一种复合管道生产设备及其生产工艺的制作方法
本技术属于管材生产,尤其涉及一种复合管道生产设备及其生产工艺。
背景技术:
1、塑料管材是高科技复合而成的化学建材,因具有水流损失小、节能、节材、环保、竣工便捷等优点,目前广泛应用于给排水及燃气管道。而钢丝网骨架塑料复合管材是塑料管材中的高端产品,它以高强度镀铜钢丝左右缠绕编织形成的网状结构为骨架,以高密度塑料为基体材料。
2、但是现有的钢丝在编制成网的过程中树脂层易脱落,容易导致钢丝网的结构不稳定。
技术实现思路
1、本技术的目的是针对上述存在的技术问题,提供一种复合管道生产设备,提高镀铜钢丝的结构稳定性,保证在管道外层生产时钢丝不易脱落。
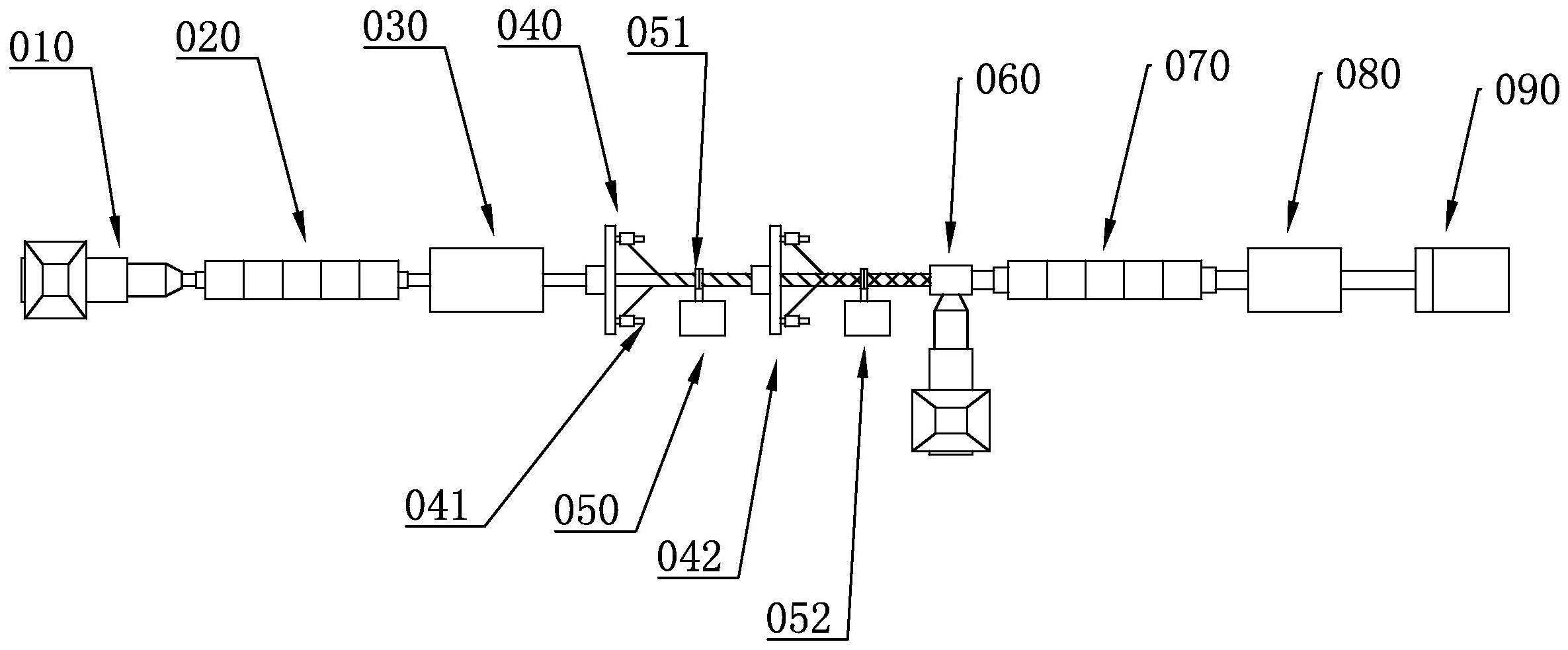
2、本技术提供了一种复合管道生产设备,包括:
3、第一挤出机,设置有内层模具;
4、第一真空定型箱,用于管道内层定型;
5、牵引装置,用于牵引管道内层移动;
6、第一缠绕机,用于向管道内层外表面缠绕镀铜钢丝;
7、第一加热装置,用于加热镀铜钢丝,所述第一加热装置设置有电感线圈;
8、第二挤出机,设置有外层模具;
9、第二真空定型箱,用于管道外层定型;
10、冷却装置,用于冷却复合管道;
11、切割装置,用于对复合管道进行切割。
12、通过第一挤出机、第一真空定型箱成型出管道内层,通过牵引装置对管道内层进行牵引移动,保证管道的移动速度,使第一缠绕机的缠绕均匀,通过第一缠绕机在管道内层的外表面上缠绕镀铜钢丝,使镀铜钢丝呈螺旋状缠绕,通过第一加热装置通电使电感线圈对镀铜钢丝加热,镀铜钢丝缠绕在管道内层上,当镀铜钢丝加热后,使管道内层与镀铜钢丝相互接触的位置粘接,提高镀铜钢丝与管道内层之间的连接稳定性,当管道内层在通过第二挤出机时,管道外层的高温作用下保证镀铜钢丝与管道内层之间结构稳定,通过第二挤出机、第二真空定型箱成型出管道外层,在通过冷却装置进行冷却,切割装置进行切割,加工出复合管道,且镀铜钢丝分布稳定,保证复合管道的结构稳定。
13、进一步的,还包括:
14、第二缠绕机,用于向管道内层外表面缠绕镀铜钢丝;
15、第二加热装置,用于加热镀铜钢丝;
16、其中,所述第二加热装置与第一加热装置结构相同,所述第二缠绕机的缠绕方向与第一缠绕机的缠绕方向相反。
17、通过第二缠绕机将镀铜钢丝缠绕向管道内层的外壁面上,第二缠绕机的缠绕方向与第一缠绕机的缠绕方向相反,使两层镀铜钢丝呈现出网状结构,进一步提高复合管道成型后的结构强度,通过第二加热装置将缠绕方向相反的镀铜钢丝在交错的节点处进行粘接,提高镀铜钢丝编织呈网状后的结构强度。
