一种基于NMT的纳米注塑成型模具
一种基于nmt的纳米注塑成型模具
技术领域
1.本发明涉及纳米注塑成型技术领域,具体而言,涉及一种基于nmt的纳米注塑成型模具。
背景技术:
2.nmt(即纳米注塑成型技术)是一种融合了材料学、金属表面处理、模具设计与加工、注塑成型工艺等多门学科的成型工艺,也是聚合物/金属复合注塑成型技术的重点发展方向之一,其原理是通过纳米技术将塑料与金属在纳米层面上结合起来,大致可分为金属表面处理、碱洗、酸洗、t处理、注塑成型以及后处理等步骤,其中注塑成型指的是将经t处理后清洗干燥的金属基材放入纳米注塑成型模具的成型腔内,通过注射的方式将熔体塑料填充到金属基材表面形成的蜂窝状纳米孔中固化为物理锚,以使得金属基材和塑料成型为一个完整零件。
3.现有的纳米注塑成型模具通常由上模板、上模芯、下模板以及下模芯等部件组成,其中上模芯安装在上模板的底面且与下模芯适配,下模芯安装在下模板的下模芯腔内,用于放置金属基材的成型腔则开设在下模芯上,在实际注塑成型阶段为了保证良好的充模质量,通常需要将纳米注塑成型模具加热到一定的温度,以往常规的加热方式均采用纳米注塑成型模具整体加热的方式进行加热,此种方式往往热量损失大,不利于成型腔温度的快速提升。为此,经检索,申请号为cn2019105116882的中国发明专利文献公开了一种微纳米注塑成型模具型腔加热系统及其加热方法,其通过采用向带孔的模具镶块(即下模芯)通入一定压力和温度的热空气的方式,利用高速气流产生剪切摩擦热来实现加热模具镶块,能够有效提高加热效率并便于控制温度。
4.然而,由于下模芯通常情况下都是安装在下模板的下模芯腔内的,以至于不得不考虑下模芯安装在下模板的下模芯腔内时的密封问题以及管路连接问题,而上述专利文献中并未提到下模芯的安装方式,另一方面,由于下模芯上开设的成型腔往往与金属基材适配,在实际注塑成型不同的产品时往往只需要更换具有不同形状的成型腔的下模芯,而如果采用管路直接与下模芯上的孔连通,将使得更换下模芯的过程异常繁琐。
技术实现要素:
5.本发明的目的在于提供一种基于nmt的纳米注塑成型模具,以实现在现有采用热空气对模具进行加热的技术的基础上,通过对下模芯的安装方式进行改进,能够有效简化下模芯的安装过程,且能够尽可能的避免热空气溢出造成不必要的热量损失,以确保下模芯的加热过程高效且稳定,从而确保纳米注塑成型后的产品质量良好。
6.本发明的目的通过以下技术方案实现:本发明提供了一种基于nmt的纳米注塑成型模具,包括下模板和下模芯,所述下模板的顶面开设有下模芯腔,所述下模芯腔的内部沿其周向设置有下沉台阶;所述下模芯从上到下依次包括成型部和加热部,所述成型部的顶面开设有成型
腔,所述成型部的底面承载于下沉台阶的顶面,所述加热部上开设有若干个加热孔,若干个所述加热孔横向贯穿加热部;所述下模芯腔的一侧内壁开设有与加热孔一一对应的导气孔,所述导气孔与加热孔对位,所述导气孔横向贯穿下模板,所述导气孔内靠近下模芯腔的一侧设置有对接组件,所述下模芯腔的另一侧内壁开设有与加热孔对位的出风口;所述对接组件用于当导气孔内通入一定压力和温度的热空气时,使得导气孔与加热孔直接导通。
7.在一些可能的实施例中,所述对接组件包括固定套筒、活动套筒、滑环以及弹性件,所述固定套筒设置于导气孔内且靠近下模芯腔,所述固定套筒的两端均设置有限位环,所述限位环的内径与活动套筒的外径适配,所述滑环套设于活动套筒的外壁且位于远离下模芯腔的一侧,所述活动套筒通过滑环滑动设置于固定套筒内;所述弹性件套设于活动套筒的外壁,所述弹性件的一端与滑环相连,所述弹性件的另一端与固定套筒靠近下模芯腔的一侧的限位环相连;所述活动套筒远离下模芯腔的一端为开口端,所述活动套筒靠近下模芯腔的一端为封闭端,所述活动套筒的封闭端开设有出气孔,所述活动套筒的外径与加热孔的内径适配,所述出气孔的内径小于活动套筒的内径。
