一种聚丙烯膜的制备方法及聚丙烯膜、金属化聚丙烯膜、电容器与流程
本发明涉及一种电容器用聚丙烯膜的制备方法及该制备方法制备得到的聚丙烯膜、该聚丙烯膜在电容器中的应用。所述制备方法制备得到的聚丙烯膜具有极薄的同时保持电性能优异的特点。
背景技术:
1、电容器用聚丙烯薄膜多用于以高电压电容器为首的、作为各种开关电源或转换器、倒相器等滤波器用途或平滑用途使用的电容器类中。近年来市场关于电容器的小型化、高容量化的要求非常强烈,因此对于电容器而言,为了进一步实现高容量化,往往通过在有限的体积空间内扩大电介质的面积来应对,从而要求薄膜与现有薄膜相比更薄,同时拥有更高的电压场强。
2、双轴拉伸聚丙烯薄膜(biaxially oriented polypropylene,简称bopp)由于其耐电压特性好、介电损耗低的优异电气特性以及高耐湿性,被广泛利用作为电容器用电介质薄膜。
3、目前商业化的电容器用bopp,其拉伸工艺多为逐次拉伸:先md(machinedirection,即纵向)纵拉,约4~6倍拉伸比;再td(transverse direction,即横向)横拉,约6~12倍拉伸比,得到的bopp膜拉伸比乘积(md×td)约为50~60倍。这种bopp膜其电性能优异,但受到流延片厚度限制、最大拉伸比下断膜(树脂高等规度高结晶等因素)等不利因素的影响,在3μm及以下厚度的薄膜时得膜率较低。
4、已有的商业化同步拉伸工艺最大可以实现md×td接近10×10倍的拉伸倍率,目前市面上已有2.0μm的bopp同步拉伸工艺薄膜样品,但由于其md方向定型不充分等因素影响,其电性能较差。
技术实现思路
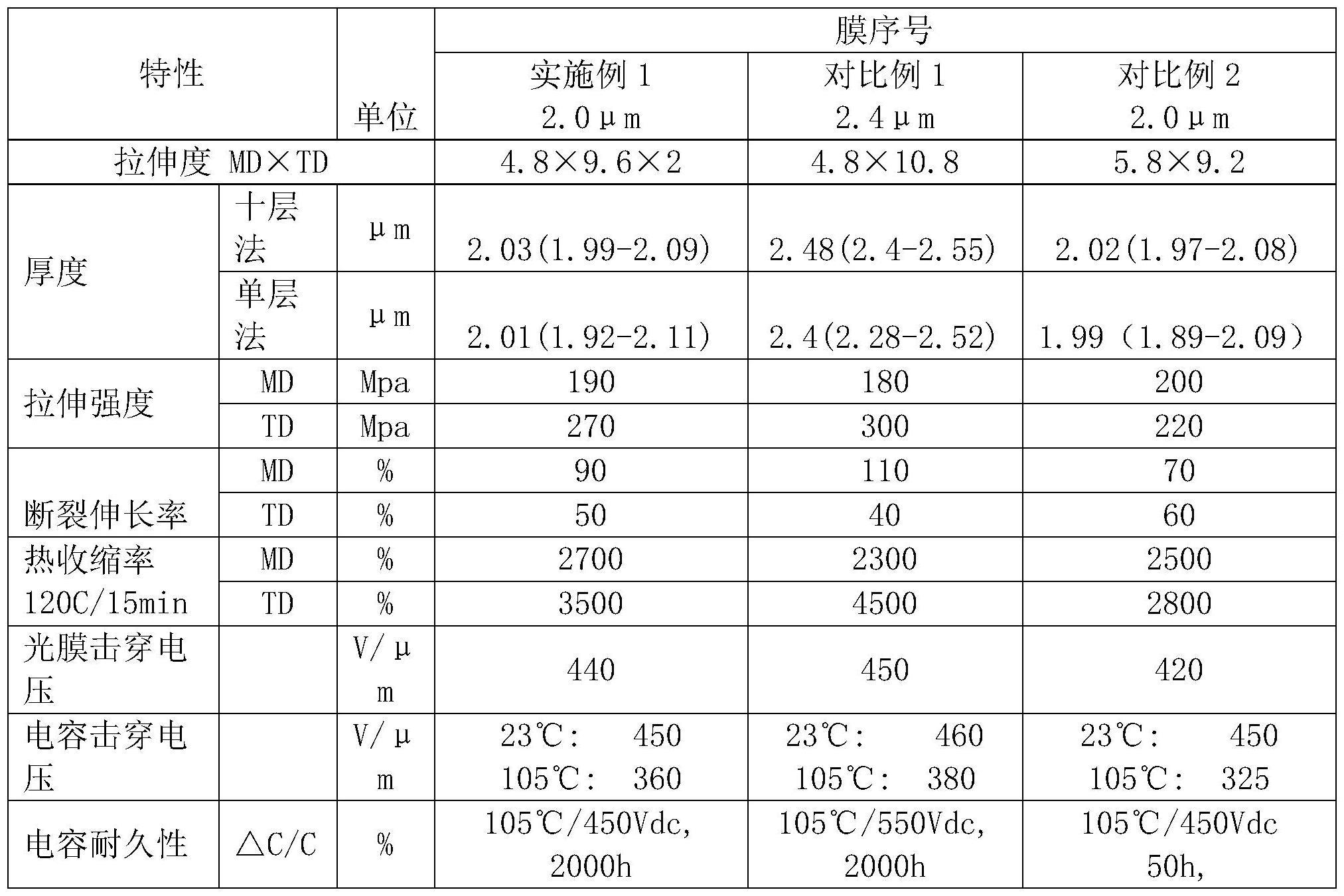
1、本发明的发明目的之一在于提供一种聚丙烯膜的制备方法,该制备方法在不改变现有生产工艺条件(原材料、拉伸温度、倍率等)的前提下,将原有的聚丙烯流延片先进行一次纵向拉伸,再次同步双轴拉伸(两个方向上拉伸比不同),得到了极薄的同时保持电性能优异的电容器用双轴拉伸聚丙烯薄膜。
2、本发明通过以下技术方案解决上述技术问题:
3、一种聚丙烯膜的制备方法,其包括以下步骤:
4、(1)对聚丙烯流延薄片在纵向上拉伸至4~6倍,冷却至室温,得到初步拉伸聚丙烯薄膜;
5、(2)将该初步拉伸聚丙烯薄膜引导至同步拉幅机进行拉伸,拉伸幅度为横向上拉伸至5~11倍,纵向上拉伸至1.8~2.2倍。
6、优选地,上述的制备方法包括以下步骤:
7、(1)对聚丙烯流延薄片在纵向上拉伸至4.8倍,冷却至室温,得到初步拉伸聚丙烯薄膜;
8、(2)将该初步拉伸聚丙烯薄膜引导至同步拉幅机进行拉伸,拉伸幅度为横向上拉伸至9.6倍,纵向上拉伸至2倍。
9、进一步地,上述的制备方法中,所述聚丙烯流延薄片通过具备以下属性的聚丙烯原料制得:等规度为99%以上,灰分含量小于15ppm,熔融指数为3.2~3.7g/10min,分子量分布系数为4.5~5.5。
