一种交联聚乙烯管的生产工艺的制作方法
本技术涉及塑料加工领域,特别涉及一种交联聚乙烯管的生产工艺。
背景技术:
1、交联聚乙烯管简称pex管,是由聚乙烯料制成,将聚乙烯线性分子结构通过物理及化学方法变为三维网络结构,从而使聚乙烯的性能得到提高,被广泛运用在各个领域。
2、在交联聚乙烯管成型这一工艺过程中,交联聚乙烯管从口模中挤出后,温度仍然较高,由于自重及离模膨胀效应的结果,会产生变形,因此必须采取冷却定型措施,以保证管材的尺寸和形状精度及良好的表面质量。
3、现有技术中采用将管胚与定径套间抽成真空,造成塑料管在负压作用下贴紧定径套的内壁而定型,但是其定型过程中对管胚冷却定型的温度和真空压力是恒定不变的,不具有对管胚温度的适应性,会使得初进入定径套内的管胚外壁受温差和压力的影响产生形变结节,直接影响后续定径套对管胚的定型效果和定型质量。
技术实现思路
1、本技术目的在于如何提高交联聚乙烯管生产过程中对管胚冷却定型的温度适应性,以此避免管胚外壁出现结节的目的,相比现有技术提供一种交联聚乙烯管的生产工艺,该生产工艺涉及可变定径套和位于可变定径套左侧的挤出机模口,具体包括如下步骤:
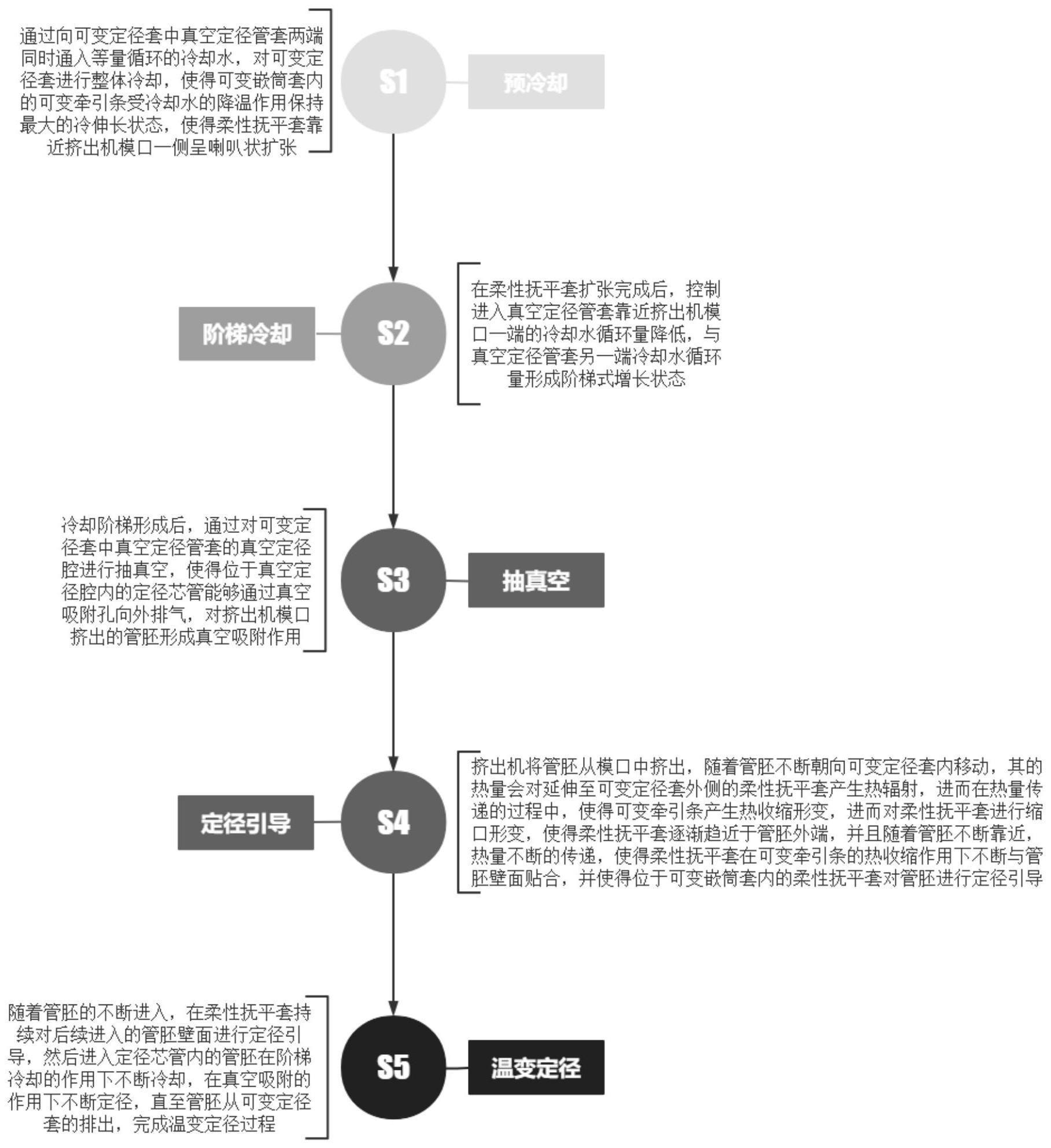
2、s1.预冷却,
3、通过向可变定径套中真空定径管套两端同时通入等量循环的冷却水,对可变定径套进行整体冷却,使得可变嵌筒套内的可变牵引条受冷却水的降温作用保持最大的冷伸长状态,使得柔性抚平套靠近挤出机模口一侧呈喇叭状扩张;
4、s2.阶梯冷却,
5、在柔性抚平套扩张完成后,控制进入真空定径管套靠近挤出机模口一端的冷却水循环量降低,与真空定径管套另一端冷却水循环量形成阶梯式增长状态;
6、s3.抽真空,
7、冷却阶梯形成后,通过对可变定径套中真空定径管套的真空定径腔进行抽真空,使得位于真空定径腔内的定径芯管能够通过真空吸附孔向外排气,对挤出机模口挤出的管胚形成真空吸附作用;
8、s4.定径引导,
9、挤出机将管胚从模口中挤出,随着管胚不断朝向可变定径套内移动,其的热量会对延伸至可变定径套外侧的柔性抚平套产生热辐射,进而在热量传递的过程中,使得可变牵引条产生热收缩形变,进而对柔性抚平套进行缩口形变,使得柔性抚平套逐渐趋近于管胚外端,并且随着管胚不断靠近,热量不断的传递,使得柔性抚平套在可变牵引条的热收缩作用下不断与管胚壁面贴合,并使得位于可变嵌筒套内的柔性抚平套对管胚进行定径引导;
10、s5.温变定径,
11、随着管胚的不断进入,在柔性抚平套持续对后续进入的管胚壁面进行定径引导,然后进入定径芯管内的管胚在阶梯冷却的作用下不断冷却,在真空吸附的作用下不断定径,直至管胚从可变定径套的排出,完成温变定径过程。