8.在一些可能的实施例中,所述加热部的周向外壁与下模芯腔的周向内壁接触贴合,所述加热部的底面与下模芯腔的底面接触贴合。
9.在一些可能的实施例中,所述加热部的周向外壁开设有储液槽,所述储液槽位于加热孔的上方,所述储液槽沿加热部的周向延伸后闭合,所述储液槽内设置有柔性密封层,所述柔性密封层沿储液槽的周向延伸后闭合,所述柔性密封层与储液槽之间共同构成密封腔,所述密封腔内填充有低沸点蒸发液;所述下模芯腔的内壁开设有与储液槽对位的密封槽,所述密封槽沿下模芯腔的周向延伸后闭合。
10.在一些可能的实施例中,所述导气孔靠近下模芯腔的一侧内壁设置有内螺纹,所述固定套筒的外壁设置有与内螺纹适配的外螺纹。
11.在一些可能的实施例中,所述下沉台阶的顶面沿其周向设置有多个固定柱,所述成型部的顶面开设有与固定柱一一对应的固定孔,所述固定孔纵向贯穿成型部,所述固定柱穿过固定孔后连接有螺母。
12.在一些可能的实施例中,位于所述固定孔处的成型部顶面呈下凹结构,所述固定柱的顶面不高于成型部的顶面。
13.在一些可能的实施例中,所述成型部的顶面相对的两侧设置有下凹槽,所述下凹槽内设置有手提柱,所述手提柱与成型部一体成型。
14.在一些可能的实施例中,所述下模板的外壁设置有与导气孔对应的均气盒,所述均气盒与导气孔连通,所述均气盒远离下模板的一侧设置有进气接头。
15.在一些可能的实施例中,所述出风口呈长条形结构,与所述出风口对应的下模板外壁设置有出气接头,所述出气接头与出风口连通。
16.本发明实施例的技术方案至少具有如下优点和有益效果:1、本发明在现有采用热空气对下模芯进行加热的技术的基础上,通过对下模芯的
安装方式进行改进,并配合增设的用于将下模板上的导气孔与下模芯的加热部上的加热孔导通的对接组件,在不影响下模芯正常的安装操作且有利于更换具有不同形状的成型腔的下模芯的基础上,能够使得热空气直接进入加热部内部对下模芯进行加热,尽可能的避免热空气溢出造成不必要的热量损失,确保下模芯的加热过程高效且稳定,从而确保纳米注塑成型后的产品质量良好。
17.2、本发明通过进一步增设密封组件,在有效提高加热部与下模芯腔之间的密封性能,以避免热空气溢出造成不必要的热量损失的基础上,由于柔性密封层仅在加热阶段才会膨胀并发生形变以起到密封作用,因此不会影响下模芯的正常安装操作,进一步提高了该纳米注塑成型模具在实际使用时的实用性。
附图说明
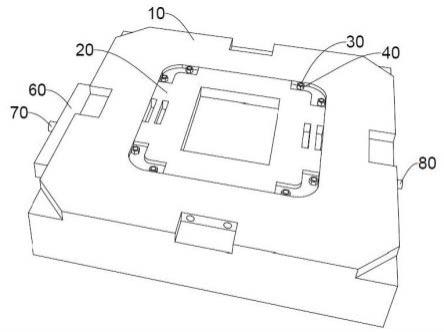
18.图1为本发明实施例提供的纳米注塑成型模具的结构示意图;图2为本发明实施例提供的下模板的结构示意图;图3为本发明实施例提供的下模板另一视角下的结构示意图;图4为本发明实施例提供的下模芯的结构示意图;图5为本发明实施例提供的纳米注塑成型模具的剖视图;图6为图5中a处的放大图;图7为图6中的活动套筒伸入至对应的加热孔内时的结构示意图;图8为本发明实施例提供的活动套筒及其滑环的结构示意图;图9为图5中b处的放大图;图10为图9中的柔性密封层膨胀并形变后的结构示意图。
19.图标:10-下模板,10a-下模芯腔,10b-下沉台阶,10c-导气孔,10d-出风口,10e-密封槽,20-下模芯,21-成型部,21a-成型腔,21b-固定孔,21c-下凹槽,21d-手提柱,22-加热部,22a-加热孔,22b-储液槽,22c-柔性密封层,30-固定柱,40-螺母,50-对接组件,51-固定套筒,52-活动套筒,52a-出气孔,53-滑环,54-弹性件,55-限位环,60-均气盒,70-进气接头,80-出气接头。