18、进一步的,所述第一缠绕机、第二缠绕机设置有若干锭子,缠绕有镀铜钢丝的缠绕组置于锭子上。
19、镀铜钢丝卷绕组置于锭子上,保证镀铜钢丝退绕的稳定性,且能够稳定的将镀铜钢丝缠绕在管道内层上,锭子绕第一缠绕机、第二缠绕机圆周分布。
20、进一步的,所述牵引装置包括:
21、牵引座,置于管道的上下两侧;
22、气缸,用于驱动牵引座移动;
23、传送链,活动安装于牵引座上;
24、牵引块,安装于传送链上;
25、驱动装置,用于驱动传送链转动。
26、牵引座通过气缸驱动移动,用于调节牵引座的位置,便于适应不同直径的管道生产加工,通过驱动装置驱动安装在牵引座上的传送链转动,牵引块安装在传送链上,传送链转动时牵引块移动,管道上下两侧的牵引块将管道夹紧,使管道随牵引块移动。
27、进一步的,所述牵引块包括:
28、v型面,与管道外壁面适配;
29、安装槽,置于v型面中;
30、吸附件,安装在安装槽中,所述吸附件设置有伸缩结构;
31、通气开关,安装在牵引块上;
32、其中,所述吸附件设置有吸附腔,所述吸附腔与通气开关安装连接,所述吸附件设置有凸缘。
33、牵引块牵引管道时,通过吸附件与管道吸附,提高牵引块与管道之间的稳定性,使牵引块移动时不易与管道打滑,v型面与管道适配,吸附件安装在安装槽中,通过凸缘增加吸附件与管道之间的密封性,吸附件通过伸缩结构排出吸附腔内部的气体,实现将吸附件与管道吸附,吸附件内的空气进出通过通气开关进行控制,通通气开关控制吸附件与管道吸附作用的解除。
34、进一步的,所述伸缩结构包括:
35、波纹管;
36、安装环,安装于波纹管的波峰;
37、安装块,安装于波纹管的波谷;
38、连接杆,置于安装环与安装块之间;
39、其中,所述连接杆与安装环、安装块之间铰接。
40、通过波纹管实现吸附件的伸缩性能,通过安装环、安装块、连接杆控制伸缩结构仅能够沿轴线方向伸缩,连接杆设置有至少3个及以上,将安装环与第二安装安装连接,当吸附件与管道吸附时,伸缩结构的轴线与管道外边面垂直。
41、进一步的,所述通气开关包括:
42、开关座,设置有滑动部;
43、球关节座,与开关座适配,设置有与吸附腔连通的第一通孔;
44、按钮,置于牵引块上,且与开关座相抵;
45、第一弹簧,置于滑动部与牵引块之间;
46、第二弹簧,置于球关节座与凸缘之间;
47、单向阀板,置于开关座上;
48、其中,所述牵引块设置有与滑动部适配的滑槽,所述牵引座设置有与按钮适配的凸块,所述开关座设置有与第二通孔,所述第二通孔置于单向阀板的一侧。
