一种吹瓶机控制系统及吹瓶机控制方法与流程
本发明涉及安全控制,尤其涉及一种吹瓶机控制系统及吹瓶机控制方法。
背景技术:
1、吹瓶机是一种通过吹塑工艺将塑料颗粒制作成中空容器的设备,目前比较常见的机种包括,使用pp和pe的一次成型的中空挤吹机,使用pet,pc或者pp两次成型的注拉吹吹瓶机,以及新发展起来的有多层中空挤吹和拉伸吹塑。
2、吹瓶机控制系统是一种对瓶壁各种数据进行监控,在工作时,偏离系统额定值的数据将会被立即辨认出来的自动控制和自动调节相结合的生产循环过程。
3、中国专利公开号:cn114734614a公开了一种吹瓶机控制系统和吹瓶机,吹瓶机控制系统包括主站和设置于每个模架上作为从站的i/o模块,在每个模架上控制器件均与i/o模块连接,各个模架上的i/o模块依次连接之后与主站连接,主站用于通过每个模架上的i/o模块与模架上的控制器件通信,以控制控制器件执行吹瓶动作。
4、现有技术中,由于吹瓶模具无法达到完全锁紧的效果,从而制得的瓶体的合模线不符合要求导致良品率低。
技术实现思路
1、为此,本发明提供一种吹瓶机控制系统及吹瓶机控制方法用以克服现有技术中由于吹瓶模具无法完全锁紧导致合模线不合符标准从而导致良品率低的问题。
2、一方面,本发明提供一种吹瓶机控制系统,包括:
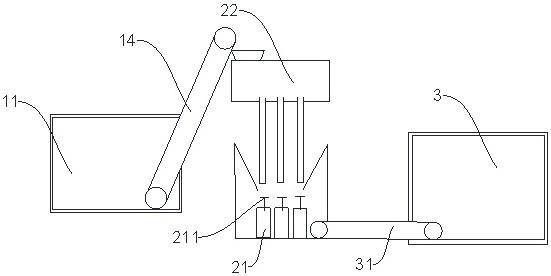
3、加热单元,用以对瓶胚进行预热处理,包括加热仓室、设置在加热仓室内以装载瓶胚的加热台以及设置在加热仓室内以加热瓶胚的加热灯组;所述加热灯组通过伸缩机构与所述加热仓相连,用以在对应高度加热瓶胚;所述加热单元中还设有第一传送带,用以输出加热完成的瓶胚;
4、吹塑单元,其设置在所述第一传送带的输出端,用以制备瓶体,包括模具和设置在模具上方的吹塑机;所述模具边缘设有用以使模具完全闭合的锁定机构,在锁定机构上设置有压力检测器,用以检测模具的合模压力;
5、验收单元,其与所述吹塑单元通过第二传送带相连,用以装载吹塑完成的瓶体,在验收单元中设有用以检测瓶体壁厚以及合模线平均高度及平均厚度的视觉检测器和用以检测瓶体强度的强度检测器;
6、中控单元,其分别与所述伸缩机构、所述压力检测器、视觉检测器和强度检测器相连,用以根据瓶体的合模线的平均高度以及平均厚度对制得的瓶体是否符合预设标准进行判定并在判定瓶体不符合预设标准时判定在制备下一瓶体过程中是否将所述加热灯组与所述加热台的距离调节至对应值或将所述模具的合模压力调节至对应值,以及,根据制得的瓶体的平均壁厚判定瓶体的强度是否符合预设标准,并在判定瓶体的强度不符合预设标准时在制备下一瓶体过程中是否将瓶胚中原料的添加量调节至对应值。
7、另方面,本发明提供一种吹瓶机控制方法,包括:所述中控单元根据所述视觉检测器检测单个周期内制得的瓶体的合模线的平均高度h和平均厚度d,将平均高度h与所述中控单元中设置的预设标准平均高度h0进行对比并将平均厚度d与中控单元中设置的预设标准平均厚度d0进行对比以判定制得的瓶体是否符合预设标准,并根据第一处理方式、第二处理方式以及第三处理方式对制备下一瓶体过程中的对应参数进行处理,其中,
8、所述第一处理方式为,所述中控单元根据h和d求得所述瓶体的合模线的尺寸评分s,并根据s对所述制得的瓶体是否符合预设标准进行进一步判定,设定,其中a为第一权重系数,b为第二权重系数;
9、所述第二处理方式为,所述中控单元计算h0与h的差值△h并根据△h判定是否调节所述加热灯组与所述加热台之间的距离,设定△h=h0-h;
10、所述第三处理方式为,所述中控单元计算d0与d的差值△d并根据△d判定是否调节所述模具的合模压力,设定△d=d0-d;
11、其中,所述第一处理方式满足h≥h0且d≥d0,所述第二处理方式满足h<h0,所述第三处理方式满足d<d0。
