一种防水卷材生产中的供料结构和应用方法与流程
本发明涉及一种防水卷材生产中的供料结构,具体渋及一种可连续性向胎基布下表面进行覆膜的交替式供料结构。
背景技术:
1、沥青防水卷材是指以沥青材料、胎料和表面撒布防黏材料等制成的成卷材料,通常防水卷材在的生产大致工序为展卷、浸涂、覆膜、冷却、收卷,首先把成卷的胎基布展开,之后进入至浸涂工序,也就是向胎基布上涂抹沥青、随后浸涂完沥青的胎基布进入至覆膜工序,即在胎基布的上下表面附上一层聚乙烯膜、之后进入至冷却工序,最后对防水卷材进行收卷,而形成防水卷材。
2、通常在覆膜工序中,会把成卷的膜放置到一个转动轴上,之后通过胎基布的移动,而使得膜不断黏在胎基布上,在对胎基布下表面进行覆膜时,由于现有的转动轴可分离的设置在架体的下侧位置,当转动轴上的成卷的膜使用完后,需要人员弯腰进入架体下端,而把转动轴取出来,之后在把成卷的膜放置到转动上,随后再次通过人员把放置好成卷膜的转动轴放置到架体的下侧位置,而可再次进行对胎基布的下表面进行覆膜工作。
3、然而,当转动轴上的成卷的膜使用完后,由于向转动轴上放置新的成卷膜的过程十分的麻烦,且相对时间较长,这就使得覆膜长时间的暂停,等置换完成后方可再次对胎基布的下表面进行覆膜工作,使得生产效率较低。
技术实现思路
1、为解决上述技术中存在的问题,本发明提供一种生产效率高且可连续性向胎基布下表面进行覆膜的交替式供料结构。
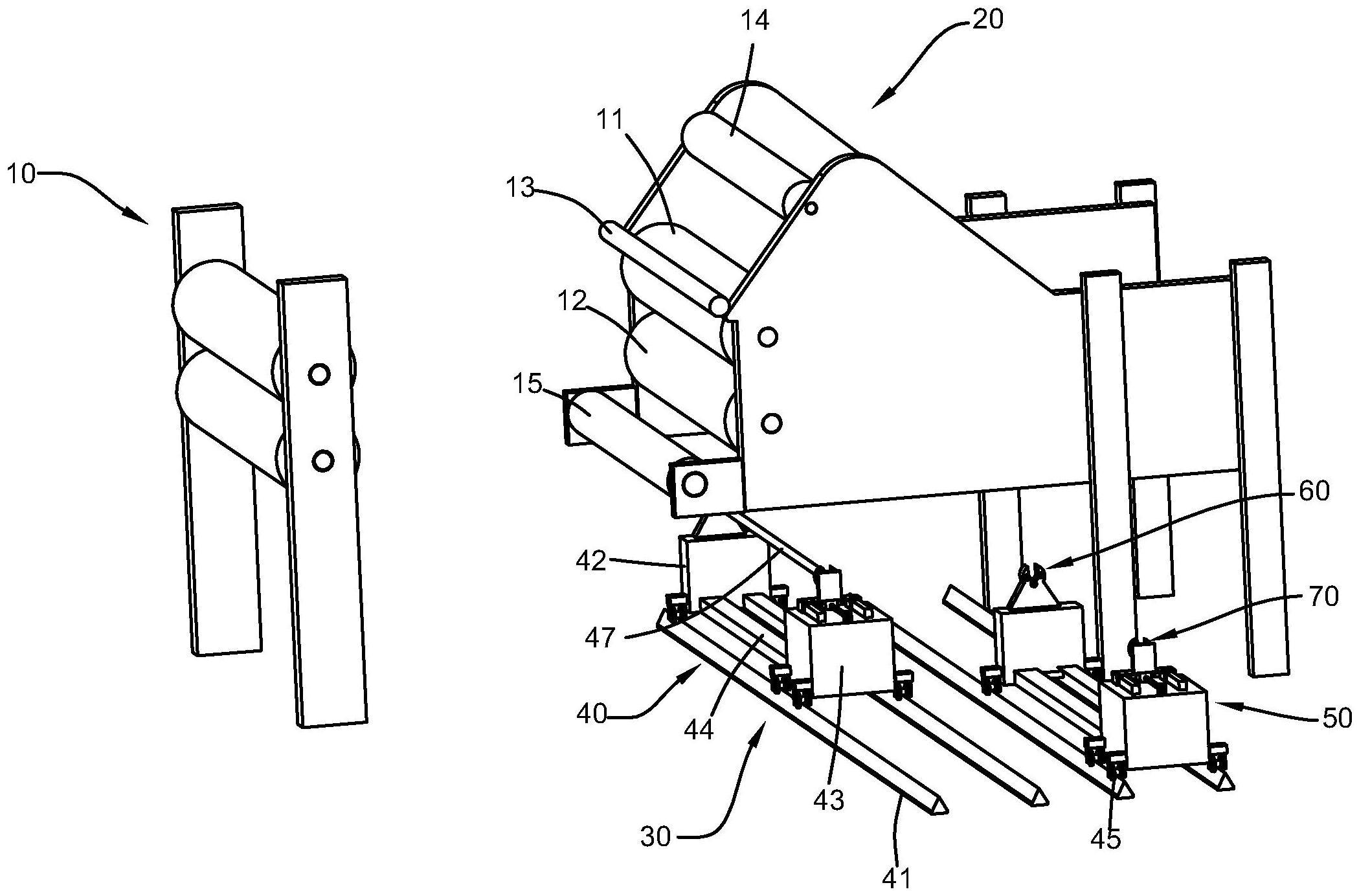
2、本发明提供的一种防水卷材生产中的供料结构,其特征在于,包括第一架体、第二架体和供料结构;
3、所述第一架体和第二架体上均设置有上转动辊和下转动辊,所述第二架体的上端前侧设置有固定轴,所述第二架体的上端设置有转动柱,所述第二架体的前侧下端设置有转辊;
4、所述供料结构设置在第二架体的前端下侧,所述供料结构具有第一供料组件和第二供料组件,所述第一供料组件和第二供料组件并排设置在第二架体的前端下侧,所述第一供料组件和第二供料组件均包括两个轨道,前移动块和后移动块,所述前移动块和后移动块之间通过连接块连接,所述前移动块和后移块的两侧分别设置有轨道轮,两侧所述轨道轮分别可移动的设置在两个轨道上,所述前移动块的上端设置有前放置部,所述后移动块的上端设置有的后放置部,所述前放置部和后放置部内分别用于放置转动轴的两端。
5、上述有益效果为,当第一供料组件中转动轴上的成卷膜使用完后,通过轨道轮的作用,而使前移动块和后移动块从第二架体的下侧移出,之后取出转动轴,把新的成卷的膜放置到转动轴上,之后再把转动轴两端放置到前放置部和后放置部内,再把第一供料组件移入第二架体的下侧,随后第二供料组件中转动轴上的膜用完后,这时第一供料组件中转动轴上成卷的膜向胎基布的下表面进行覆膜工作,通过轨道轮再把第二供料组件从第二架体的下侧移出,之后再把成卷的膜放置到第二供料组件中转动轴上,随后把第二供料组件移入第二架体下侧,而形成交替式的供料方式,可连续性向胎基布的下表面进行覆膜作业。
