一种塑料零件的拉铆紧固工艺的制作方法
本发明涉及铆钉,具体为一种塑料零件的拉铆紧固工艺。
背景技术:
1、框架式塑料零件在汽车零部件里存在较多。用金属镶件与框架塑料零件的集合即能提升塑料零件关键部位的强度。也就说在中大型汽车零部件里,在确保车辆的强度前提下,通常通过部分的以塑代钢实现轻量化,达到节省成本的效果。至于塑料与金属镶件结合的部位,则通过热压或者冷拉铆的工艺实现。
2、然而,现有冷拉铆工艺通过电钻配上螺纹头,先钻入拉铆螺母内,然后启动电钻回钻带动螺纹头回退进而带动拉铆螺母压缩铆钉;也就是在此过程中,拉铆螺母需一个个放入塑料零件铆钉孔内,接着将螺纹头旋入到拉铆螺母里,再启动电钻回钻以此实现拉铆。其在流水线生产中容易使工作人员手臂承受高强度运动,且整体效率有待提高。
技术实现思路
1、为了克服现有技术中的缺陷,本发明的目的在于提供一种塑料零件的拉铆紧固工艺,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供一种塑料零件的拉铆紧固工艺,包括以下步骤:
3、s1、先根据塑料零件的尺寸确定放置在工作台上的空间位置;
4、s2、然后旋转调点组中的转柄控制调位件带动若干调位杆或靠拢或远离,而带动若干调点盘在工作台上调整距离以支托塑料零件;
5、s3、接着单独旋转调点盘使其穿孔转至塑料零件的待铆钉孔处,并将拉铆螺母套在拉杆顶部;
6、s4、再放上塑料零件使得铆钉孔套在拉铆螺母的外部;
7、s5、接着启动若干伺服电机驱动与其相对应的联动套旋转一圈停下,在此过程中,顶杆先被上顶而撑开拉杆顶部,进而卡入拉铆螺母的螺纹槽内,接着拉杆被下压而带动拉铆螺母中部压缩,进而将镶件铆钉在塑料零件上;
8、s6、同时拉杆顺着顶杆两侧继续下滑而弹缩靠拢,进而脱离拉铆螺母,此时则可取走塑料零件;
9、s7、待联动套旋转一圈复位后,拉杆和顶杆分别在弹簧和拉簧回弹下复位,而穿出穿孔,即可继续放置下一个塑料零件并按上述步骤进行重复操作铆钉;
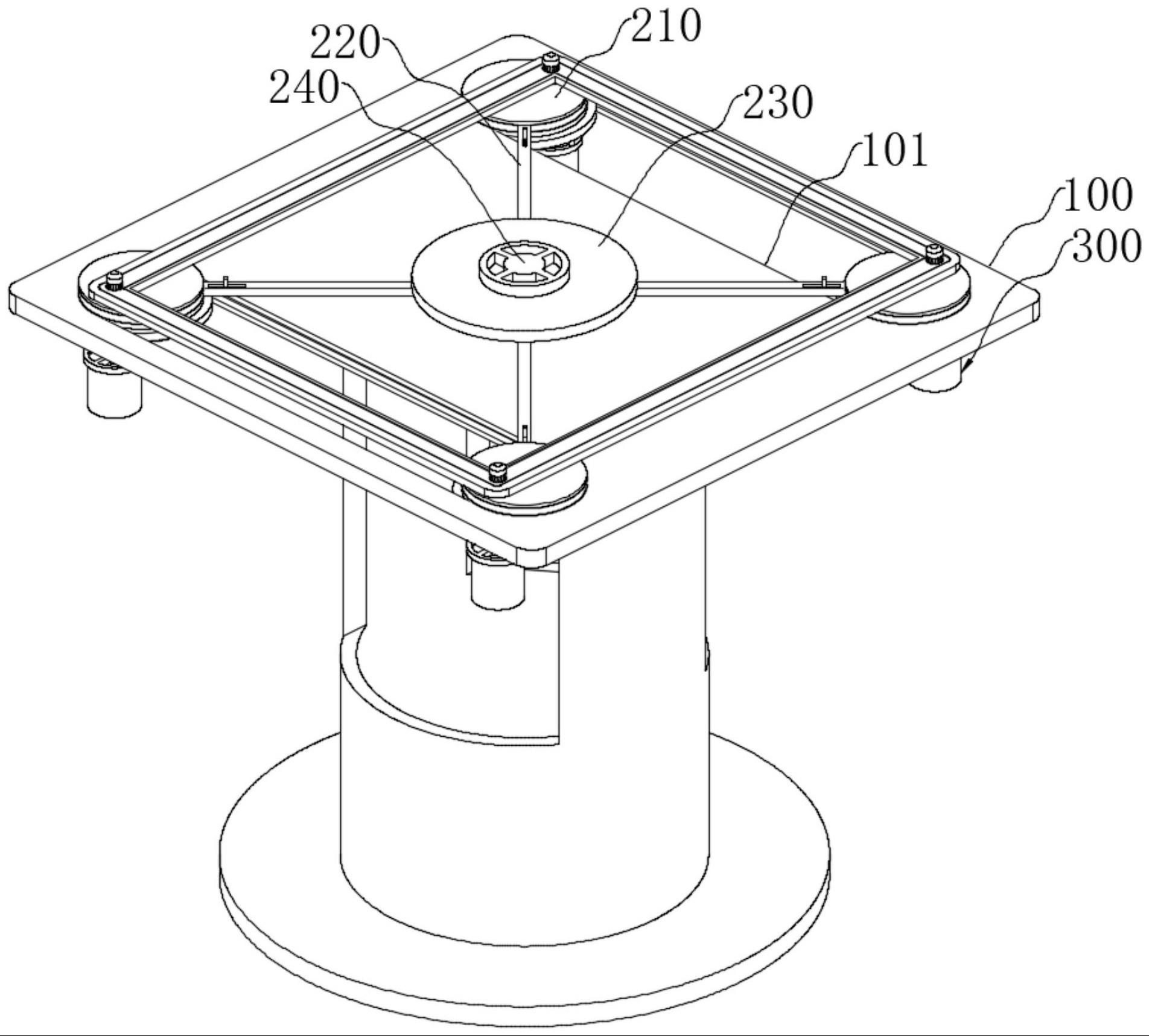
10、还包括呈方形的工作台、嵌设于工作台顶面内的调点组以及悬置于工作台下方的若干拉铆组,所述调点组包括若干嵌设于工作台顶面内的调点盘、用于套拉调点盘的调位杆、与若干调位杆滑动连接的调位件以及贯穿调位件并与工作台螺纹连接的转柄;
