述移动激光点具有调节温度的功能,所述移动激光点可为在线精密激光高分子材料焊接系统或者激光塑料焊接系统的激光的光源,所述移动激光点在所述两张高分子材料膜的直边之间的空隙的正上方透过所述一层透明材质对空隙中填充的高分子材料进行照射,所述空隙中填充的高分子材料为经研磨后的颗粒均匀的高分子材料(例如树脂等)的粉料。
17、进一步地,在s200中,于同一时刻,对空隙中填充的高分子材料获取多个不同的采样点,分别获取各采样点的温度值再将其组成的序列作为温度值序列,并分别获取各采样点的透光率再将其组成的序列作为透光率序列的方法为:
18、所述空隙中填充的高分子材料由于是在两直边的平行的空隙中的,所以所述空隙中填充的高分子材料在平面上呈现为矩形,其中沿着两条互相平行的直边的方向进行随机采样得到所述多个不同的采样点;分别获取各采样点的温度值再将其组成的序列作为温度值序列,并分别获取各采样点的透光率再将其组成的序列作为透光率序列;
19、采样点的数量与所述温度值序列中元素的数量以及所述透光率序列中元素的数量是相同的,各采样点的序号与所述温度值序列中元素的序号以及所述透光率序列中元素的序号也是一致对应的。
20、进一步地,在s300,在连续的多个不同时刻,分别于各时刻获取对应的温度值序列及透光率序列,构建融熔控量的方法为:
21、其中,在s100-s300中所述移动激光点在t个不同的时刻分别于各时刻获取对应的温度值序列及透光率序列,实际上是先用t个不同的时刻获取到的序列的数据当作t个样本来做先行的试验品,在同样条件的材质上做试验,获取了t组的温度值序列及透光率序列作为进行分析的实验数据,然后,在试验完之后,再在s400-s500中正式开始生产成品,这样的好处是通过积累正式生产前的t次实验经验,可以确保后续成品的生产质量和效率;
22、记所述连续的多个不同时刻中时刻的数量为t,记所述连续的多个不同时刻中时刻的序号为t,t∈[1,t],序号为t的时刻对应的温度值序列记为wseq(t),序号为t的时刻对应的透光率序列记为gseq(t);
23、将采样点的数量、所述温度值序列中元素的数量以及所述透光率序列中元素的数量用n来表示,将各采样点的序号、所述温度值序列中各元素的序号以及所述透光率序列中各元素的序号用i来表示,i∈[1,n],wseq(t)中序号为i的元素为wseq(t,i),gseq(t)中序号为i的元素为gseq(t,i);
24、令一个n行t列的矩阵为kmat,kmat中行的序号同样为i,kmat中列的序号同样为t,kmat中行序号为i而列序号为t的元素记为k(i,t),计算k(i,t)的方法为:
25、s301,sumg(t)表示gseq(t)各元素的众合分数,sumw(t)表示wseq(t)各元素的众合分数,sumg(t)的计算公式为:
26、
27、sumg(t)的计算公式为:
28、
29、其中,函数ρ()表示以自然常数e为底数并以输入函数中的数值的负数为指数所得的指数函数(众合分数通过计算透光率序列和温度值序列中各元素的数值波动情况再通过函数ρ进行数据特征的提纯,可以有效地在数据特征上捕捉到在拼接过程中受热经常发生波动性的不均匀现象和激光的点在路径移动的抖动情况,使得激光缝合的结果更加稳定、不会令缝合出来的结构出现歪斜和凹凸不平整);
30、s302,判断i的数值是否等于1或等于n,若i等于1则转到s303,若i等于n则转到s304,若否则转到s305;
31、s303,当i等于1则有k(i,t)的计算公式为:
32、
33、其中,gseq(t,i+1)表示gseq(t)中序号为i增加1的元素,wseq(t,i+1)表示wseq(t)中序号为i增加1的元素;
34、s304,当i等于n则有k(i,t)的计算公式为:
35、