12、进一步地,所述中控单元在所述第一处理方式中根据制得的所述瓶体的合模线的平均高度h和平均厚度d求得针对该合模线的尺寸评分s,根据s判定制得的瓶体是否符合预设标准,并根据第一检测方式、第二检测方式以及第三检测方式检测制得的瓶体中的对应参数,其中,
13、所述第一检测方式为,所述中控单元控制所述视觉检测器检测所述瓶体的平均壁厚以判定制备下一瓶体过程中是否调节瓶胚中原料的添加量;
14、所述第二检测方式为,所述中控单元控制所述强度检测器检测所述瓶体的强度以对瓶体是否符合标准进行进一步判定;
15、所述第三检测方式为,所述中控单元检测中控单元中设置的第一预设尺寸评分s1与所述瓶体的尺寸评分s的差值并在制备下一瓶体过程中根据该差值将瓶胚中原料的添加量调节至对应值;
16、其中,所述第一检测方式满足所述合模线的尺寸评分s大于所述中控单元中设置的第二预设尺寸评分s2,所述第二检测方式满足所述合模线的尺寸评分s小于等于第二预设尺寸评分s2且大于中控单元中设置的第一预设尺寸评分s1,所述第三检测方式满足所述合模线的尺寸评分s小于等于第一预设尺寸评分s1。
17、进一步地,所述中控单元在所述第一检测方式下控制所述视觉检测器检测制得的所述瓶体的平均壁厚c,并根据c与中控单元中设置的预设标准平均壁厚c0的差值确定在制备下一瓶体过程中针对瓶胚中原料的添加量的调节方式,其中,
18、第一调节方式为,所述中控单元判定所述瓶体的壁厚符合标准并将瓶胚中原料的添加量设置为瓶胚中原料的初始添加量;
19、第二调节方式为,所述中控单元根据第二瓶胚添加量调节系数与瓶胚中原料的初始添加量将瓶胚中原料的添加量增加至第一添加值;
20、第三调节方式为,所述中控单元根据第一瓶胚添加量调节系数与瓶胚中原料的初始添加量将瓶胚中原料的添加量增加至第二添加值;
21、其中,所述第一调节方式满足所述瓶体的平均壁厚c与c0的差值△ca小于等于所述中控单元中设置的第一预设平均壁厚差值△c1,所述第二调节方式满足所述瓶体的平均壁厚c与c0的差值△ca大于第一预设平均壁厚差值△c1且小于等于所述中控单元中设置的第二预设平均壁厚差值△c2,所述第三调节方式满足所述瓶体的平均壁厚c与c0的差值△ca大于第二预设平均壁厚差值△c2。
22、进一步地,所述中控单元通过将调整后的瓶胚中原料的添加量q’与瓶胚初始添加量q进行对比,并在制备下一瓶体过程中根据对比结果确定针对所述加热灯组与所述加热台之间的距离l的调节方式,其中,
23、第一距离调节方式为,所述中控单元根据第一距离调节系数与所述加热灯组与所述加热台之间的初始距离l减小至第一调节值;
24、第二距离调节方式为,所述中控单元根据第二距离调节系数与所述加热灯组与所述加热台之间的初始距离l增加至第二调节值;
25、其中,所述第一距离调节方式满足瓶胚中原料的添加量q’大于1.5倍的瓶胚初始添加量q,所述第二距离调节方式满足瓶胚中原料的添加量q’小于0.7倍的瓶胚初始添加量q。
26、进一步地,所述中控单元在所述第二检测方式下控制所述强度检测器检测所述瓶体的强度,并将检测到的瓶体的强度g与预设强度g0进行对比,判定瓶体强度是否符合标准,并在制备下一瓶体过程中根据第一强度处理方式和第二强度处理方式对制得的瓶体进行处理,其中,
27、所述第一强度处理方式为,所述中控单元判定所述瓶体强度符合标准,并判定瓶体制备完成;
28、所述第二强度处理方式为,所述中控单元判定所述瓶体强度不符合标准,并在制备下一瓶体过程中通过增加瓶胚中原料的添加量以使重新制得的瓶体的强度符合标准;
29、其中,所述第一强度处理方式满足所述瓶体的强度g大于等于预设强度g0,所述第二强度处理方式满足所述瓶体的强度g小于预设强度g0。
30、进一步地,所述中控单元在所述第二处理方式下计算h0与h的差值△h并根据△h将所述加热灯组与所述加热台之间的距离调节至对应值,以及,中控单元计算d0与d的差值△d并在制备下一瓶体过程中根据△d将所述模具的合模压力调节至对应值,其中,
31、第三距离调节方式为,所述中控单元判定所述瓶体的合模线的平均高度符合标准;
