一种铜螺母热熔检测装置及方法与流程
本发明属于热熔装置,具体涉及一种铜螺母热熔检测装置及方法。
背景技术:
1、热熔螺母成型用热熔螺母机是一种用于将螺母植入到塑胶件的辅助装置,一般是把螺母埋回入或压入安装孔并加热,实现过盈配合,目前机械装配领域中应得到了广泛的使用。在完成热熔操作后,还需要对这些嵌件进行质量检查,螺母的数量和位置和准确性等均需要检测。
2、申请号为cn202011246728.4的中国专利提供了一种螺母类嵌件热熔检测站及其检测方法,工作台上设有定位夹具组件,所述工作台的四周设有若干支架,所述支架上设有三向运动组件,所述三向运动组件上设有竖向连接板,所述竖向连接板上并排设有视觉检测组件和检测标记组件;所述视觉检测组件上设有竖向的视觉传感器,所述视觉传感器采集并向计算机传输已完成热熔的嵌件的图像;所述检测标记组件包括竖向运动组件及安装在所述竖向运动组件上可伸缩的标记头,所述标记头用于标记所述视觉传感器检测到的不良嵌件;该螺母类嵌件热熔检测站结构简单,灵活性好,能够减轻人工检测的劳动强度,提升检测效率。
3、申请号为cn202220090894.8的中国专利公开了一种平板电脑后壳热熔螺母三维扫描检测设备,包括机架、连接平台和电缸组件,所述连接平台上设置有龙门架,所述电缸组件通过连接平台与机架连接,所述电缸组件包括x轴伺服电缸、相连的y轴伺服电缸和z轴伺服电缸,所述x轴伺服电缸与连接平台连接,y轴伺服电缸与龙门架相连,所述x轴伺服电缸上安装有产品固定部件,所述z轴伺服电缸上安装有三维扫描组件,该三维扫描检测设备能一次将整个产品中多规格的螺母植入高度位置,能将产品进行一次全部扫描检测。
4、但是上述装置热熔装置和扫描装置均为分开设置,占地面积大,且热熔检测时间周期较长,影响加工效率,因此,有必要提供一种在热熔和到位检测可以同步进行的加工装置,在保证产品质量的同时可以进一步压缩热熔工序和检测工序的时间。
技术实现思路
1、基于以上问题,本发明的目的是针对上述问题提供一种铜螺母热熔检测装置及方法。
2、为实现上述目的,本发明提供如下技术方案:
3、一种铜螺母热熔检测装置,包括热熔检测机构和搬运机构;
4、所述搬运用于搬运产品至热熔工位;
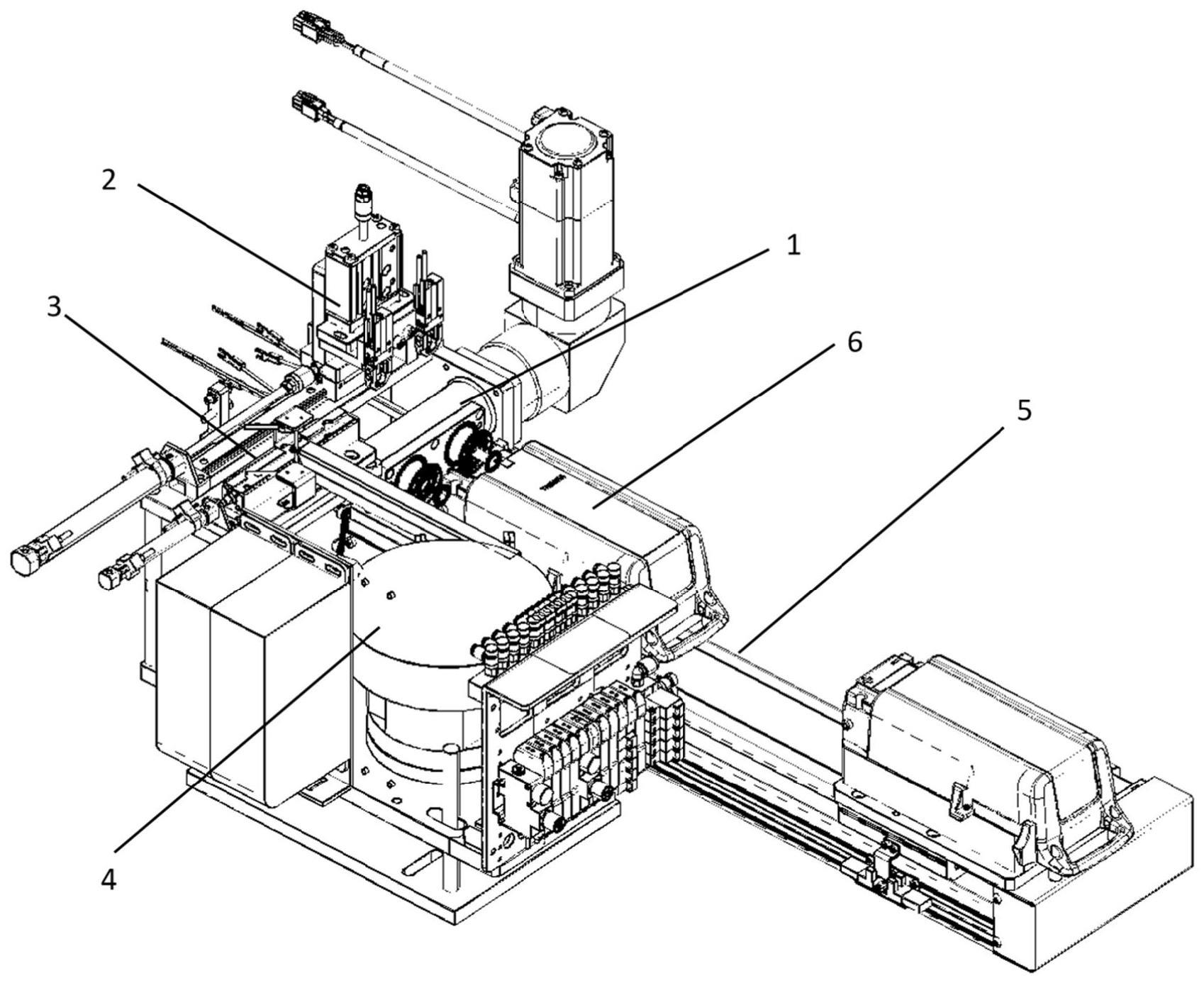
5、所述热熔检测机构包括通过旋转轴连接的驱动模组和旋转模组,所述旋转模组包括转动板,所述转动板在所述驱动模组的驱动下绕着所述旋转轴的轴线进行转动,所述转动板包括相对设置的第一表面和第二表面,所述第一表面和第二表面上分别设有数量相同的若干个热熔模组和检测模组。
6、优选地,所述驱动模组包括驱动电机,所述驱动电机依次连接变速器和连接法兰,所述连接法兰与所述旋转轴的一端固定连接;所述转动板的第二表面嵌入所述旋转轴;