具体实施方式
20.实施例1请参照图1至图8,本实施例提供了一种基于nmt的纳米注塑成型模具,该纳米注塑成型模具包括上模板、上模芯、下模板10和下模芯20等部件,其中,上模板(图中未示出)与下模板10适配,上模芯(图中未示出)设置在上模板底面的上模芯腔内且与下模芯20适配,当上模板与下模板10合模后,通过上模芯和下模芯20的配合,即可实现对相应的金属基材进行纳米注塑成型操作,基于本实施例并未对上模板和上模芯的结构进行改进,因此上模板和上模芯的结构可参照现有的纳米注塑成型模具。
21.在本实施例中,结合图2或图3所示的内容,下模板10的顶面开设有用于容纳下模芯20的下模芯腔10a,此时,下模芯腔10a的内部沿其周向设置有下沉台阶10b。也就是说,下模芯腔10a从上至下依次分为上腔室和下腔室,以通过上腔室和下腔室分别容纳下模芯20的不同部位。
22.具体地,如图4所示,下模芯20从上到下依次包括成型部21和加热部22,成型部21的顶面开设有用于容纳金属基材的成型腔21a,通常情况下,该成型腔21a与待纳米注塑成型的金属基材的形状适配,以提高金属基材放置在成型腔21a内并进行纳米注塑成型时的稳定性。与此同时,结合图5所示的内容,当下模芯20放置在下模芯腔10a内时,成型部21的底面承载于下沉台阶10b的顶面,加热部22的底面则与下模芯腔10a的底面接触贴合,加热部22的周向外壁则与下模芯腔10a的周向内壁接触贴合。也就是说,此时下模芯20的成型部21位于下模芯腔10a的上腔室内,而下模芯20的加热部22则位于下模芯腔10a的下腔室内。
23.同时,为了实现下模芯20与下模板10之间的可靠固定,下沉台阶10b的顶面沿其周向设置有多个固定柱30,示例的,结合图1、图2或图3所示的内容,设置在下沉台阶10b上的固定柱30共有八个,且固定柱30两两为一组的分布在下沉台阶10b的四个角处。对应的,结合图4所示的内容,在成型部21的顶面开设有与固定柱30一一对应的固定孔21b,固定孔21b纵向贯穿成型部21,固定柱30穿过固定孔21b后连接有螺母40,可以理解的是,固定柱30可以但不局限为外壁设置有外螺纹的螺杆。
24.也就是说,在安装下模芯20时先使得成型部21上的固定孔21b与对应的固定柱30对位,随后直接将下模芯20放置入下模芯腔10a内并使得固定柱30穿过对应的固定孔21b,待成型部21的底面承载于下沉台阶10b的顶面后,再在固定柱30的顶部旋拧上螺母40,即可实现下模芯20与下模板10之间的可靠固定,操作简单方便。
25.考虑到当上模板与下模板10合模后,对应的上模芯的底面往往需要与下模芯20的顶面(也就是成型部21的顶面)接触贴合,为此,继续参照图1或图4,位于固定孔21b处的成型部21顶面呈下凹结构,固定柱30的顶面不高于成型部21的顶面,也就是说,固定柱30的顶面与成型部21的顶面处于同一水平面内或固定柱30的顶面低于成型部21的顶面,如此设置,即可避免固定柱30连同螺母40对上模芯产生干涉作用,以确保上模板和下模板10能够正常合模。
26.此外,考虑到下模板10上的下模芯腔10a是与下模芯20适配的,当下模芯20放置入下模芯腔10a内时,成型部21的周向外壁与下模芯腔10a上腔室的周向内壁接触贴合,因此为了便于将下模芯20放入下模芯腔10a内或从下模芯腔10a内将下模芯20取出,继续参照图1或图4,成型部21的顶面相对的两侧均设置有下凹槽21c,下凹槽21c内设置有手提柱21d,手提柱21d与成型部21一体成型,以保证成型部21结构的完整性,同样的,手提柱21d的顶面与成型部21的顶面处于同一水平面内,以避免手提柱21d影响上模板和下模板10正常合模。如此设置,即可通过两只手握住两个手提柱21d提拉下模芯20,进而实现快速的将下模芯20放入下模芯腔10a内或从下模芯腔10a内将下模芯20取出。