11、所述调点盘的顶面且靠近边缘处开设有穿孔,所述拉铆组包括与穿孔插接并呈u型的拉杆、设置于拉杆内腔的顶杆、与穿孔内壁套接的联动套以及与联动套底部同轴连接的伺服电机,所述顶杆的底部嵌设有与拉杆内腔底面粘接的拉簧,所述拉杆的底部设置有弹簧。
12、作为本技术方案的进一步改进,所述工作台的顶面前后边缘处呈对称开设有调位槽,所述调位槽的内壁开设有一圈相连通的滑槽,所述调点盘与调位槽滑动连接,所述调点盘呈圆形块且其外侧面开设有上下两层的环形槽,其中下层的环形槽内卡接有限位环,所述限位环与滑槽卡接并可滑动。
13、作为本技术方案的进一步改进,所述调位杆的一端设置有与位于上层的环形槽套接的拉环,位于上层的环形槽内侧面等间距开设有若干齿形槽,所述调位杆靠近拉环的一端内贯穿有弹销,所述弹销与每相邻两个齿形槽卡接配合。
14、作为本技术方案的进一步改进,所述弹销由直销、直销一端粘接的压簧以及嵌入直销顶面的销钉组成,其中销钉贯穿调位杆顶面,且调位杆顶面开设有与销钉卡接的长槽。
15、作为本技术方案的进一步改进,所述工作台的顶面中心开设有与转柄插接的通孔,且工作台底面焊接有与通孔同轴设置的螺纹套,所述转柄的外侧设有螺纹且与螺纹套螺纹连接。
16、作为本技术方案的进一步改进,所述调位件与转柄顶端焊接的柱销插接,所述调位件的底面开设有呈十字形空腔结构的导向槽,且靠近中心的夹角大于90度,所述调位杆的另一端顶面嵌设有与导向槽插接的柱体。
17、作为本技术方案的进一步改进,所述转柄的底部套设有限位簧,所述限位簧的内外径与螺纹套的内外径相匹配。
18、作为本技术方案的进一步改进,所述穿孔的内部紧密套接有隔套,所述隔套由圆环和圆筒整体构成,且圆筒外径小于圆环外径,所述隔套的圆环外径与穿孔内径相匹配,所述隔套的圆筒与拉杆套接,所述圆筒的上半段径向对称开设有限位槽,所述顶杆的底端两侧对称设有与限位槽卡接的筋条。
19、作为本技术方案的进一步改进,所述顶杆的一对筋条外端设有封闭环且封闭环的底面侧边设有呈弧形的顶压台,所述拉杆的底端设有圆块且圆块顶面侧边设有呈弧形的导压台,所述联动套的中部内侧壁嵌设有呈横向错位的联动块,联动块在联动套旋转时,其上下端先后与顶压台和导压台滑动连接。
20、作为本技术方案的进一步改进,所述顶杆的顶部呈倒梯形,所述拉杆的顶端设有呈向内倾压头,所述拉杆的内腔且位于压头的下方开设有与顶杆顶部卡接的卡槽,所述压头的外侧面设有螺纹,且螺纹在压头被顶杆上移撑直时与拉铆螺母内螺纹卡接。
21、与现有技术相比,本发明的有益效果:
22、1、该塑料零件的拉铆紧固工艺,通过在工作台下方设置的拉铆组,利用联动套逆时针旋转一圈带动其内壁的联动块上下端先后与顶压台和导压台滑动连接,从而控制顶杆先被上顶而撑开拉杆顶部,使得压头呈竖直,进而其外侧螺纹卡入拉铆螺母的螺纹槽内,接着拉杆被下压而带动拉铆螺母中部压缩,进而将镶件铆钉在塑料零件上;随着联动块的下端滑至导压台的顶面时,压头已滑至顶杆顶部下方的窄段,压头依次完成扩展与拉铆螺母卡接、带动拉铆螺母下压变形和收缩与拉铆螺母脱离,都是在联动套旋转一圈过程中完成,实现了塑料零件和镶件被铆钉且直接取走的工艺。
23、2、该塑料零件的拉铆紧固工艺,通过在工作台上设置的调点组,利用转柄旋转带动若干调点盘调整间距,利用旋转调点盘微调对应塑料零件的铆钉孔,调点盘的位置可调整后自动定位,保证同批塑料零件定位放置铆钉。
技术特征:
1.一种塑料零件的拉铆紧固工艺,其特征在于:包括以下步骤:
2.根据权利要求1所述的塑料零件的拉铆紧固工艺,其特征在于:所述工作台(100)的顶面前后边缘处呈对称开设有调位槽(101),所述调位槽(101)的内壁开设有一圈相连通的滑槽(102),所述调点盘(210)与调位槽(101)滑动连接,所述调点盘(210)呈圆形块且其外侧面开设有上下两层的环形槽,其中下层的环形槽内卡接有限位环(212),所述限位环(212)与滑槽(102)卡接并可滑动。
3.根据权利要求2所述的塑料零件的拉铆紧固工艺,其特征在于:所述调位杆(220)的一端设置有与位于上层的环形槽套接的拉环(221),位于上层的环形槽内侧面等间距开设有若干齿形槽(211),所述调位杆(220)靠近拉环(221)的一端内贯穿有弹销(222),所述弹销(222)与每相邻两个齿形槽(211)卡接配合。
4.根据权利要求3所述的塑料零件的拉铆紧固工艺,其特征在于:所述弹销(222)由直销、直销一端粘接的压簧以及嵌入直销顶面的销钉组成,其中销钉贯穿调位杆(220)顶面,且调位杆(220)顶面开设有与销钉卡接的长槽。
5.根据权利要求1所述的塑料零件的拉铆紧固工艺,其特征在于:所述工作台(100)的顶面中心开设有与转柄(240)插接的通孔,且工作台(100)底面焊接有与通孔同轴设置的螺纹套(103),所述转柄(240)的外侧设有螺纹且与螺纹套(103)螺纹连接。
6.根据权利要求5所述的塑料零件的拉铆紧固工艺,其特征在于:所述调位件(230)与转柄(240)顶端焊接的柱销插接,所述调位件(230)的底面开设有呈十字形空腔结构的导向槽(231),且靠近中心的夹角大于90度,所述调位杆(220)的另一端顶面嵌设有与导向槽(231)插接的柱体。