7、所述热熔模组包括热熔头,所述热熔头的末端用于承接铜螺母;
8、所述检测模组包括位移传感器,所述位移传感器和所述热熔头的位置一一对应。
9、优选地,还包括上料机构、切料机构和送料机构;
10、所述上料机构用于传送铜螺母至所述切料机构,所述切料机构用于将所述铜螺母进行分离并送至所述送料机构,所述送料机构用于将所述铜螺母搬运到所述热熔模组上。
11、优选地,所述送料机构包括送料气缸和滑轨,所述滑轨上固定有升降气缸,所述升降气缸连接有若干个夹爪,所述夹爪的数量与所述热熔模组的数量相通,且所述夹爪位于所述热熔模组的正上方。
12、优选地,所述切料机构包括切料气缸,所述切料气缸的推动轴末端固定有分隔块,所述分隔块的上表面开设有若干个用于容纳单个铜螺母的分隔槽。
13、优选地,所述切料机构还设有中空的准直通道,所述分隔块位于所述准直通道内部且沿着所述准直通道进行位移。
14、优选地,所述切料机构设置有到位检测传感器,所述到位检测传感器用于检测所述分隔槽内是否具有铜螺母;所述到位检测传感器的数量与所述分隔槽的数量相同。
15、优选地,所述上料机构为震动盘。
16、本发明还提供一种铜螺母热熔检测方法,利用如上述任意一项所述的铜螺母热熔检测装置在产品上进行铜螺母热熔及检测,具体操作方法如下:
17、步骤一:搬运机构将产品搬运至热熔工位;
18、步骤二:热熔检测机构的旋转模组旋转至接料位置,铜螺母上料,热熔模组接到铜螺母;
19、步骤三:所述旋转模组旋转至热熔位置,热熔模组将铜螺母热熔在产品上;
20、步骤四:待热熔结束之后,所述旋转模组再次旋转至接料位置,在热熔模组接收铜螺母的同时,检测模组检测产品上的成品热熔铜螺母的位置是否到位;若检测合格则系统标记为合格产品,否则标记为不合格产品;
21、步骤五:检测并标记结束之后,搬运机构将产品搬运至下料工位;
22、步骤六:取出并更换下一个产品,重复上述步骤一至步骤五。
23、优选地,在步骤四中,检测模组检测产品上的成品热熔铜螺母的位置是否到位的方法为:检测模组测量所述检测模组的信号发射器至所述产品上成品热熔铜螺母的距离,并与设定的距离阈值进行对比,若对比结果在误差值范围内,则标记为合格产品。
24、优选地,所述误差值范围为[-0.2mm,0]。
25、优选地,所述铜螺母的上料方式为:
26、上料机构将所述铜螺母运输至切料机构,单个铜螺母落入并卡接在所述切料机构的分隔槽内;
27、当切料机构的第i个到位检测传感器检测到第i个分隔槽内存在铜螺母时,分隔块移动,另上料机构传输的铜螺母落入至第i+1个分隔槽内,重复上述操作,直至检测到所有分隔槽内均存在铜螺母;
28、送料机构运动至分隔槽上方,取走所述分隔槽内的铜螺母,并移动至热熔检测机构上方,将所述铜螺母搬运并卡在所述热熔模组上。
29、与现有技术相比,本发明有以下优势:
