一种用于注塑机的半自动抽哥控制方法与流程
本发明涉及一种用于注塑机的半自动抽哥控制方法。
背景技术:
1、在两板注塑机的行业生产中,对于产品不同,需要用不同的模具进行注塑生产。注塑机的换模通常是从注塑机上方由行车挂着链条,并将链条的另一端挂着模具吊环,行车慢速垂直上升使链条拉直,使用工具拆除螺栓,慢速开锁模板,从而将模具吊离机台;注塑机的装模通常是行车用链条挂着模具的吊环,将模具从注塑机上方缓缓吊落在螺栓孔处,同时慢速合模锁紧,并用工具打紧螺栓固定模具。但是,在锁模力大的两板式注塑机中,由于机器机型大,使其模具体积大,存在生产车间/厂房高度不够、行车安装位置较低等不能够满足在注塑机上方换模的条件,不利于应用于生产空间有限的生产车间。
2、另外,对于需要经常生产不同产品的客户,在生产中需要经常更换模具,可能会存在能够在换模时实现侧面上模的哥林柱结构,但是,在传统的抽哥控制过程中,通常需要较为繁琐的抽哥动作,对操作人员的技术性要求较高,而且不利于提高生产效率。此外,进哥和抽哥过程中,需要控制不同的部件动作,若动作衔接不到位,一方面可能会浪费不必要的时间,另一方面甚至会影响抽哥动作或者进哥动作的完成以及存在安全隐患。
技术实现思路
1、本发明克服了上述技术的不足,提供了一种用于注塑机的半自动抽哥控制方法。
2、为实现上述目的,本实发明采用了下列技术方案:
3、一种用于注塑机的半自动抽哥控制方法,所述方法包括以下步骤:
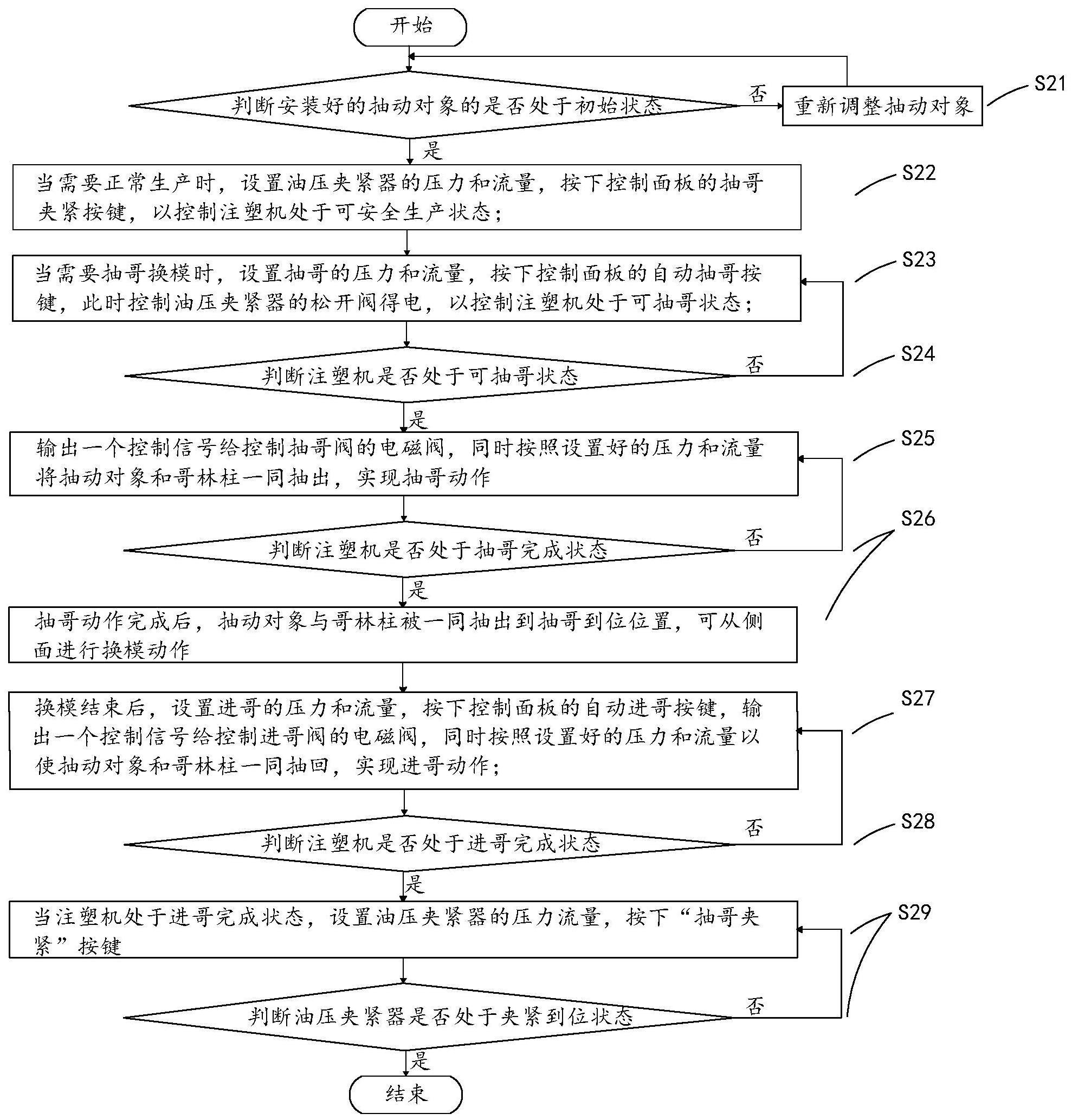
4、s21、判断安装好的抽动对象是否处于初始状态,若是,则证明抽动对象已安装到位,此时处于进哥到位位置;若否,重新调整抽动对象,以保证抽动对象处于安全可调试状态;
5、s22、当需要正常生产时,设置液压夹紧器的压力和流量,按下控制面板的抽哥夹紧按键,以控制注塑机处于可安全生产状态;
6、s23、当需要抽哥换模时,设置抽哥的压力和流量,按下控制面板的自动抽哥按键,此时控制液压夹紧器的松开阀得电,以控制注塑机处于可抽哥状态;
7、s24、判断注塑机是否处于可抽哥状态,若是,则进行下一步骤,若否,重复步骤s23;
8、s25、若满足可抽哥状态,输出一个控制信号给控制抽哥阀的电磁阀,同时按照设置好的压力和流量将抽动对象和哥林柱一同抽出,实现抽哥动作;
9、s26、判断注塑机是否处于抽哥完成状态,若是,则证明抽哥动作完成可进行换模动作;若否,重复步骤s25;当抽哥动作完成后,此时抽动对象与哥林柱被一同抽出到抽哥到位位置,可从侧面进行换模动作;
10、s27、换模结束后,设置进哥的压力和流量,按下控制面板的自动进哥按键,输出一个控制信号给控制进哥阀的电磁阀,同时按照设置好的压力和流量以使抽动对象和哥林柱一同抽回,实现进哥动作;
11、s28、判断注塑机是否处于进哥完成状态,若是,则进行下一步骤,若否,重复步骤s27;
12、s29、当注塑机处于进哥完成状态,设置液压夹紧器的压力流量,按下“抽哥夹紧”按键,判断液压夹紧器是否处于夹紧到位状态,若夹紧到位,抽哥夹紧自动结束,反之重新按下“抽哥夹紧”按键。
13、作为一种可选的实施方式,在步骤s21之前还包括以下步骤:
14、s11、确定注塑机中的抽动对象,并设置进哥到位位置和抽哥到位位置;
