嵌件磁铁的嵌装方法及香氛发生器与流程
本发明属于香氛发生器,具体涉及一种嵌件磁铁的嵌装方法及香氛发生器。
背景技术:
1、现有市场上,通过使用车载香氛发生器可以改善汽车内舱的空气质量,从而满足用户对车内空气环境的需求。
2、申请号为202120039902.1的中国实用新型专利提供了一种车载香氛发生器,其在第二固定板上的安装孔内嵌设环状磁铁,并在香料盒中嵌设铁片,使得香料盒能够通过磁铁和铁片的吸附力固定在固定支架上,不仅便于香料盒的后续密封,而且还实现了香料盒的简便装配。但上述环状磁铁在进行安装时,首先要先将香氛发生器的外壳注塑成型,然后再将环状磁铁嵌设在香氛发生器的固定板上的安装孔内,当多次地将香氛盒从第二固定板上进行插拔后,环状磁铁会存在松动甚至脱离于安装孔内的风险,从而降低了香料盒的密封以及安装质量。
3、基于以上所述,现亟需一种嵌件磁铁的嵌装方法及香氛发生器,能够解决现有技术中存在的问题。
技术实现思路
1、本发明的目的在于提供一种嵌件磁铁的嵌装方法及香氛发生器,旨在解决现有技术中嵌件磁铁在香氛发生器外壳的壳体上连接稳定性较差的问题,提高香氛发生器的密封性和安装质量。
2、为达此目的,本发明采用以下技术方案:
3、嵌件磁铁的嵌装方法,用于将所述嵌件磁铁安装在香氛发生器外壳上,包括如下步骤:
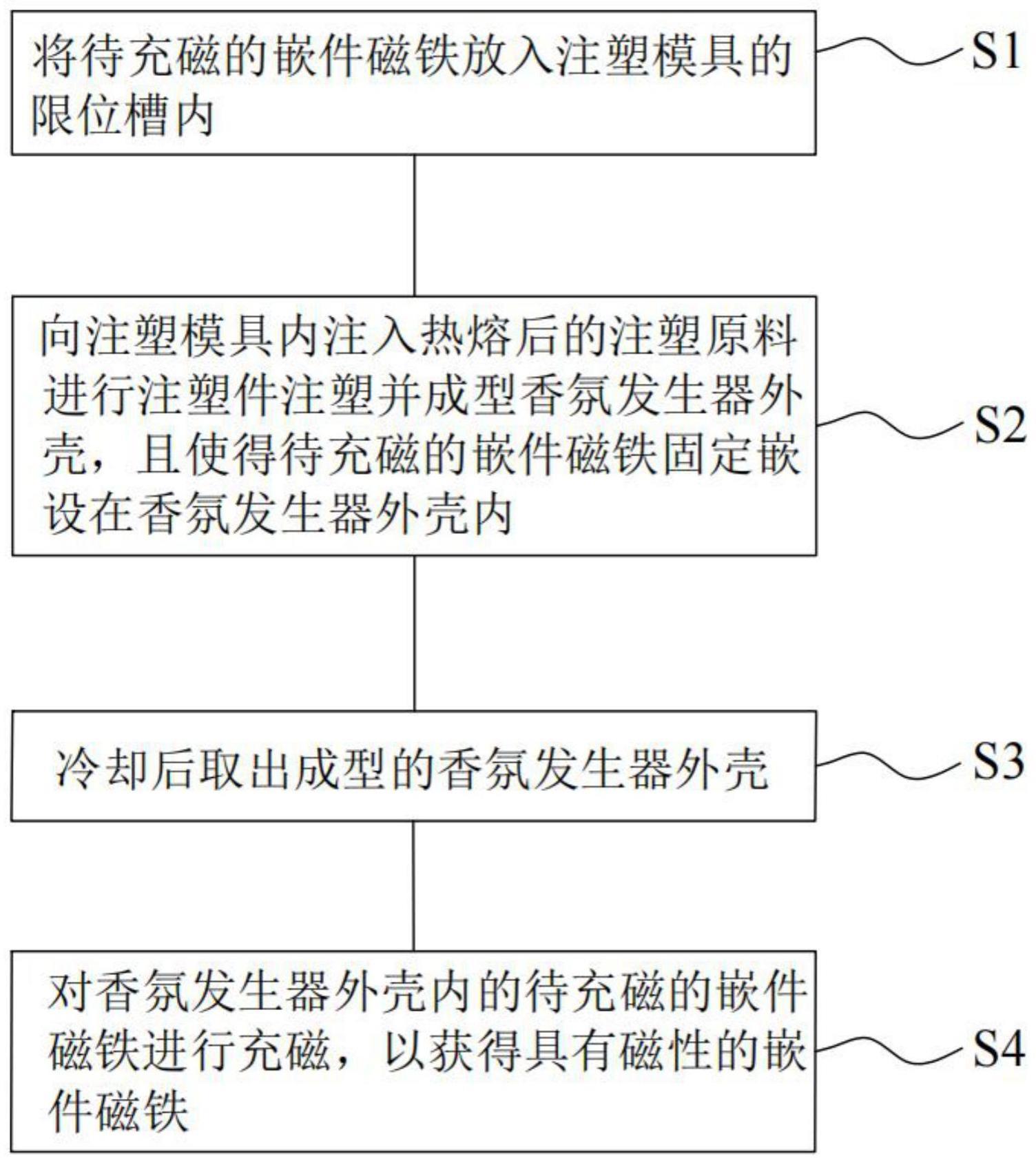
4、s1、将待充磁的嵌件磁铁放入注塑模具的限位槽内;
5、s2、向所述注塑模具内注入热熔后的注塑原料进行注塑件注塑并成型所述香氛发生器外壳,且使得待充磁的所述嵌件磁铁固定嵌设在所述香氛发生器外壳内;
6、s3、冷却后取出成型的所述香氛发生器外壳;
7、s4、对所述香氛发生器外壳内的待充磁的所述嵌件磁铁进行充磁,以获得具有磁性的嵌件磁铁。
8、可选地,步骤s1中待充磁的所述嵌件磁铁通过以下步骤获得:
9、s11、准备注射模具,采用金属粉末作为基材,向上述注射模具内射入上述金属粉末;
10、s12、对射入的上述金属粉末进行加压成型处理,并得到胚料;
11、s13、取出成型后的胚料,并进行外形加工处理,得到待充磁的上述嵌件磁铁。
12、可选地,上述注射模具设有凸部,对上述金属粉末施压成型后,在待充磁的上述嵌件磁铁的表面上形成与上述凸部对应设置的凹槽,并将上述待充磁的嵌件磁铁1以上述凹槽的槽口朝向上述嵌件槽槽壁的方向放置在上述嵌件槽内。
13、可选地,上述s13包括:
14、在待充磁的上述嵌件磁铁上加工形成上述凹槽,并将待充磁的上述嵌件磁铁以上述凹槽的槽口朝向上述嵌件槽的槽壁的方向放置在上述嵌件槽内。