6、一个优选方案是,所述前放置部包括三角形块和柱形结构,所述三角形块与前移动块的上端连接,所述柱形结构设置在三角形块的上端,所述柱形结构的上端设置有第一放置槽,所述后放置部包括竖板、固定柱和调节件,所述调节件用于带动竖板移动,所述固定柱的上端设置有第二放置槽,所述柱形结构和固定柱的内端上均设置有三个滚轮。
7、一个优选方案是,所述调节件包括两个凸起块,滑动框、丝杆和移动板,两个所述凸起块分别设置在后移动块的上端两侧,两个所述滑动框分别设置在两个所述凸起块上,所述丝杆设置在后移动块的中部上,所述移动板的两侧分别与两个滑动框连接,所述移动板的中部设置在丝杆上。
8、一个优选方案是,还包括上料结构,所述上料结构设置在第一供料组件和第二供料组件的之间,所述上料结构包括下料框、转动框、上挡板、下挡板、升降气缸、第一伸缩气缸和第二伸缩气缸,所述下料框的上端为敞开结构,所述下料框的下端设置有下料口,所述下料框的一侧设置有上开口,所述下料框的一侧下端端部设置有下开口,所述上开口内设置有可移动的上档板,所述下开口内设置有可移动的下端板,所述上挡板的外端两侧分别与第一伸缩气缸的伸缩柱连接,所述下挡板的外端两侧分别与第二伸缩气缸的伸缩柱连接,所述转动框设置在下料口的下方,所述转动框的中部具有分割板,所述分割板的两侧分别为第一承接部和第二承接部,所述转动框的中部下侧可转动的设置在连接柱上,所述连接柱的两侧分别设置在竖直板上,两侧所述竖直板分别设置在固定板上,所述固定板的两侧分别与两侧的支撑板体连接,两侧所述支撑板体的上端分别与下料框的两侧连接,所述固定板的一侧两端上分别设置有升降气缸,两个所述升降气缸的伸缩杆分别与转动框的两端铰接连接。
9、一个优选方案是,还包括收集结构,所述收集结构设置在固定板的下侧位置,所述收集结构包括收集框、斜置板和顶升组件,所述收集框设置在固定板的下侧位置,所述斜置板的上端两侧分别设置有斜置板,所述顶升组件为两组,两组所述顶升组件分别设置在连接块的两侧上,两组所述顶升组件均包括顶升气缸和升降块,所述顶升气缸的伸缩杆与升降块的下端连接,两个所述升降块之间设置有转轴,所述转轴的两端上分别有顶升板,两个所述顶升板的上端分别设置有弧形槽,所述转轴的一端与旋转电机连接。
10、本发明提供的防水卷材生产中的供料结构的工作方法,包括下面的步骤;
11、浸涂完沥青的胎基布从上游向第一架体内上转动辊和下转动辊之间移动,随后移动至第二架体内上转动辊和下转动辊之间,同时,第二架体上方下来的膜经转动柱和固定轴,而移动至第二架体内上转动辊和下转动辊之间,并与胎基布的上表面接触,而下侧放置部内转动轴上成卷的膜经转辊移动至胎基布的下表面接触,随着胎基布向下游一侧移动,而完成对胎基布的上下表面覆膜的过程,这时当第一供料组件中转动轴上成卷的膜使用完后,通过轨道轮而使第一供料组件中前移动块和后移动块从第二架体的下侧移出,这时把第二供料组件中转动轴上成卷的膜绕过转轴而继续向胎基布的下表面进行覆膜作业,随后把转动轴第一供料组中前放置部后和放置部内取走,并把成卷的膜放置到转动轴上,之后再把装好成卷膜的转动轴两端分别放置前放置部和后放置内,等第二供料组件中转动轴上的膜使用完后,通过轨道轮再把第一供料组件移入第二架体的下侧,继续对胎基布的下表面进行覆膜作业,而形成一种交替式供料方式,可连续性的向胎基布的下表面进行覆膜作业。
