一种LVT地板生产工艺的制作方法
本发明涉及板材,具体涉及一种lvt地板生产工艺。
背景技术:
1、lvt地板是一种具有高弹性并且质地较软的塑胶地板,具有良好的防火及抗冲击性能。现有压机复合lvt地板生产线:将原料混合搅拌并置于密炼机加热搅拌至110-130℃,然后于滚轮中继续搅拌,出料,冷却后成型得中间体-中料和底料,将底料-中料依次与彩膜和耐磨层再采用锅炉加热产生蒸汽进行长时间的模压而成。为了出产量,需要几台甚至几十台压机压制,这种lvt地板生产线的自动化程度低,设备投入大,占用厂地多,设备投资成本高,用电用气能耗高,生产成本高,人工多,劳动强度大,生产环境差污染大,产能低下效率低下、生产不连续性,周期长、操作复杂等问题。
技术实现思路
1、本发明的目的是克服现有技术的缺陷,提供一种lvt地板生产工艺。
2、实现本发明目的的技术方案是:一种lvt地板生产工艺,具有以下工艺步骤:
3、步骤一,配料,按配比混合好以下物料:pvc树脂粉、石粉、增塑剂、炭黑、稳定剂;
4、步骤二,pvc在线挤出,将混合好的物料放入挤出机挤出,然后进入模具成型;
5、步骤三,uv涂层和退火,将成型的地板正面使用辊筒进行压纹涂层处理,并使用uv灯固化,然后退火;
6、步骤四,涂布,对正面uv压纹后的地板的背面使用15-20g的油漆进行涂布;
7、步骤五,切割,涂布好的地板进行切割,去毛刺后包装。
8、上述技术方案所述配料具有以下质量的组分:
9、pvc树脂粉50-75kg、石粉200-250kg、增塑剂20-30kg、炭黑0.2-0.5kg、稳定剂2.0-3.0kg。
10、上述技术方案所述配料还包括0.2-0.5kg的内润滑剂和0.2-0.5kg的外润滑剂,所述内润滑剂为g60,所述外润滑剂为pe蜡。
11、上述技术方案所述增塑剂为苯二甲酸二辛酯和/或氯化聚乙烯。
12、上述技术方案所述配料具有以下质量的组分:回料100-200kg。
13、上述技术方案步骤一中,所述物料的混合温度为120℃,
14、步骤二中,所述挤出机的机筒放料温度为50℃;
15、步骤二中,所述模具成型使用模温机,所述模温机温度设置160-170℃,料筒温度160-190℃。
16、上述技术方案所述挤出机各区的温度如下:一区170-190℃、二区170-190℃、三区170-190℃、四区160-180℃、五区160-180℃、六区155-175℃、合流芯150-170℃。
17、上述技术方案所述模具的温度如下:模一160-180℃、模二160-180℃、模三170-190℃、模四170-190℃、模五160-180℃。
18、上述技术方案步骤三中,所述辊筒的转速如下:辊一1100rpm、辊二1100rpm、辊三950rpm、辊四1000rpm、辊五1200rpm;
19、所述辊筒的温度如下:辊一130-150℃、辊二140-160℃、辊三140-160℃、辊四140-160℃、辊五140-160℃。
20、上述技术方案步骤三中,所述辊筒对压纹的密集部分要比压纹的疏松部分浅10-15丝。
21、采用上述技术方案后,本发明具有以下积极的效果:
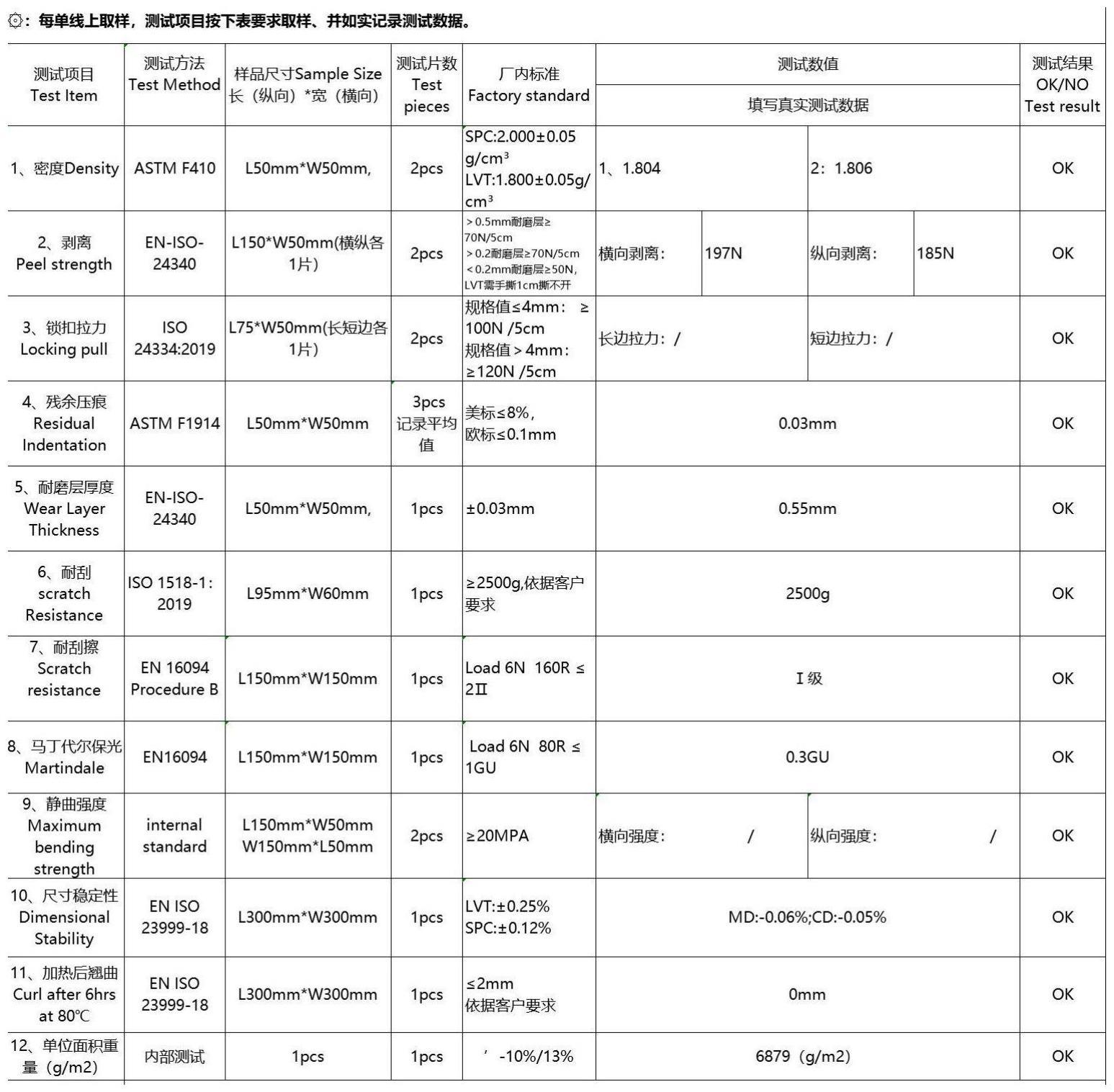
22、(1)本发明通过工艺的调整测试,在uv涂层工序上进行了创新,在正面uv后,在其背面使用15-20g的油漆单道涂布,解决产品在常温和高温至80℃的尺寸收缩和产品翘曲问题。节省了大量的设备投入,以简单有效的工艺方案达到产品质量要求,生产出来的lvt地板经平整度检测、耐化学试剂测试、重金属检测、收缩翘曲检测等多项性能测试均合格。