32、第四距离调节方式为,所述中控单元判定所述瓶体的合模线的平均高度不符合标准,并根据第三距离调节系数与所述加热灯组与所述加热台之间的初始距离l将加热灯组与加热台之间的距离减小至第三调节值;
33、第五距离调节方式为,所述中控单元判定所述瓶体的合模线的平均高度不符合标准,并根据第四距离调节系数与所述加热灯组与所述加热台之间的初始距离l将加热灯组与加热台之间的距离减小至第四调节值;
34、第一压力调节方式为,所述中控单元判定所述瓶体的合模线的平均厚度符合标准;
35、第二压力调节方式为,所述中控单元判定所述瓶体的合模线的平均厚度不符合标准,并根据第一压力调节系数与所述模具的初始合模压力将模具的合模压力增加至第一压力值;
36、第三压力调节方式为,所述中控单元判定所述瓶体的合模线的平均厚度不符合标准,并根据第二压力调节系数与所述模具的初始合模压力将模具的合模压力增加至第二压力值;
37、其中,所述第三距离调节方式满足所述预设标准平均高度h0与所述瓶体的合模线的平均高度h的差值△h小于等于所述中控单元中设置的第一预设高度差值△h1,所述第四距离调节方式满足所述预设标准平均高度h0与所述瓶体的合模线的平均高度h的差值△h小于等于中控单元中设置的第二预设高度差值△h2且大于第一预设高度差值△h1,所述第五距离调节方式满足所述预设标准平均高度h0与所述瓶体的合模线的平均高度h的差值△h大于第二预设高度差值△h2,所述第一压力调节方式满足所述瓶体的合模线的平均厚度d与d0的差值△d小于等于中控单元中设置的第一预设厚度差值△d1,所述第二压力调节方式满足所述瓶体的合模线的平均厚度d与d0的差值△d小于等于中控单元中设置的第二预设厚度差值△d2且大于所述第一预设厚度差值△d1,所述第三压力调节方式满足所述瓶体的合模线的平均厚度d与d0的差值△d大于第二预设厚度差值△d2。
38、进一步地,所述中控单元在所述第三检测方式下计算所述瓶体的合模线尺寸评分s与所述第一预设尺寸评分s1的差值△s并在制备下一瓶体过程中根据△s确定针对瓶胚中原料的添加量的调节方式,其中,
39、第六调节方式为,所述中控单元根据第三瓶胚添加量调节系数与瓶胚中原料的初始添加量将瓶胚中原料的添加量减小至第五添加值;
40、第七调节方式为,所述中控单元根据第四瓶胚添加量调节系数与瓶胚中原料的初始添加量将瓶胚中原料的添加量减小至第六添加值;
41、第八调节方式为,所述中控单元根据第五瓶胚添加量调节系数与瓶胚中原料的初始添加量将瓶胚中原料的添加量减小至第七添加值;
42、其中,所述第六调节方式满足所述第一预设尺寸评分s1与所述瓶体的合模线尺寸评分s的差值△s小于等于所述中控单元中设置的第一预设评分差值△s1,所述第七调节方式满足第一预设尺寸评分s1与所述瓶体的合模线尺寸评分s的差值△s小于等于中控单元中设置的第二预设评分差值△s2且大于第一预设评分差值△s1,所述第八调节方式满足所述第一预设尺寸评分s1与所述瓶体的合模线尺寸评分s的△s大于第二预设评分差值△s2。
43、进一步地,所述中控单元通过将调节后的所述加热灯组与所述加热台之间的距离与最小临界值lmin进行对比,根据对比结果在制备下一瓶体过程中确定是否将所述吹塑机的第一吹塑压力或第二吹塑压力调节至对应值,其中,
44、第一吹塑调节方式为,所述中控单元将所述加热灯组与所述加热台之间的距离调节至lmin,并增加所述吹塑机的第一吹塑压力pa和第二吹塑压力pb至对应值;
45、第二吹塑调节方式为,所述中控单元将所述加热灯组与所述加热台之间的距离调节至l”;
46、其中,所述第一吹塑调节方式满足所述加热灯组与所述加热台之间的距离l”小于等于lmin,所述第二吹塑调节方式满足加热灯组与加热台之间的距离l”大于lmin。
47、另一方面,本发明还提供一种包含吹瓶机控制系统的吹瓶机。