12、本发明提供的防水卷材生产中的供料结构的工作方法,包括下面的步骤;
13、当转动轴上的成卷的膜使用完后,人为的从第一放置槽和第二放置槽内取走转动轴,之后把成卷的膜放置到转动轴上后,这时再把放置好成卷膜的转动轴的两端分别放置到第一放置槽和第二放置槽内,这时转动轴的两端则分别与三个滚轮接触,由于胎基布向第二架体后侧移动的时候,转动轴上的膜会随着胎基布的移动而移动,同时转动轴转动,滚轮跟随转,而使转动轴在转动的过程中更加稳定,通过调节件的设置,带动后放置部移动,而使后放置部和前方部的间距进行调节,以便于放置不同长度的转动轴。
14、本发明提供的防水卷材生产中的供料结构的工作方法,包括下面的步骤;
15、通过电机带动丝杆转动,或通过一个转盘带动丝杆转动,而使移动板移动,移动板两侧的滑动框在凸起块上移动,同时移动板带动竖板移动,竖板带动固定柱移动,对第二放置槽的位置进行调节。
16、本发明提供的防水卷材生产中的供料结构的工作方法包括下面的步骤;
17、向多个转动轴上分别放置好成卷的膜,随后第二伸缩气缸收缩,而使下挡板对下料口进行封闭,之后通过敞开结构把装好成卷的膜的多个转动轴依次加入至下料框内,当第一供料组件或第二供料组件中转动轴上的成卷的膜使用完后,通过轨道轮而使第一供料组件或第二供料组件从第二架体的下侧移出,之后人为把转动轴从前放置部和后放置内取走转动轴,升降气缸伸展,转动框转动,而使第一承接部转至下料口的下方,随后第一伸缩气缸收缩,带动上挡板从上开口向下料框内移动,而对上一位置的转动轴进行阻挡,同时第二收缩气缸伸展,带动下挡板从下开口向外移动,下料口打开,下料框内最下端的转动轴掉入第一承接部内,之后升降气缸收缩,转动框转动,而使第一承接部内的转动轴的两端自动进入至前放置部和后放置部内,当第一伸缩气缸伸展后,上挡板失去阻挡,而使上一位转动轴带掉入至下料框内的下端位置,同时第二伸气缸收缩,下挡板封闭住下料口,相反操作,升降气缸收缩这时第二承接部转至下料口的下方,而使转动轴掉入至第二承接部内,随后降气缸伸展,转动框转动,而使第二承接部向第二供料组件方向转动,并使第二承接部内转动轴的两端掉入至第二供料组件中前放置部和后放置部内,而可实现自动化上料的过程。
18、本发明提供的防水卷材生产中的供料结构的工作方法,包括下面的步骤;
19、当第一供料组件或第二供料组件中从第二架体的下侧移出后,这时顶升气缸伸展,而带动升降块上移,升降块则带动转轴上移,转轴带动两个顶升板上移,两个顶升板则通过弧形槽带动转动轴的两端从前放置部和后放置内移出,随后通过旋转电机带动转轴转动,顶升板转动,而使转动轴通过斜置板滚入收集框内进行统一收集,而用于后续放置成卷膜的使用,而代替了人为移走转动轴的过程,进一步的实现自动化。
- 还没有人留言评论。精彩留言会获得点赞!