15、s12、分别在进哥到位位置和抽哥到位位置安装传感器,以通过传感器检测得到抽动对象的进哥到位信号和抽哥到位信号;
16、s13、在抽动对象两侧的设置有能够夹紧和松开的液压夹紧器,在两个所述液压夹紧器上分别设有位置检测传感器,以通过位置传感器检测得到抽动对象的夹紧到位信号和松开到位信号;在控制夹紧和松开的油路中安装用于检测夹紧时的油压的压力传感器。
17、作为一种可选的实施方式,所述抽动对象为设置在注塑机后门上方侧的高压缸,所述高压缸与哥林柱连接,哥林柱在进哥安装到位时与安装在柱架的定板紧贴,并以此为进哥到位位置;所述抽哥到位位置为将整个高压缸抽出到不阻碍模具从侧面上下模时的位置。
18、作为一种可选的实施方式,所述初始状态为抽哥到位无信号,进哥到位有信号,夹紧到位无信号,松开到位得电。
19、作为一种可选的实施方式,所述可安全生产状态为夹紧到位有信号,松开到位无信号。
20、作为一种可选的实施方式,所述可抽哥状态为压力传感器检测值为0bar,夹紧到位失去信号,松开到位得到信号;所述抽哥完成状态为进哥到位失去信号,在抽动对象抽出到抽哥到位位置时抽哥到位有信号,此时抽哥阀的电磁阀停止输出。
21、作为一种可选的实施方式,所述进哥完成状态为抽哥到位失去信号,在抽动对象抽入到进哥到位位置时进哥到位有信号,此时进哥阀的电磁阀停止输出;所述液压夹紧器的夹紧到位状态为压力传感器检测值达到夹紧设定值,夹紧到位有信号,松开到位失去信号。
22、作为一种可选的实施方式,在注塑机处于可安全生产状态下,步骤s23至步骤s29为一个闭环循环控制的控制过程。
23、作为一种可选的实施方式,步骤s23所述的设置好抽哥的压力和流量包括:将自动抽哥的压力设置为65bar、流量设置为8%;步骤s27所述的按照设置好的压力和流量包括:将自动进哥的压力设置为65bar、流量设置为8%。
24、作为一种可选的实施方式,步骤s29之后,还包括以下步骤:
25、利用模拟注塑机的仿真控制模拟软件对抽哥动作进行多次仿真模拟调试,以确保半自动控制方法的可行性。
26、与现有技术相比,本发明的有益效果是:
27、1、本案半自动控制方法通过松开动作、抽哥动作、进哥动作、夹紧动作以及人工按键对注塑机的抽哥进行半自动控制,通过该半自动控制方法能够使模具可从注塑机后门进行侧面下模和上模,能够应用在高度有限的生产厂房,换模方便。通过自动化的程序和人手之间的配合,能够在保证动作间的衔接性,提高换模效率,同时半自动控制的过程中其安全性和稳定性高。通过传感器检测每一个状态的实际状况,保证控制的准确性,防止在动作未准备好的状态下已实施下一步动作;同时能够根据抽动对象的实时状态及时反应给注塑机的控制器,提高抽哥控制的反应效率。此外,工作人员只需按下按键和输入一次较少的数据,之后可沿用之前设定的数据,可节省操作人员的操作时间和降低操作人员操作难度。
28、2、本案利用模拟注塑机的仿真控制模拟软件对抽哥动作进行多次模拟调试,以确保半自动控制方法的可行性。能够提高半自动控制方法的可靠度。而且无需实际进行多次调试,减少调试导致的资源浪费;还能够在调试稳定后再正式投入生产使用,保证其控制方法的准确性。