27.在本实施例中,为了实现对下模芯20进行加热,下模芯20的加热部22上开设有若干个加热孔22a,若干个加热孔22a横向贯穿加热部22,示例的,结合图4所示的内容,本实施例中开设在加热部22上的加热孔22a共有十一个,十一个加热孔22a呈一字均匀排列且均与加热部22的底面平行设置,以便于当具有一定压力和温度的热空气进入加热孔22a内时使得加热部22受热更加均匀。
28.相应的,为了实现将外部供气设备产生的热空气输送至加热部22的加热孔22a内,结合图3或图5所示的内容,下模芯腔10a的一侧内壁开设有与加热孔22a一一对应的导气孔10c,每个导气孔10c均与对应的加热孔22a对位,且导气孔10c横向贯穿下模板10,此时,结
合图2或图5所示的内容,导气孔10c内靠近下模芯腔10a的一侧设置有对接组件50,相应的,结合图3或图5所示的内容,下模芯腔10a的另一侧内壁开设有与加热孔22a对位的出风口10d,对接组件50则用于当导气孔10c内通入一定压力和温度的热空气时,使得导气孔10c与对应的加热孔22a直接导通。
29.如此设置,在纳米注塑成型加热阶段,当热空气进入下模板10的导气孔10c内后,对于单个导气孔10c而言,该导气孔10c内的对接组件50将该导气孔10c与对应的加热孔22a直接导通,从而使得热空气直接由导气孔10c进入加热孔22a内以对下模芯20进行加热,从而尽可能的避免热空气从加热部22周向外壁与下模芯腔10a周向内壁之间的间隙流出,造成不必要的热量损失,而穿过加热孔22a的热空气将直接从出风口10d处排出。
30.需要说明的是,在实际实施时可以在每个导气孔10c的内壁均设置隔热层(图中未示出),以尽可能的避免进入导气孔10c内的热空气将热量传递至下模板10内,从而进一步避免不必要的热量损失。
31.为了实现当热空气进入导气孔10c内时能够通过对接组件50将导气孔10c与对应的加热孔22a直接导通,具体地,结合图6或图7所示的内容,对接组件50包括固定套筒51、活动套筒52、滑环53以及弹性件54,固定套筒51设置于导气孔10c内且靠近下模芯腔10a,可以理解的是,为了便于将固定套筒51安装在导气孔10c内,在导气孔10c靠近下模芯腔10a的一侧内壁设置有内螺纹,固定套筒51的外壁设置有与内螺纹适配的外螺纹,以实现通过螺纹连接的方式将固定套筒51安装在导气孔10c内,操作简单方便,并便于后期更换损坏失效的对接组件50。
32.与此同时,固定套筒51的两端均设置有限位环55,限位环55的内径与活动套筒52的外径适配,结合图8所示的内容,滑环53套设于活动套筒52的外壁,且该滑环53位于活动套筒52远离下模芯腔10a的一侧,通过固定套筒51两侧的限位环55即可将滑环53限制在固定套筒51内部,活动套筒52则通过滑环53滑动设置于固定套筒51内,即滑环53的周向外壁与固定套筒51的周向内壁滑动连接,以使得活动套筒52能够沿固定套筒51的轴向滑动以伸出固定套筒51外。
33.继续参照图6或图7,弹性件54则套设于活动套筒52的外壁,弹性件54的一端与滑环53相连,弹性件54的另一端与固定套筒51靠近下模芯腔10a的一侧的限位环55相连,该弹性件54可以但不局于为压缩弹簧,且该弹性件54用于当活动套筒52伸出至固定套筒51外时能够预存一个迫使活动套筒52复位的弹力,以实现在加热结束后活动套筒52能够重新退回至固定套筒51内部隐藏起来。