15、可选地,上述嵌件磁铁的横截面为梯形,上述嵌件磁铁具有相互平行的第一梯部和第二梯部,上述第一梯部的横截面积大于上述第二梯部的横截面积,上述第一梯部和上述第二梯部朝向上述嵌件槽的槽壁设置,且沿x方向,上述第一梯部的两端分别抵接于上述嵌件槽的相对两槽壁,以使上述嵌件磁铁限位夹设在所述嵌件槽内。
16、可选地,上述金属粉末包括铁粉、镍粉或钴粉中的至少一种。
17、香氛发生器,包括香氛瓶、香氛发生器外壳以及嵌件磁铁,上述嵌件磁铁采用上述嵌件磁铁的嵌装方法固连于上述香氛发生器外壳,上述香氛瓶可拆卸装设于上述香氛发生器外壳。
18、可选地,上述香氛发生器外壳具有安装通孔,上述安装通孔连通于上述香氛发生器外壳的外表面和内腔,上述安装通孔的孔壁上具有经上述s2步骤注塑成型后形成的安装槽,上述嵌件磁铁固定设置在上述安装槽内;
19、上述香氛瓶包括散香部和磁吸部,上述散香部穿过上述安装通孔设置于上述香氛发生器外壳的内腔后,上述磁吸部能够与上述嵌件磁铁磁性吸附,以使上述香氛瓶与上述香氛发生器外壳密封固定连接。
20、可选地,上述安装通孔为阶梯孔,上述安装通孔包括第一阶梯孔和第二阶梯孔,上述第一阶梯孔的一端连接于上述香氛发生器外壳的外表面,另一端连接于上述第二阶梯孔,且上述第一阶梯孔的孔径大于上述第二阶梯孔的孔径,上述安装槽开设在上述第一阶梯孔和上述第二阶梯孔之间形成的第一阶梯面上;
21、上述散香部的外侧壁沿周向凸设有环形凸缘,以形成握持部,上述磁吸部为圆环片状结构,上述磁吸部套设于散香部并固定抵接于上述散香部和上述握持部连接处形成的第二阶梯面上,上述散香部依次穿过上述第一阶梯孔和上述第二阶梯孔后,上述磁吸部与上述嵌件磁铁磁性吸附,且使上述握持部紧密贴合于上述第一阶梯面上。
22、可选地,在上述安装通孔的孔壁上,沿周向均匀开设多个上述安装槽,且每个上述安装槽内均固设有上述嵌件磁铁。
23、本发明有益效果:本发明中提供的嵌件磁铁的嵌装方法首先将待充磁的嵌件磁铁放入注塑模具的限位槽内,再向注塑模具内注入热熔后的注塑原料进行注塑件注塑并成型香氛发生器壳体,从而使得待充磁的嵌件磁铁能够固定嵌设在香氛发生器外壳内,冷却后取出成型的香氛发生器外壳,最后再对待充磁的嵌件磁铁进行充磁,以获得具有磁性的嵌件磁铁。通过上述加工方法,使得嵌件磁铁与香氛发生器外壳之间能够一体化连接,两者的连接牢固性得到显著提高,解决了现有的嵌件磁铁存在松动甚至脱落于安装孔内的问题,保证了香氛瓶在香氛发生器外壳上的密封性和安装质量,延长了香氛发生器的使用寿命。
技术特征:
1.嵌件磁铁的嵌装方法,用于将所述嵌件磁铁(1)安装在香氛发生器外壳(100)上,其特征在于,包括如下步骤:
2.根据权利要求1所述的嵌件磁铁的嵌装方法,其特征在于,步骤s1中待充磁的所述嵌件磁铁(1)通过以下步骤获得:
3.根据权利要求2所述的嵌件磁铁的嵌装方法,其特征在于,所述注射模具设有凸部,对所述金属粉末加压成型后,在待充磁的所述嵌件磁铁(1)的表面上形成与所述凸部对应设置的凹槽(11),并将待充磁的所述嵌件磁铁(1)以所述凹槽(11)的槽口朝向所述嵌件槽槽壁的方向放置在所述嵌件槽内。
4.根据权利要求3所述的嵌件磁铁的嵌装方法,其特征在于,所述s13包括:
5.根据权利要求1所述的嵌件磁铁的嵌装方法,其特征在于,所述嵌件磁铁(1)的横截面为梯形,所述嵌件磁铁(1)具有相互平行的第一梯部(12)和第二梯部(13),所述第一梯部(12)的横截面积大于所述第二梯部(13)的横截面积,所述第一梯部(12)和所述第二梯部(13)朝向所述嵌件槽的槽壁设置,且沿x方向,所述第一梯部(12)的两端分别抵接于所述嵌件槽的相对两槽壁,以使所述嵌件磁铁(1)限位夹设在所述嵌件槽内。
6.根据权利要求2所述的嵌件磁铁的加工方法,其特征在于,所述金属粉末包括铁粉、镍粉或钴粉中的至少一种。
7.香氛发生器,其特征在于,包括香氛瓶(200)、香氛发生器外壳(100)以及嵌件磁铁(1),所述嵌件磁铁(1)采用权利要求1-6中任一项所述的嵌件磁铁的嵌装方法固连于所述香氛发生器外壳(100),所述香氛瓶(200)可拆卸装设于所述香氛发生器外壳(100)。
8.根据权利要求7所述的香氛发生器,其特征在于,
9.根据权利要求8所述的香氛发生器外壳,其特征在于,
10.根据权利要求9所述的香氛发生器外壳,其特征在于,在所述安装通孔(1001)的孔壁上,沿周向均匀开设多个所述安装槽(1002),且每个所述安装槽(1002)内均固设有所述嵌件磁铁(1)。
技术总结
本发明公开了一种嵌件磁铁的嵌装方法及香氛发生器,属于香氛发生器技术领域。本方法首先将待充磁的嵌件磁铁放入注塑模具的限位槽内;接着向注塑模具内注入热熔后的注塑原料进行注塑件注塑并成型香氛发生器外壳,且使得待充磁的嵌件磁铁固定嵌设在香氛发生器外壳内;接着待冷却后取出成型的香氛发生器外壳;最后对香氛发生器外壳内的待充磁的嵌件磁铁进行充磁,以获得具有磁性的嵌件磁铁。通过上述加工方法,使得嵌件磁铁与香氛发生器外壳之间能够一体化连接,两者的连接牢固性得到显著提高,解决了现有的嵌件磁铁存在松动甚至脱落于安装孔内的问题,保证了香氛瓶在香氛发生器外壳上的密封性和安装质量,延长了香氛发生器的使用寿命。
技术研发人员:张秋梅,余兆开,吴铎,穆景阳
受保护的技术使用者:艾泰斯热系统研发(上海)有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!