一种CT扫描机插头的生产方法与流程
本发明属于ct扫描机,特别涉及一种ct扫描机插头的生产方法。
背景技术:
1、ct机是一种对穿透射线所经过的物质断面进行扫描,再通过计算机技术显示该层面结构的设备,广泛应用于各个行业,现有的ct机采用x射线对产品进行检测,x射线是由于原子中的电子在能量相差悬殊的两个能级之间的跃迁而产生的粒子流,是波长介于紫外线和γ射线之间的电磁波,其波长很短约介于0.01-100埃之间,具有很高的穿透本领,能透过许多对可见光不透明的物质。
2、医院中,常利用ct机进行ct检查,ct机长时间处于工作状态。ct机的插头需要浸泡在油中、高电压且长时间工作,寿命有限,属于消耗品。ct机插头主要包括外壳、屏蔽套、插针和尾部附件,为适应其工作环境,除必要的连接外,上述各配件间需要灌注环氧树脂,这要求模具能够对外壳、屏蔽套和插针进行准确定位,而且灌注的环氧树脂还不能覆盖插针,影响插针使用。屏蔽套、插针等配件间的定位及环氧树脂的灌注,是生产ct扫描机插头的难点,直接影响着产品的合格率,有待改进。
技术实现思路
1、本发明针对现有技术中存在的技术问题,提供一种ct扫描机插头的生产方法,能够准确定位ct扫描机插头的各个配件的位置,确保环氧树脂的灌注顺利进行,同时灌注的环氧树脂内无气泡,保证了产品质量。
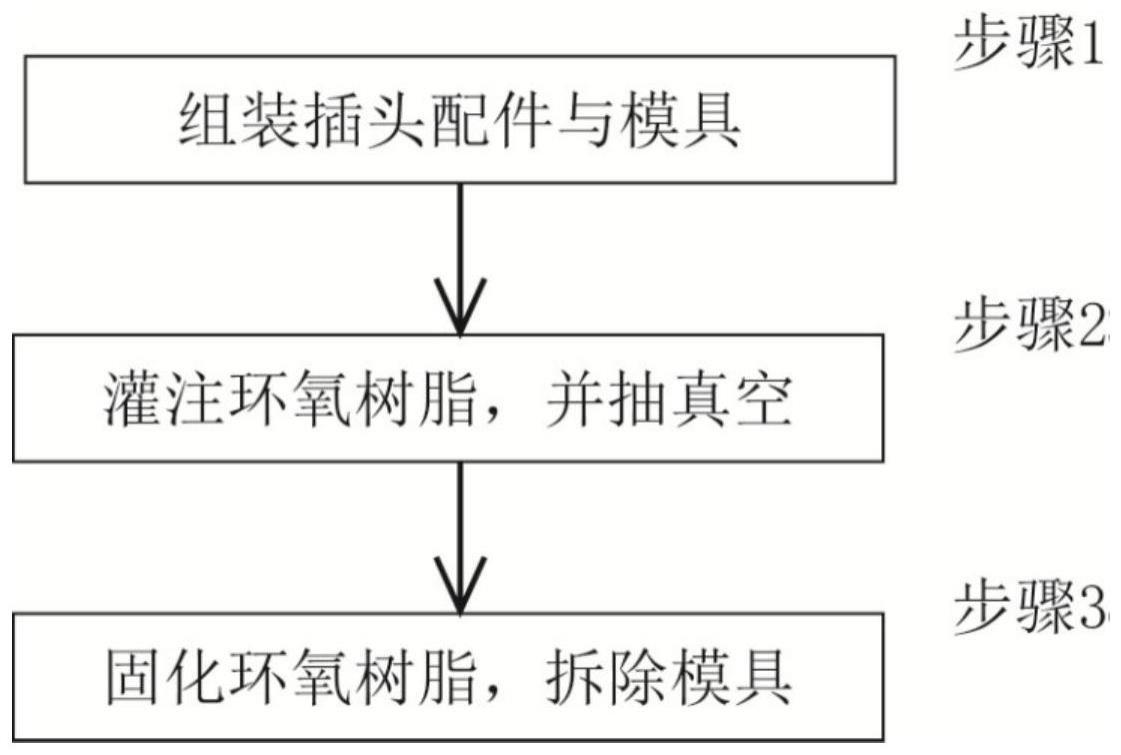
2、本发明采用的技术方案是:一种ct扫描机插头的生产方法,包括以下步骤:
3、步骤1:将密封圈安装到定位盘的凹槽内;将定位轴通过三个塞打螺丝与三个插针组装到一起;再将定位轴与定位盘通过内六角螺丝组合到一起;
4、将外壳放于定位盘的环形凹槽内,通过内六角螺丝紧固;
5、将尾套附件穿入外壳,再将尾套附件上的三个线芯分别与三个插针焊接;
6、扣上屏蔽套,屏蔽套的前端插入所述定位轴与定位盘间的缝隙,完成插头配件与模具的组装;
7、步骤2:向外壳内灌注环氧树脂,然后将插头配件连同模具放入真空桶中,抽真空;
8、步骤3:插头配件和模具放入烘箱固化,环氧树脂固化后,取出插头配件和模具,冷却至室温后拆除模具,得到ct扫描机插头成品。
9、进一步的,步骤2中,环氧树脂分4-5次灌注至外壳内,每次灌注后,插头配件和模具均放入真空桶中,抽真空,并保持3-5分钟。
10、进一步的,步骤2中,插头配件和模具在真空桶保持水平。
11、进一步的,步骤3中,固化温度为80℃-150℃,固化时间为2-4小时。