34.与此同时,活动套筒52远离下模芯腔10a的一端为开口端,活动套筒52靠近下模芯腔10a的一端为封闭端,且活动套筒52的封闭端开设有出气孔52a,活动套筒52的外径与加热孔22a的内径适配,以使得活动套筒52能够伸入至对应的加热孔22a内,出气孔52a的内径小于活动套筒52的内径,以便于当热空气进入活动套筒52内时能够使得活动套筒52内的压力进一步增大。
35.如此设置,如图5和图6所示,假设初始状态下活动套筒52完全隐藏与固定套筒51内,活动套筒52外壁套设的弹性件54处于自然伸长状态,且固定套筒51靠近下模芯腔10a的一侧的限位环55的外侧端面与下模芯腔10a的内壁处于同一竖直平面内,此时可以直接将下模芯20安装至下模芯腔10a内,下模芯20安装好后,其加热部22的周向外壁与下模芯腔
10a的周向内壁接触贴合,且导气孔10c刚好与加热部22上对应的加热孔22a对位。
36.在纳米注塑成型加热阶段,当热空气经导气孔10c到达活动套筒52所在位置处时,基于热空气具有一定的压力,此时热空气将直接向活动套筒52远离下模芯腔10a的一端端面施加一个迫使活动套筒52伸出固定套筒51的推力,对于进入活动套筒52内的热空气而言,基于开设在活动套筒52封闭端的出气孔52a的内径小于活动套筒52的内径,因此活动套筒52内部的压力也会快速增大,且该压力也将迫使活动套筒52伸出固定套筒51,也就是说,如图7所示,此时活动套筒52将在作用于其端部的推力和内部增大的压力的共同作用下从固定套筒51内伸出并伸入至对应的加热孔22a内,也就实现了将导气孔10c与对应的加热孔22a直接导通的目的,从而使得热空气能够直接进入加热部22内部以对加热部22进行加热,以尽可能的避免热空气从加热部22周向外壁与下模芯腔10a周向内壁之间的间隙溢出造成不必要的热量损失,在此过程中,套设于活动套筒52外壁的弹性件54将压缩并预存一个弹力。
37.反之,当加热完成后,由于不再向导气孔10c内通入热空气,因此作用于活动套筒52上的力也将消失,此时弹性件54将释放预存的弹力以迫使活动套筒52重新退回至固定套筒51内,以实现活动套筒52的复位。
38.需要说明的是,采用上述对接组件50来导通导气孔10c和对应的加热孔22a,除了能够实现让热空气直接通过导气孔10c进入加热部22的加热孔22a内以加热下模芯20外,由于当未向导气孔10c内通入热空气时活动套筒52始终隐藏于固定套筒51内,因此不会影响下模芯20的安装操作,有利于将下模芯20从下模芯腔10a内取出或更换具有不同形状的成型腔21a的下模芯20,与此同时,在加热阶段由于活动套筒52的部分伸入至加热孔22a内,能够通过活动套筒52起到一定的限位作用,进一步提高下模芯20在纳米注塑成型加热阶段的稳定性。
39.另一方面,结合图1或图5所示的内容,本实施例中在下模板10的外壁设置有与导气孔10c对应的均气盒60,该均气盒60靠近下模板10的一侧呈开口结构且与导气孔10c连通,均气盒60远离下模板10的一侧设置有进气接头70,通过进气接头70即可直接与外部供气设备通过管路连接起来,且当热空气经进气接头70进入均气盒60内后能够尽可能均匀的进入每一个导气孔10c内,从而有利于使得进入每一个导气孔10c内的热空气的量更加均匀。
40.同时,为了使得流经加热部22上的加热孔22a的热空气能够顺利的下模板10内排出,继续参照图3或图5,上述开设在下模芯腔10a内壁上的出风口10d呈长条形结构,该出风口10d沿加热孔22a的排列方向延伸,以使得流经所有加热孔22a的热空气最终都能够汇聚在出风口10d处,此时,与出风口10d对应的下模板10外壁还设置有出气接头80,出气接头80与出风口10d连通,以便于汇聚在出风口10d处的热空气能够经出气接头80输送出去,出气接头80则可以通过管路直接与外部的处理设备(例如冷却器)连通,以便于对热空气进行进一步处理。