49、凸块安装在牵引块刚将管道夹紧的一端,当牵引块移动到凸块位置时,凸块对按钮作用,将按钮向牵引块中按压,使开关座移动,开关座移动使伸缩结构压缩将吸附腔中的空气通过第一通孔、单向阀板排出,当按钮与凸块分离后开关座在第二弹簧的作用下使伸缩结构伸长,使吸附腔内的气压小于大气压,实现吸附件将管道吸附,当牵引块与管道分离时,吸附件通过球关节座与开关座之间发生转动,使第一通孔与第二通孔对应,解除吸附件与管道之间的吸附,通过滑动部、滑槽便于开关座的滑动,通过第一弹簧使吸附件向安装槽内伸缩。
50、本技术还提供了一种复合管道生产设备的生产工艺,包括以下工艺步骤:
51、s1,备料,包括聚乙烯颗粒、黑色母颗粒、镀铜钢丝;
52、s2,在第一挤出机中添加聚乙烯颗粒,经过将聚乙烯颗粒熔融挤出后通过内层模具,然后在第一真空定型箱中冷却成型得到白色的管道内层;
53、s3,通过牵引装置牵引管道内层移动,然后通过第一缠绕机将镀铜钢丝缠绕在管道内层上,通过第一加热装置通电,使电感线圈对镀铜钢丝加热,加热的镀铜钢丝与管道内层的外壁面相抵的位置粘接;
54、s4,然后通过第二缠绕机将镀铜钢丝缠绕在管道内层上,使两层镀铜钢丝缠绕成网状,通过第二加热装置通电,使电感线圈对镀铜钢丝加热,加热的镀铜钢丝在交错节点相互粘接;
55、s5,在第二挤出机中添加加聚乙烯颗粒和黑色母颗粒,经过熔融挤出后通过外层模具,然后在第二真空定型箱中冷却成型得到黑色的管道外层;
56、s6,经过冷却装置的冷却,切割装置切割成规定长度的复合管道。
57、本技术的有益效果是:
58、1、通过牵引装置对管道内层进行牵引移动,保证管道的移动速度,使第一缠绕机的缠绕均匀,通过第一缠绕机在管道内层的外表面上缠绕镀铜钢丝,使镀铜钢丝呈螺旋状缠绕,通过第二缠绕机将镀铜钢丝缠绕向管道内层的外壁面上,第二缠绕机的缠绕方向与第一缠绕机的缠绕方向相反,使两层镀铜钢丝呈现出网状结构。
59、2、牵引座通过气缸驱动移动,用于调节牵引座的位置,便于适应不同直径的管道生产加工,通过驱动装置驱动传送链转动,牵引块移动,通过吸附件与管道吸附,提高牵引块与管道之间的稳定性,使牵引块移动时不易与管道打滑。
60、3、通过波纹管实现吸附件的伸缩性能,通过安装环、安装块、连接杆控制伸缩结构仅能够沿轴线方向伸缩,当吸附件与管道吸附时,伸缩结构的轴线与管道外边面垂直。
61、4、通凸块作用在按钮上后又与按钮负离,将吸附腔中的空气通过第一通孔、单向阀板排出,使吸附腔内的气压小于大气压,实现吸附件将管道吸附,当牵引块与管道分离时,吸附件通过球关节座与开关座之间发生转动,使第一通孔与第二通孔对应,解除吸附件与管道之间的吸附。
- 还没有人留言评论。精彩留言会获得点赞!