一种双色注塑产品的制造方法、双色产品及模具与流程
本发明涉及注塑,特别是涉及一种双色注塑产品的制造方法、双色产品及模具。
背景技术:
1、现有的双色注塑产品,通常是在注塑完成的第一啤的表面再注塑第二啤,当第一啤包含封闭字符时,第二啤的胶液难以流动填充封闭字符的内部镂空处,第一啤的封闭字符会直接保留中心的空洞结构,导致产品结构不严密、视觉观感差。
技术实现思路
1、本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明第一方面提出一种双色注塑产品的制造方法,能够使第二啤的胶液流动填充封闭字符的内部,有效提高双色注塑产品结构的严密性及外形美观度。
2、本发明第二方面还提出一种使用上述双色注塑产品的制造方法制造的双色产品。
3、本发明第三方面还提出一种用于上述双色注塑产品的制造方法的模具。
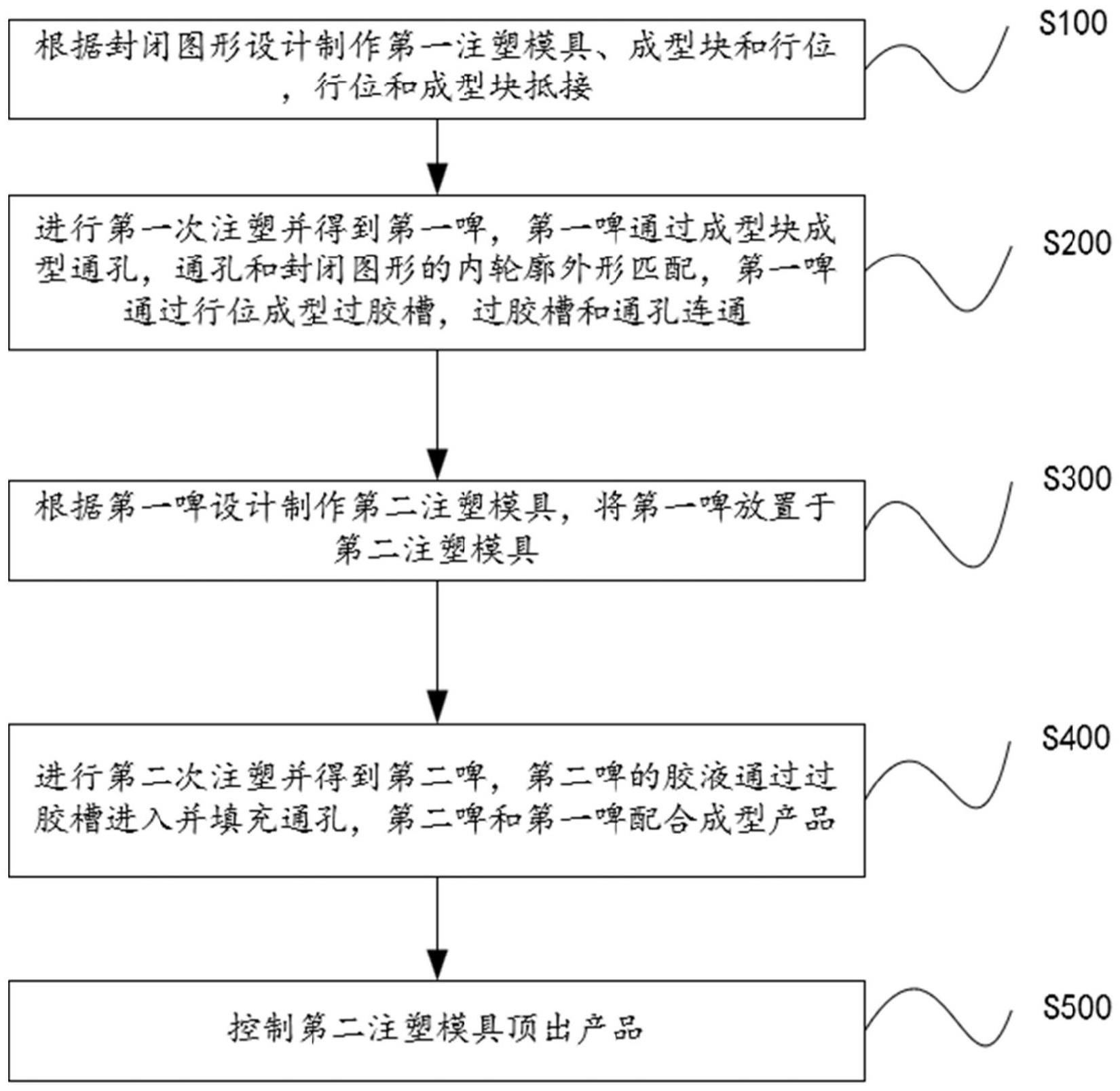
4、根据本发明第一方面实施例的一种双色注塑产品的制造方法,包括如下步骤:根据封闭图形设计制作第一注塑模具、成型块和行位,所述行位和所述成型块抵接;进行第一次注塑并得到第一啤,所述第一啤通过所述成型块成型通孔,所述通孔和封闭图形的内轮廓外形匹配,所述第一啤通过所述行位成型过胶槽,所述过胶槽和所述通孔连通;根据所述第一啤设计制作第二注塑模具,将所述第一啤放置于所述第二注塑模具;进行第二次注塑并得到第二啤,所述第二啤的胶液通过所述过胶槽进入并填充所述通孔,所述第二啤和所述第一啤配合成型产品;控制所述第二注塑模具顶出产品。
5、根据本发明实施例的一种双色注塑产品的制造方法,至少具有如下有益效果:在注塑产品前,根据产品的封闭图形,可以在模具中设计成型块和行位,从而在第一注塑得到的第一啤上,成型出大致的封闭图形,并且封闭图形的内轮廓为通孔,通孔通过过胶槽和外部连通,接着进行第二次注塑,第二次注塑的胶液通过所述过胶槽进入并填充所述通孔,使得第二次注塑的第二啤存在部分结构填充第一啤的封闭图形内轮廓,在提高第一啤和第二啤结合度,提高产品结构严密性的同时,使封闭图形的内外呈不同颜色,封闭图形更加清晰美观,有效提高双色注塑产品的外形美观度。
6、根据本发明的一些实施例,所述根据封闭图形设计制作第一注塑模具、成型块和行位的步骤,包括:准备定模和第一动模,根据封闭图形的外轮廓在所述第一动模上设置第一凹槽,根据封闭图形的内轮廓在所述第一凹槽内设置所述成型块;根据所述成型块设计制作行位。
7、根据本发明的一些实施例,所述根据所述成型块设计制作行位的步骤,包括:在所述第一动模上安装斜顶,所述斜顶和所述第一动模滑动配合;在所述斜顶上安装所述行位,所述行位朝所述第一凹槽延伸设置并位于所述成型块下方,所述第一动模和所述定模合模时,所述行位的端部和所述成型块抵接,所述第一动模和所述定模开模时,所述斜顶驱动所述行位脱离所述过胶槽。
8、根据本发明的一些实施例,所述根据所述第一啤设计制作第二注塑模具的步骤,包括:准备第二动模,根据所述第一啤的外轮廓在所述第二动模上设置第二凹槽;根据所述第一啤的顶面轮廓在所述第二凹槽内设置图形块,所述图形块、所述第一啤和所述第二凹槽的槽壁之间形成第二型腔,所述第二型腔用于成型所述第二啤,所述第二啤通过所述图形块成型图形孔,所述图形孔和封闭图形外形匹配并位于所述第一啤上方。
