一种优化3D打印表面质量的打印方法
本发明属于3d打印,特别涉及一种优化3d打印表面质量的打印方法。
背景技术:
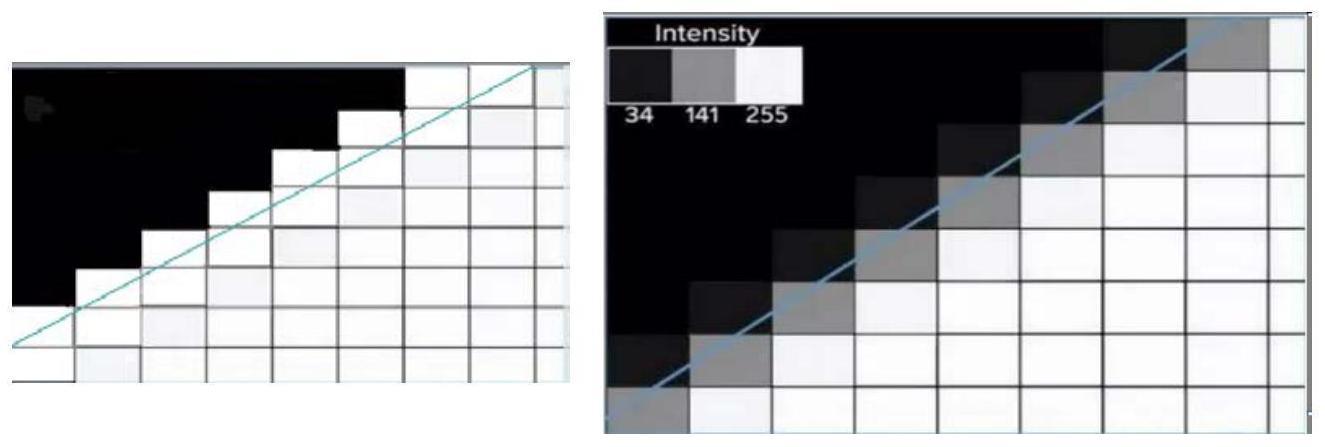
1、目前3d打印技术正在蓬勃发展,特别是dlp光固化3d打印方式,因为是面成型方式,打印效率高,受到大家的关注。但是dlp 3d打印精度受到dmd分辨率的限制;打印出来的模型表面粗糙,台阶纹、像素纹严重。
2、现在市面上大家一般通过镜头的缩放来提高打印精度,这样会损失打印的幅面大小。如果dmd的分辨率没变,那么把层轮廓转化成图像格式的时候,轮廓边缘的像素用灰度化的形式来打印,会提高打印的表面质量。目前现有技术都是通过层轮廓在该像素点的面积占空比来进行图像灰度转换,但这样计算量大,而且转换难度高。或者通过对层轮廓转化后的图像进行图像滤波的方式,从而达到打印模型的表面光滑,比如采用均值滤波的方式。然而在该方式中,如果选择3*3的滤波模板,那么层轮廓图像一般会使打印面外扩一个像素,如果选择5*5的滤波模板,那么层轮廓图像一般会使打印面甚至外扩两个像素,打印的模型尺寸会失真。
3、另外,如果打印模型具有小孔结构的话,那么dlp像素的散光,或者隔层打印透过来的余光会使该模型的小孔结构失真,甚至被固化堵塞掉。
4、因此如何对常规的打印模型进行优化以提高产品表面打印质量成为亟待解决的技术问题。
技术实现思路
1、为了解决上述技术问题,本发明首先提供一种优化3d打印表面质量的打印方法,首先通过对3d打印模型边缘轮廓灰度化,再通过简化灰度值的计算和/或打印模型边缘轮廓的修正,提升打印效率和3d表面打印质量。
2、所述打印方法包括如下步骤:
3、s1:设置3d打印投影仪的像素为m*n,在所述打印机上可打印的整个投影幅面设为a*b厘米,得到所述投影仪每个像素对应的尺寸精度为(a/m)和(b/n)厘米,所述(a/m)和(b/n)相等,在内存空间里提前申请xm*xn大小用来存储xm*xn个像素的数字图像;
4、s2:利用3d打印软件编辑好打印模型,所述打印模型的物理尺寸不大于a*b厘米,将s1中a*b厘米的投影幅面映射到s1中xm*xn个像素的数字图像上,并将打印模型的层轮廓根据所述映射关系进行图像二值化;
5、s3:对二值化后的层模型轮廓进行内部填充,所述内部填充按照亮像素的灰度值进行层模型轮廓内部填充;
6、s4:将s3中填充后的二值化图像行列各缩小x倍,使得整个幅面的像素大小为m*n,缩小后的每个图像像素包含了原来二值化图像的x2个像素,所述x2个像素按每个亮像素值为256/x2的数据进行累加;
7、s5:判断所述x2个像素是否全为亮像素,是则灰度值计为255;如果x2个像素不全为亮像素,那么缩小后的像素灰度值为原像素的数据累加值;
8、s6:按照s2-s5的步骤方法对打印模型的层模型进行灰度像素图像转换,如果需要对所述灰度像素图像进行均值滤波处理,则待转换完成后按照3*3或者5*5的滤波模板进行滤波处理,否则直接跳过s6;
9、s7:启动投影仪按照当前打印层的图像数据对光敏树脂进行光固化,根据预先设置的固化时间完成固化后关闭投影仪,则所述当前打印层打印完成;
10、s8:重复步骤s2-s7对打印模型的下一层轮廓进行相同操作,直至打印模型的最后一层轮廓,则所述打印模型全部打印结束。
11、根据本发明的一个实施方式,步骤s2中所述x的数值可以为4,6,8,优选4。