48、与现有技术相比,本发明的有益效果在于,本发明所述系统设置有一伸缩机构,用以调节加热灯组与加热台之间的距离,有效的避免了因制得的瓶体因合模线不符合标准导致良品率低的现象发生;同时,本发明所述系统在吹瓶模具边缘设置有锁定机构用以保证吹瓶模具能够完全锁紧,避免因合模线的存在影响外观,同时制得的瓶体的强度在合模线位置形成薄弱点,影响产品的质量,进一步提高了本发明所述系统的良品率。
49、进一步地,本发明所述中控单元预设有预设标准平均高度h0和预设标准平均厚度d0,通过将所述视觉检测器检测单个周期内制备的成品的合模线的平均高度和平均厚度分别与预设标准平均高度h0和预设标准平均厚度d0进行对比,根据对比结果判定合模线是否符合预设标准,有效的保证了在瓶体制作过程中外观部分符合要求,避免因合模线过宽或过厚导致合模线位置形成薄弱点,影响产品的质量,进一步提高了本发明所述系统针对吹瓶机的良品率。
50、进一步地,本发明所述中控单元设有第一预设尺寸评分s1和第二预设尺寸评分s2,通过将合模线尺寸评分与各预设评分进行对比,判定合模线是否符合标准,当符合标准时,根据壁厚判定是否调节瓶胚中原料的添加量或检测瓶体的强度以使瓶体质量符合标准;当不符合标准时,通过增加瓶胚中原料的添加量保证合模线符合标准,有效的保证了产品的质量,进一步提高了本发明所述系统针对吹瓶机的良品率。
51、进一步地,本发明所述中控单元通过将所述视觉检测器检测壁厚c与中控单元中设置的预设标准壁厚c0进行对比,根据差值判定壁厚是否符合标准,中控单元通过计算壁厚与预设标准壁厚的差值调节瓶胚中原料的添加量,通过调节瓶胚中原料的添加量以使壁厚符合标准,有效的保证了成品的质量,进一步提高了本发明所述系统针对吹瓶机的良品率。
52、进一步地,本发明所述中控单元通过将调整后的瓶胚中原料的添加量q’与初始添加量进行对比,并根据对比结果判定是否调整加热灯组与加热台之间的距离l,若调整后的瓶胚中原料的添加量大于1.5倍的初始添加量,中控单元通过减小加热灯组与加热台之间的距离,若调整后的瓶胚中原料的添加量小于0.7倍的初始添加量,中控单元通过增加加热灯组与加热台之间的距离,有效的保证了瓶胚能够接受到足够的热量,保证其柔软度,从而为制得合格的成品作保证,进一步提高了本发明所述系统针对吹瓶机的良品率。
53、进一步地,本发明所述中控单元将检测到的瓶体的强度与预设强度进行对比,判定瓶体强度是否符合标准,在不符合标准的情况下通过调节瓶胚中原料的添加量保证成品的强度符合要求,有效的避免因产品结构强度差导致产品的使用寿命缩短的情况发生,进一步提高了本发明所述系统针对吹瓶机的良品率。
54、进一步地,本发明所述中控单元根据所述合模线的平均高度与预设标准平均高度h0的差值△h将加热灯组与加热台之间的距离l调整至对应值或根据合模线的平均厚度与预设标准平均厚度d0的差值△d将所述锁定机构与所述模具之间的合模压力调整至对应值,一方面,本发明通过调整加热灯组与加热台之间的距离保证瓶胚的受热达到要求,从而柔软度符合要求,从而制得的产品的合模线的高度符合要求,另一方面本发明通过调节模具的合模程度,从而保证制得的成品的合模线的厚度符合要求,有效的保证了产品外观和质量符合要求,进一步提高了本发明所述系统针对吹瓶机的良品率。
55、进一步地,本发明所述中控单元将调节后的所述加热灯组与加热台之间的距离与最小临界值进行对比,判定是否调节所述吹塑机的第一吹塑压力或第二吹塑压力,当加热灯组与加热台之间的距离小于最小临界值时,将加热灯组与加热台之间的距离调节至lmin,并增加所述吹塑机的第一吹塑压力pa和第二吹塑压力pb至对应值;当加热灯组与加热台之间的距离大于最小临界值时,将加热灯组与加热台之间的距离调节至l”,有效的保证了瓶胚与加热灯组之间的距离,避免因温度过高导致瓶胚过软无法成型,影响后续进度,通过调节吹塑机的吹塑压力使得瓶胚形变完成,进一步提高了本发明所述系统针对吹瓶机的良品率。
- 还没有人留言评论。精彩留言会获得点赞!