9、根据本发明的一些实施例,所述行位的端部设有圆角。
10、根据本发明第二方面实施例的双色产品,包括上述实施例所述的双色注塑产品的制造方法制成的第一啤和第二啤。
11、根据本发明的一些实施例,所述第一啤设有过胶槽,所述第一啤设有图形凸出,所述图形凸出设有通孔,所述通孔位于所述过胶槽上方并与所述过胶槽连通,所述第二啤设有填充部,所述过胶槽和所述填充部卡接配合,所述填充部设有中心部,所述中心部和所述通孔卡接配合。
12、根据本发明的一些实施例,所述第二啤设有翻边部,所述翻边部围绕所述图形凸出设置。
13、根据本发明的一些实施例,所述第一啤设有第一注胶口,所述第二啤设有第二注胶口,所述第一注胶口和所述第二注胶口共面。
14、根据本发明第三方面实施例的模具,用于如上述实施例所述的双色注塑产品的制造方法。
15、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:
1.一种双色注塑产品的制造方法,其特征在于,包括:
2.根据权利要求1所述的双色注塑产品的制造方法,其特征在于,所述根据封闭图形设计制作第一注塑模具、成型块和行位的步骤,包括:
3.根据权利要求2所述的双色注塑产品的制造方法,其特征在于,所述根据所述成型块设计制作行位的步骤,包括:
4.根据权利要求3所述的双色注塑产品的制造方法,其特征在于,所述根据所述第一啤设计制作第二注塑模具的步骤,包括:
5.根据权利要求3所述的双色注塑产品的制造方法,其特征在于,所述行位的端部设有圆角。
6.一种双色产品,其特征在于,包括采用如权利要求1至5任一项所述的双色注塑产品的制造方法制成的第一啤和第二啤。
7.根据权利要求6所述的一种双色产品,其特征在于,所述第一啤设有过胶槽,所述第一啤设有图形凸出,所述图形凸出设有通孔,所述通孔位于所述过胶槽上方并与所述过胶槽连通,所述第二啤设有填充部,所述过胶槽和所述填充部卡接配合,所述填充部设有中心部,所述中心部和所述通孔卡接配合。
8.根据权利要求6所述的一种双色产品,其特征在于,所述第二啤设有翻边部,所述翻边部围绕所述图形凸出设置。
9.根据权利要求6所述的一种双色产品,其特征在于,所述第一啤设有第一注胶口,所述第二啤设有第二注胶口,所述第一注胶口和所述第二注胶口共面。
10.一种模具,其特征在于,用于如权利要求1至5任一项所述的双色注塑产品的制造方法。
技术总结
本发明公开了一种双色注塑产品的制造方法、双色产品及模具,其中,制造方法包括如下步骤:根据封闭图形设计制作第一注塑模具、成型块和行位,行位和成型块抵接;进行第一次注塑并得到第一啤,第一啤通过成型块成型通孔,通孔和封闭图形的内轮廓外形匹配,第一啤通过行位成型过胶槽,过胶槽和通孔连通;根据第一啤设计制作第二注塑模具,将第一啤放置于第二注塑模具;进行第二次注塑并得到第二啤,第二啤的胶液通过过胶槽进入并填充通孔,第二啤和第一啤配合成型产品;控制第二注塑模具顶出产品。本方法可以在提高产品结构严密性的同时,提高双色注塑产品的外形美观度。
技术研发人员:赖燕娜,董熠武,周丽环,黄惠宁,江章艺
受保护的技术使用者:精英模具(珠海)有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!