12、根据本发明的一个实施方式,所述打印方法还包括对图像均值滤波导致轮廓外扩进行修正的修正步骤,所述修正步骤位于s6,所述修正步骤如下:在进行图像均值滤波时,如果该像素位置的灰度值为0,则不进行均值滤波,如果该像素位置的灰度值不为0,则进行均值滤波,且把滤波后的图像灰度值置于该位置处。
13、根据本发明的一个实施方式,所述修正步骤还可以是根据均值滤波和树脂固化收缩可能导致的缩放量,例如在步骤s2中,在二值化之前对所述层轮廓进行缩放来消除最终打印误差。
14、根据本发明的一个实施方式,所述打印方法中的s7步骤还包括:在某一层树脂光固化后,准备进行下一层的打印过程中,开启超声装置,对树脂槽内部的树脂进行震动。如果打印模型带有小孔结构,那么在打印的过程中,每个像素的光边界都带有散光,会半固化掉部分小孔边缘树脂;在下一层的打印中,其像素的光也会透部分余光进来,对半固化的树脂进行二次固化,这样就会导致小孔结构失真或者小孔完全被固化堵塞掉。那么在有小孔结构的打印过程中,通过震动使得附着在已打印模型边缘黏着的半固化树脂掉落下来,这样就不会对小孔周边的树脂进行二次固化或者半固化导致小孔失真。
15、根据本发明的一个实施方式,s7步骤中的所述超声装置设置在打印机的承载基板和/或树脂槽支撑板上,通过承载基板和/或树脂槽支撑板可将超声能量传递给树脂槽,对树脂槽内部的树脂进行震动。
16、本发明的有益效果:
17、1、由于光敏树脂对打印模型中图像灰度几个灰阶值的变化并不敏感,本发明通过一种简单、方便的图像灰度化方式和对图像进行均值滤波带掩膜版的方式,能有效地提高3d打印的效率和打印质量。
18、2、本发明的打印方法还可以通过超声震动来减少打印模型表面的黏着半固化树脂,使得带微孔结构的模型打印更具工程操作性。
技术特征:
1.一种优化3d打印表面质量的打印方法,其特征在于,所述打印方法包括如下步骤:
2.根据权利要求1所述的打印方法,其特征在于,步骤s2中所述x的数值为4,6,8。
3.根据权利要求1所述的打印方法,其特征在于,所述打印方法还包括对图像均值滤波导致轮廓外扩进行修正的修正步骤,所述修正步骤位于s6,所述修正步骤如下:在进行图像均值滤波时,如果该像素位置的灰度值为0,则不进行均值滤波,如果该像素位置的灰度值不为0,则进行均值滤波,且把滤波后的图像灰度值置于该位置处。
4.根据权利要求3所述的打印方法,其特征在于,所述修正步骤是根据均值滤波和树脂固化收缩可能导致的缩放量在步骤s2中二值化之前对所述层轮廓进行缩放来消除最终打印误差。
5.根据权利要求1所述的打印方法,其特征在于,所述打印方法中的s7步骤还包括:在某一层树脂光固化后,准备进行下一层的打印过程中,开启超声装置,对树脂槽内部的树脂进行震动。
6.根据权利要求5所述的打印方法,其特征在于,s7步骤中的所述超声装置设置在打印机的承载基板和/或树脂槽支撑板上,通过承载基板和/或树脂槽支撑板可将超声能量传递给树脂槽,对树脂槽内部的树脂进行震动。
技术总结
本发明提供一种优化3D打印表面质量的打印方法,通过对3D打印模型边缘轮廓灰度化,再利用光敏树脂对打印模型中图像灰度几个灰阶值的变化并不敏感这一特点,来简化所述灰度值的计算和或打印模型边缘轮廓的修正,从而有效地提高3D打印的效率和打印质量。
技术研发人员:阮开明,葛燕,黄见洪,林文雄,王宇超
受保护的技术使用者:中国科学院福建物质结构研究所
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!