29、3、在本发明步骤s23所述的设置特定的抽哥的压力和流量,以及步骤s27所述的设置特定的进哥的压力和流量包,所述特定的压力为65bar、特定的流量为8%,以便于能够保证效率的同时平稳安全完成动作。
技术特征:
1.一种用于注塑机的半自动抽哥控制方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种用于注塑机的半自动抽哥控制方法,其特征在于,在步骤s21之前还包括以下步骤:
3.根据权利要求2所述的一种用于注塑机的半自动抽哥控制方法,其特征在于,所述抽动对象为设置在注塑机后门上方侧的高压缸,哥林柱在进哥安装到位时与安装在柱架的定板紧贴,并以此为进哥到位位置;所述抽哥到位位置为将整个高压缸抽出到不阻碍模具从侧面上下模时的位置。
4.根据权利要求1或2所述的一种用于注塑机的半自动抽哥控制方法,其特征在于,所述初始状态为抽哥到位无信号,进哥到位有信号,夹紧到位无信号,松开到位得电。
5.根据权利要求2所述的一种用于注塑机的半自动抽哥控制方法,其特征在于,所述可安全生产状态为夹紧到位有信号,松开到位无信号。
6.根据权利要求2所述的一种用于注塑机的半自动抽哥控制方法,其特征在于,所述可抽哥状态为压力传感器检测值为0bar,夹紧到位失去信号,松开到位得到信号;所述抽哥完成状态为进哥到位失去信号,在抽动对象抽出到抽哥到位位置时抽哥到位有信号,此时抽哥阀的电磁阀停止输出。
7.根据权利要求2所述的一种用于注塑机的半自动抽哥控制方法,其特征在于,所述进哥完成状态为抽哥到位失去信号,在抽动对象抽入到进哥到位位置时进哥到位有信号,此时进哥阀的电磁阀停止输出;所述液压夹紧器的夹紧到位状态为压力传感器检测值达到夹紧设定值,夹紧到位有信号,松开到位失去信号。
8.根据权利要求2所述的一种用于注塑机的半自动抽哥控制方法,其特征在于,在注塑机处于可安全生产状态下,步骤s23至步骤s29为一个闭环循环控制的控制过程。
9.根据权利要求1所述的一种用于注塑机的半自动抽哥控制方法,其特征在于,步骤s23所述的设置好抽哥的压力和流量包括:将自动抽哥的压力设置为65bar、流量设置为8%;步骤s27所述的设置进哥的压力和流量包括:将自动进哥的压力设置为65bar、流量设置为8%。
10.根据权利要求2所述的一种用于注塑机的半自动抽哥控制方法,其特征在于,在步骤s29之后,还包括以下步骤:
技术总结
本发明公开了一种用于注塑机的半自动抽哥控制方法,通过松开动作、抽哥动作、进哥动作、夹紧动作以及人工按键对注塑机的抽哥进行半自动控制,能够使模具可从注塑机后门进行侧面下模和上模,能够应用在高度有限的生产厂房,换模方便。通过自动化的程序和人手之间的配合,能够在保证动作间的衔接性,提高换模效率,可提高半自动控制的过程中的安全性和稳定性。通过传感器检测每一个状态的实际状况,保证控制的准确性,防止在动作未准备好的状态下已实施下一步动作;能够根据抽动对象的实时状态及时反应给注塑机的控制器,提高抽哥控制的反应效率。只需按下按键和输入一次较少的数据即可进行操控,节省操作人员的操作时间和降低操作人员操作难度。
技术研发人员:黄拓,谢于锰,张绍仲,梁彬,周胜武,黄贺良
受保护的技术使用者:广东力劲塑机智造股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!