41.由此可见,本实施例在现有采用热空气对下模芯20进行加热的技术的基础上,通过对下模芯20的安装方式进行改进,并配合增设的用于将下模板10上的导气孔10c与下模芯20的加热部22上的加热孔22a导通的对接组件50,在不影响下模芯20正常的安装操作且有利于更换具有不同形状的成型腔21a的下模芯20的基础上,能够使得热空气直接进入加
热部22内部对下模芯20进行加热,尽可能的避免热空气溢出造成不必要的热量损失,确保下模芯20的加热过程高效且稳定,从而确保纳米注塑成型后的产品质量良好。
42.实施例2在实施例1的基础上,尽管实施例1采用了通过在导气孔10c内设置对接组件50以直接导通导气孔10c和对应的加热孔22a的技术方案,但在实际应用过程中难免还是可能存在部分热空气经加热部22周向外壁与下模芯腔10a周向内壁之间的间隙溢出的情况,从而造成不必要的热量损失。为此,本实施例还进一步在加热部22的周向外壁与下模芯腔10a的周向内壁之间增设了密封组件,以进一步提高加热部22与下模芯腔10a之间的密封性能。
43.具体地,结合图9和图10所示的内容,加热部22的周向外壁开设有大致呈半环状结构的储液槽22b,该储液槽22b位于加热孔22a的上方,且储液槽22b沿加热部22的周向延伸后闭合,也就是说,储液槽22b环绕加热部22的周向外壁设置,此时,储液槽22b内设置有柔性密封层22c,柔性密封层22c沿储液槽22b的周向延伸后闭合,柔性密封层22c与储液槽22b之间共同构成密封腔,该柔性密封层22c采用耐高温的柔性材料制成且具有一定的形变能力,密封腔内填充有低沸点蒸发液,例如乙醇。相应的,结合图2、图3或图9所示的内容,下模芯腔10a的内壁开设有与储液槽22b对位的密封槽10e,且密封槽10e沿下模芯腔10a的周向延伸后闭合,也就是说,密封槽10e环绕下模芯腔10a的周向内壁设置。
44.如此设置,基于在常温条件下,密封腔内的低沸点蒸发液处于液态,此时柔性密封层22c的外侧壁与加热部22的周向外壁基本处于同一竖直平面内,以便于将下模芯20安装至下模芯腔10a内。待下模芯20安装完成后,加热部22上的柔性密封层22c刚好与下模芯腔10a内的密封槽10e对位,在纳米注塑成型加热阶段,加热部22的温度将在热空气的作用下快速上升,当加热部22的温度达到低沸点蒸发液的沸点时,储液槽22b内的低沸点蒸发液将快速蒸发并由液态转变为气态,在此过程中柔性密封层22c将膨胀并发生形变,此时膨胀后的部分柔性密封层22c将进入下模芯腔10a内壁上的密封槽10e内,进而实现利用柔性密封层22c作为密封件来密封加热部22周向外壁与下模芯腔10a周向内壁之间的间隙,尽可能避免热空气溢出造成不必要的热量损失。
45.反之,在加热结束后的冷却阶段,随着加热部22温度的降低,密封腔内的低沸点蒸发液将重新由气态转变为液态,此时柔性密封层22c在自身形变力的作用下将恢复至初始状态并从密封槽10e内退出,从而有利于将下模芯20从下模芯腔10a内取出。
46.由此可见,本实施例在实施例1的基础上通过进一步增设密封组件,在有效提高加热部22与下模芯腔10a之间的密封性能,以避免热空气溢出造成不必要的热量损失的基础上,由于柔性密封层22c仅在加热阶段才会膨胀并发生形变以起到密封作用,因此不会影响下模芯20的正常安装操作,进一步提高了该纳米注塑成型模具在实际使用时的实用性。
47.以上仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1