30、本发明提供一种铜螺母热熔检测装置及方法,热熔检测机构包括通过旋转轴连接的驱动模组和旋转模组,旋转模组包括转动板,转动板包括相对设置的第一表面和第二表面,所述第一表面和第二表面上分别设有数量相同的若干个热熔模组和检测模组。当热熔结束之后,旋转模组再次旋转至接料位置,在热熔模组接收铜螺母的同时,检测模组检测产品上的成品热熔铜螺母的位置是否到位;若检测合格则系统标记为合格产品,否则标记为不合格产品;将铜螺母接料与热熔质量检测同步进行,节省了工序时间,提高了加工效率,在保证产品质量的同时可以进一步压缩热熔工序和检测工序的时间。且结构紧凑,占地面积较小,节省装置空间。
技术特征:
1.一种铜螺母热熔检测装置,其特征在于:
2.如权利要求1所述的一种铜螺母热熔检测装置,其特征在于:
3.如权利要求1所述的一种铜螺母热熔检测装置,其特征在于:
4.如权利要求3所述的一种铜螺母热熔检测装置,其特征在于:
5.如权利要求4所述的一种铜螺母热熔检测装置,其特征在于:
6.如权利要求5所述的一种铜螺母热熔检测装置,其特征在于:所述切料机构还设有中空的准直通道,所述分隔块位于所述准直通道内部且沿着所述准直通道进行位移。
7.如权利要求5所述的一种铜螺母热熔检测装置,其特征在于:所述切料机构设置有到位检测传感器,所述到位检测传感器用于检测所述分隔槽内是否具有铜螺母;所述到位检测传感器的数量与所述分隔槽的数量相同。
8.如权利要求3所述的一种铜螺母热熔检测装置,其特征在于:所述上料机构为震动盘。
9.一种铜螺母热熔检测方法,其特征在于:利用如权利要求1-8中任意一项所述的铜螺母热熔检测装置在产品上进行铜螺母热熔及检测,具体操作方法如下:
10.如权利要求9所述的一种铜螺母热熔检测方法,其特征在于:
11.如权利要求10所述的一种铜螺母热熔检测方法,其特征在于:所述误差值范围为[-0.2mm,0]。
12.如权利要求9所述的一种铜螺母热熔检测方法,其特征在于:在步骤二中,所述铜螺母的上料方式为:
技术总结
本发明提供一种铜螺母热熔检测装置及方法,属于热熔装置领域,包括热熔检测机构和搬运机构;所述搬运机构用于搬运产品至热熔工位;所述热熔检测机构包括通过旋转轴连接的驱动模组和旋转模组,所述旋转模组包括转动板,所述转动板在所述驱动模组的驱动下绕着所述旋转轴的轴线进行转动,所述转动板包括相对设置的第一表面和第二表面,所述第一表面和第二表面上分别设有数量相同的若干个热熔模组和检测模组。本发明将铜螺母接料与热熔质量检测同步进行,节省了工序时间,提高了加工效率,在保证产品质量的同时可以进一步压缩热熔工序和检测工序的时间。
技术研发人员:请求不公布姓名
受保护的技术使用者:苏州光宝科技股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!