23、(2)本发明配料中pvc树脂粉为环保无毒、无臭的可再生资源,能确保lvt地板整体的环保效果和良好的可塑性,石粉能增加整体的不透明度,以及提高整体的柔韧性,炭黑能确保lvt地板具有稳定的耐热、耐光效果,提高lvt地板的质量,由于pvc树脂粉本身为硬质的物料,因此塑化剂的加入可使lvt地板具有柔软、易于弯曲、折叠、弹性佳的性质而易于塑形的优点。
24、(3)本发明模温机温度设置160-170℃,料筒温度160-190℃,出料口模具5个区间的温度设置在160-180℃,切合流芯温度在160-170℃。主机转速可做到450-550rpm,为了确保纹路深度符合客户要求,我们调整了各辊筒之间的速比,对辊筒温度也设置在150-170℃,其中预热辊温度在130-160℃控制,更好的使耐磨层达到有效的预热效果。
25、(4)本发明辊筒对压纹的密集部分要比压纹的疏松部分浅10-15丝,整体纹路保持一致,既控制了背面压纹印,同时也避免了uv时油漆上不到,密集纹路处有亮丝的问题。
技术特征:
1.一种lvt地板生产工艺,其特征在于,具有以下工艺步骤:
2.根据权利要求1所述的一种lvt地板生产工艺,其特征在于,所述配料具有以下质量的组分:
3.根据权利要求1所述的一种lvt地板生产工艺,其特征在于:所述配料还包括0.2-0.5kg的内润滑剂和0.2-0.5 kg的外润滑剂,所述内润滑剂为g60,所述外润滑剂为pe蜡。
4.根据权利要求1所述的一种lvt地板生产工艺,其特征在于:所述增塑剂为苯二甲酸二辛酯和/或氯化聚乙烯。
5.根据权利要求2所述的一种lvt地板生产工艺,其特征在于:所述配料具有以下质量的组分:回料100-200kg。
6.根据权利要求1所述的一种lvt地板生产工艺,其特征在于:
7.根据权利要求1所述的一种lvt地板生产工艺,其特征在于,步骤二中,所述挤出机各区的温度如下:一区170-190℃、二区170-190℃、三区170-190℃、四区160-180℃、五区160-180℃、六区155-175℃、合流芯150-170℃。
8.根据权利要求1所述的一种lvt地板生产工艺,其特征在于,步骤二中,所述模具的温度如下:模一160-180℃、模二160-180℃、模三170-190℃、模四170-190℃、模五160-180℃。
9.根据权利要求1所述的一种lvt地板生产工艺,其特征在于,步骤三中,
10.根据权利要求1所述的一种lvt地板生产工艺,其特征在于,步骤三中,所述辊筒对压纹的密集部分要比压纹的疏松部分浅10-15丝。
技术总结
本发明涉及一种LVT地板生产工艺,具有以下工艺步骤:步骤一,配料,按配比混合好以下物料:PVC树脂粉、石粉、增塑剂、炭黑、稳定剂;步骤二,PVC在线挤出,将混合好的物料放入挤出机挤出,然后进入模具成型;步骤三,UV涂层和退火,将成型的地板正面使用辊筒进行压纹涂层处理,并使用UV灯固化,然后退火;步骤四,涂布,对正面UV压纹后的地板的背面使油漆进行涂布;步骤五,切割,涂布好的地板进行切割,去毛刺后包装。本发明通过工艺的调整测试,在UV涂层工序上进行了创新,在正面UV后,在其背面使用油漆单道涂布,解决产品在常温和高温至80℃的尺寸收缩和产品翘曲问题。节省了大量的设备投入,以简单有效的工艺方案达到产品质量要求。
技术研发人员:张煜,谢纳纳,刘刚柱
受保护的技术使用者:优尼(宜兴)新材料有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!