7.根据权利要求6所述的塑料零件的拉铆紧固工艺,其特征在于:所述转柄(240)的底部套设有限位簧(241),所述限位簧(241)的内外径与螺纹套(103)的内外径相匹配。
8.根据权利要求1所述的塑料零件的拉铆紧固工艺,其特征在于:所述穿孔(213)的内部紧密套接有隔套(214),所述隔套(214)由圆环和圆筒整体构成,且圆筒外径小于圆环外径,所述隔套(214)的圆环外径与穿孔(213)内径相匹配,所述隔套(214)的圆筒与拉杆(310)套接,所述圆筒的上半段径向对称开设有限位槽(2141),所述顶杆(320)的底端两侧对称设有与限位槽(2141)卡接的筋条。
9.根据权利要求8所述的塑料零件的拉铆紧固工艺,其特征在于:所述顶杆(320)的一对筋条外端设有封闭环且封闭环的底面侧边设有呈弧形的顶压台(321),所述拉杆(310)的底端设有圆块且圆块顶面侧边设有呈弧形的导压台(313),所述联动套(330)的中部内侧壁嵌设有呈横向错位的联动块(331),联动块(331)在联动套(330)旋转时,其上下端先后与顶压台(321)和导压台(313)滑动连接。
10.根据权利要求9所述的塑料零件的拉铆紧固工艺,其特征在于:所述顶杆(320)的顶部呈倒梯形,所述拉杆(310)的顶端设有呈向内倾压头(311),所述拉杆(310)的内腔且位于压头(311)的下方开设有与顶杆(320)顶部卡接的卡槽(312),所述压头(311)的外侧面设有螺纹,且螺纹在压头(311)被顶杆(320)上移撑直时与拉铆螺母内螺纹卡接。
技术总结
本发明涉及铆钉技术领域,具体为一种塑料零件的拉铆紧固工艺,包括利用联动套逆时针旋转一圈带动其内壁的联动块上下端先后与顶压台和导压台滑动连接,从而控制顶杆先被上顶而撑开拉杆顶部,使得压头呈竖直,进而其外侧螺纹卡入拉铆螺母的螺纹槽内,接着拉杆被下压而带动拉铆螺母中部压缩,进而将镶件铆钉在塑料零件上;随着联动块的下端滑至导压台的顶面时,压头已滑至顶杆顶部下方的窄段,压头依次完成扩展与拉铆螺母卡接、带动拉铆螺母下压变形和收缩与拉铆螺母脱离,都是在联动套旋转一圈过程中完成,实现了塑料零件和镶件被铆钉且直接取走的工艺。
技术研发人员:刘水彦,彭剑飞,叶超飞
受保护的技术使用者:广州海天汽车配件有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!