12、进一步,可变定径套包括有一对定径底板、固定在两个定径底板之间的真空定径管套和固定在两个定径底板之间的定径芯管,且真空定径管套套设在定径芯管外侧,定径芯管左端嵌接有可变嵌筒套,可变嵌筒套左端延伸至位于左侧的定径底板外侧,可变嵌筒套右内壁固定连接有柔性抚平套,且柔性抚平套左端延伸至可变嵌筒套外侧,柔性抚平套外端固定连接有多个沿着其圆周方向均匀分布的可变牵引条;
13、可变牵引条内开设有感温腔,感温腔左右内壁之间固定连接有感温形变条,可变嵌筒套左端转动连接有多个与可变牵引条相对应的导向双球杆,导向双球杆左端与可变牵引条左端转动连接。
14、进一步,感温形变条采用多段式记忆金属丝制成,且其呈热收缩冷伸长形变状态。
15、进一步,步骤s4定径引导的具体工艺为:
16、s41.热感应趋近,在管胚从模口中挤出不断靠近柔性抚平套时,原先呈喇叭状扩张的柔性抚平套对管胚进行初步引导;
17、并且管胚热量的传递会通过可变牵引条作用于感温形变条,使得感温形变条产生第一次热收缩形变,并且在导向双球杆的限制下,逐渐带动柔性抚平套产生靠近管胚外端的形变;
18、s42.形变贴合,在管胚受柔性抚平套的引导继续前进后,热量的堆积会不断产生作用,使得感温形变条产生第二次热收缩形变,在导向双球杆的限制下带动柔性抚平套继续产生靠近管胚外端的形变,并与管胚外端形成贴合状态;
19、s43.定径引导,在管胚的持续挤出后,由于热传递的稳定性和感温形变条形变后,使得柔性抚平套在感温形变条的限制下持续形成贴合状态,进而实现对管胚的持续性定径引导。
20、进一步,感温腔内壁固定连接有多个限位卡环,且限位卡环内壁开设有与可变牵引条相配合的限位卡槽。
21、进一步,限位卡环采用柔性材料制成,且限位卡环沿着其径向方向产生形变。
22、可选的,柔性抚平套内壁固定连接有辅助定径套,辅助定径套采用弹性材料制成,且其在不受力的状态下呈左高右低的弧形弯曲状态。
23、进一步,真空定径管套内开设有真空定径腔,真空定径管套外端左右两端均固定连接有一对与真空定径腔相接通的冷却水管,且位于同一端的两个冷却水管分别位于真空定径管套的上下侧,冷却水管的设置能够在定径过程中对管胚进行冷却,有效保证了对定径效果的保持性。
24、进一步,定径芯管外端固定连接有一对隔离板,且两个隔离板位于左右端冷却水管直接,并对真空定径腔进行分割,使得位于两个隔离板相远离一端的真空定径腔为冷却水循环区,隔离板能够度真空定径腔进行分区,冷却水循环区和抽真空区的分离,不仅在保证可变定径套定径效果的同时,降低了其的结构复杂程度,还能够实现对冷却水循环区不同冷却效率的调控,实现了可变定径套可变冷却的效果,在保证可变定径套对管胚定径冷却保持效果的同时,降低温差对管胚的质量影响,进一步提高了交联聚乙烯管的生产质量和适用性能。