12、进一步的,步骤3中,固化过程为:80℃固化1小时,然后100℃固化1小时,然后150℃固化1小时。
13、进一步的,插头配件包括尾部附件、插针、屏蔽套和外壳;模具包括定位盘、密封圈、定位轴、内六角螺丝和塞打螺丝。
14、与现有技术相比,本发明所具有的有益效果是:本发明采用专门为插头配件设计的模具,合理的将插针、屏蔽套和外壳固定在模具上,使各个插头配件在后续的灌封、固化阶段不发生位移,保证了ct扫描机插头的产品质量。本发明分多次向外壳内灌注环氧树脂,每次灌注后均抽真空,确保了环氧树脂内没有气泡;在抽真空阶段,灌封面保持水平,保证灌封质量。本发明在固化阶段逐步提高固化温度,分三个阶段固化环氧树脂,保证了固化质量。
技术特征:
1.一种ct扫描机插头的生产方法,其特征在于,包括以下步骤:
2.如权利要求1所述的ct扫描机插头的生产方法,其特征在于,步骤2中,环氧树脂分4-5次灌注至外壳内,每次灌注后,插头配件和模具均放入真空桶中,抽真空,并保持3-5分钟。
3.如权利要求1所述的ct扫描机插头的生产方法,其特征在于,步骤2中,插头配件和模具在真空桶保持水平。
4.如权利要求1所述的ct扫描机插头的生产方法,其特征在于,步骤3中,固化温度为80℃-150℃,固化时间为2-4小时。
5.如权利要求4所述的ct扫描机插头的生产方法,其特征在于,步骤3中,固化过程为:80℃固化1小时,然后100℃固化1小时,然后150℃固化1小时。
6.如权利要求1所述的ct扫描机插头的生产方法,其特征在于,插头配件包括尾部附件、插针、屏蔽套和外壳;模具包括定位盘、密封圈、定位轴、内六角螺丝和塞打螺丝。
技术总结
本发明提供了一种CT扫描机插头的生产方法,包括以下步骤:步骤1:将密封圈安装到定位盘的凹槽内;将定位轴与插针组装到一起;再将定位轴与定位盘组合到一起;将外壳放于定位盘的环形凹槽内,通过内六角螺丝紧固;将尾套附件穿入外壳,其线芯与插针焊接;屏蔽套的前端插入所述定位轴与定位盘间的缝隙,完成插头配件与模具的组装;步骤2:向外壳内灌注环氧树脂,然后将插头配件连同模具放入真空桶中,抽真空;步骤3:插头配件和模具放入烘箱固化,环氧树脂固化后拆除模具,得到CT扫描机插头成品。本发明能够准确定位CT扫描机插头的各个配件的位置,确保环氧树脂的灌注顺利进行,同时灌注的环氧树脂内无气泡,保证了产品质量。
技术研发人员:张靖宇,王磊,徐磊,刘丽华,江婷
受保护的技术使用者:天津市万博线缆有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!