36、其中,gseq(t,i-1)表示gseq(t)中序号为i减少1的元素,wseq(t,i-1)表示wseq(t)中序号为i减少1的元素;
37、s305,当i属于(1,n)则有k(i,t)的计算公式为:
38、
39、由此,得到kmat中各行列的元素,再将所述kmat作为融熔控量(由于高分子材料在拼接过程中受热经常发生波动性的不均匀现象,激光的点在路径移动的时候会抖,同时很容易出现难以检测到的过度烧穿情况,融熔控量可以防止过度烧穿同时提高控制路径的准确度)。
40、进一步地,在s400中,根据融熔控量,计算激光分控量的方法为:
41、分别计算所述kmat中每一行中的元素的算术平均值,由此将kmat各行的算术平均值组成的n维数组作为激光分控量,所述激光分控量中各维度的序号与kmat中各行的序号i保持一致。
42、进一步地,在s500,以激光分控量控制所述移动激光点,对空隙中填充的高分子材料进行照射的方法为:
43、记所述激光分控量为向量kvec,kvec中序号为i的元素数值为kvec(i);
44、当移动激光点在在序号i等于1时的采样点处进行照射时,获取并记录所述移动激光点在序号i等于1时的采样点处的温度为tmp(1),或者将tmp(1)调节为预设的温度,而后i在1至n的范围内逐一递增来遍历一遍各采样点,当所述移动激光点在序号i大于于1的采样点处照射,则将当前采样点处的前一个采样点的温度tmp(i-1)乘以kvec(i)的数值从而得到当前采样点的温度tmp(i),并以此调节所述移动激光点进行照射的温度。
45、本发明还提供了一种无漆木饰面无封边工艺柜的激光补缝系统,所述一种无漆木饰面无封边工艺柜的激光补缝系统包括:处理器、存储器及存储在所述存储器中并可在所述处理器上运行的计算机程序,还包括激光塑料焊接系统,所述激光塑料焊接系统中可包括塑料焊接机、激光设备、扫描设备、透光率仪、温度传感器和自动控制系统等,所述处理器执行所述计算机程序时实现所述一种无漆木饰面无封边工艺柜的激光补缝方法中的步骤以此控制激光设备,所述一种无漆木饰面无封边工艺柜的激光补缝系统可以运行于桌上型计算机、笔记本电脑、掌上电脑及云端数据中心等计算设备中,可运行的系统可包括,但不仅限于,处理器、存储器、服务器集群,所述处理器执行所述计算机程序运行在以下系统的单元中:
46、激光照射单元,用于以移动的激光的光源作为移动激光点,在所述两张高分子材料膜的直边之间的空隙上,对空隙中填充的高分子材料进行照射;
47、透光率序列获取单元,用于同一时刻,对空隙中填充的高分子材料获取多个不同的采样点,分别获取各采样点的温度值再将其组成的序列作为温度值序列,并分别获取各采样点的透光率再将其组成的序列作为透光率序列;
48、融熔控量构建单元,用于在连续的多个不同时刻,分别于各时刻获取对应的温度值序列及透光率序列,构建融熔控量;
49、激光分控量计算单元,用于根据融熔控量,计算激光分控量;
50、移动激光点控制单元,用于以激光分控量控制所述移动激光点,对空隙中填充的高分子材料进行照射。
51、本发明的有益效果为:本发明提供了一种无漆木饰面无封边工艺柜的激光补缝方法及系统,以移动的激光的光源作为移动激光点,在所述两张高分子材料膜的直边之间的空隙上,对空隙中填充的高分子材料进行照射;于同一时刻,对空隙中填充的高分子材料获取多个不同的采样点,分别获取各采样点的温度值再将其组成的序列作为温度值序列,并分别获取各采样点的透光率再将其组成的序列作为透光率序列;在连续的多个不同时刻,分别于各时刻获取对应的温度值序列及透光率序列,构建融熔控量;根据融熔控量,计算激光分控量;以激光分控量控制所述移动激光点,对空隙中填充的高分子材料进行照射,其有益效果为做出来的边部效果圆润纹理连贯。
- 还没有人留言评论。精彩留言会获得点赞!