25、进一步,定径芯管外端开设有多个真空吸附孔,且真空吸附孔分布在两个隔离板之间,真空定径管套下端固定连接有与真空定径腔相接通的抽气管,且抽气管位于两个隔离板之间,使得位于两个隔离板之间的真空定径腔为抽真空区,通过真空吸附孔作用于定径芯管,对定径芯管的真空定径强度进行控制,真空吸附孔和隔离板的配合,能够实现对定径芯管和管胚外端之间形成真空度,进而有效保证了定径芯管对管胚的定型效果,提高了管胚的外端面的定径质量,提高了交联聚乙烯管的外壁圆周精度。
26、相比于现有技术,本技术的优点在于:
27、(1)通过可变定径套、可变嵌筒套、柔性抚平套、可变牵引条和定径引导步骤的配合,能够有效实现对可变定径套和管胚之间形成冷却和定径的过渡,实现了可变定径套定径参数的可变性,使其不仅具有温度的过渡,还具有定径尺寸的过渡引导,进而有效避免管胚在初进入可变定径套内时由于温差和直径差使得其外壁产生形变结节,有效提高了管胚的定型效果和定型精度,提高了交联聚乙烯管的尺寸和形状的精度以及表面质量,提高了交联聚乙烯管的生产质量。
28、(2)感温形变条在受温度影响产生形变,在导向双球杆的限制下能够实现对柔性抚平套左侧形状的控制,进而实现可变定径套对管胚的适应性定径引导,不仅能够通过过渡提高管胚的定径质量,还能够降低管胚外端出现冷结节的概率,保证交联聚乙烯管的生产质量,促进了交联聚乙烯管适用性的发展。
29、(3)通过多段式记忆金属丝的设置,能够在管胚初进入可变定径套内时,对管胚进行趋近式定径过渡,不仅实现了可变定径套可变性,还能够避免管胚头部造成形变损伤,在降低交联聚乙烯管管头损耗的同时,还降低了可变定径套的定径难度,提高了管胚在可变定径套内前进的流程度,进而有效提高了定径效率,缩短了交联聚乙烯管的生产时长。
30、(4)通过柔性抚平套、导向双球杆和感温形变条的配合,能够在管胚初进入可变定径套内时对其进行趋近引导,降低其进入可变定径套内的阻力、温差和径差,避免管胚外端面出现冷结节,提高管胚头部的质量,并且还能够在管胚持续定径过程中,对后续的管胚进行贴合式的定径引导,起到过渡引导的功能,保证了管胚的定径质量。
31、(5)限位卡环能够对可变牵引条在可变嵌筒套内的位置进行限制,保证了可变牵引条对柔性抚平套的限制联动性,还能够避免柔性抚平套的错位形变,保持其对管胚定径的圆周精度。
32、(6)限位卡环沿着径向方向上的形变能够对可变牵引条的感温形变位置进行限制,避免其出现过渡形变,进而降低其形变对管胚造成的损伤,保证了其运行的安全性。
33、(7)辅助定径套不仅能够配合柔性抚平套对管胚进行定径工作,提高管胚外端面的表面质量,还能够通过其的弹性形变对可变牵引条的感温形变进行限制和引导,保证了可变牵引条过渡的有效性,避免了可变牵引条过渡收缩对管胚造成的端面损伤。
- 还没有人留言评论。精彩留言会获得点赞!