10、进一步地,上述的制备方法中,所述聚丙烯流延薄片通过以下步骤制得:
11、(3.1)将所述聚丙烯原料投入挤出机中,经过两级过滤器过滤后挤出熔体:经过温度为210~230℃的加料段、240~260℃的熔融段、250~260℃的均化段熔融塑化,然后至计量泵计量、经精过滤器过滤、再经挤出机模头挤出得到熔体;其中挤出系统的p2压力控制为50~60bar,挤出机的物料挤出量为220kg/h;
12、(3.2)对挤出的熔体进行铸片:将挤出的熔体引至75~95℃的激冷辊上冷却成形,激冷辊的直径为4.0米,激冷辊的转速为35~42m/min,激冷辊上附加的气刀加热装置对准激冷辊吹气使熔体粘附、贴合于激冷辊上实现熔体冷却,气刀的加热温度为70~85℃,熔体在激冷辊上冷却后即得到所述聚丙烯流延薄片。
13、优选地,上述的制备方法中,所述聚丙烯流延薄片通过以下步骤制得:
14、(3.1)将所述聚丙烯原料投入挤出机中,经过两级过滤器过滤后挤出熔体:经过温度为220的加料段、250℃的熔融段、255℃的均化段熔融塑化,然后至计量泵计量、经精过滤器过滤、再经挤出机模头挤出得到熔体;其中挤出系统的p2压力控制为50~60bar,挤出机的物料挤出量为220kg/h;
15、(3.2)对挤出的熔体进行铸片:将挤出的熔体引至90℃的激冷辊上冷却成形,激冷辊的直径为4.0米,激冷辊的转速为38m/min,激冷辊上附加的气刀加热装置对准激冷辊吹气使熔体粘附、贴合于激冷辊上实现熔体冷却,气刀的加热温度为83℃,熔体在激冷辊上冷却后即得到所述聚丙烯流延薄片。
16、进一步地,上述的制备方法,在步骤(1)中,拉伸前进行预热处理,预热温度为135~155℃。
17、优选地,上述的制备方法,在步骤(1)中,拉伸前进行预热处理,预热温度为150℃。
18、进一步地,上述的制备方法,在步骤(2)中,拉伸前进行预热处理,预热温度为145~160℃;拉伸温度为158~162℃,拉伸后的热定型温度为165~170℃,拉伸时横向通过机械轨道导向延展厚片形成薄膜,纵向通过线性电机驱动带磁性的夹子,通过改变不同夹子的速度来形成夹子与夹子之间的速差,从而实现同时双向拉伸。
19、优选地,上述的制备方法,在步骤(2)中,拉伸前进行预热处理,预热温度为156℃,拉伸温度为160℃,拉伸后的热定型温度为166℃。
20、根据上述制备方法制备得到的聚丙烯薄膜,该聚丙烯薄膜的厚度为1μm~3μm。
21、上述的聚丙烯薄膜在电容器中的用途。
22、一种电容器用金属化聚丙烯薄膜,在上述的聚丙烯薄膜的一个面或两个面上蒸镀有金属。
23、一种电容器,所述电容器是上述的电容器用金属化聚丙烯薄膜而形成的电容器。
技术特征:
1.一种聚丙烯膜的制备方法,其包括以下步骤:
2.根据权利要求1所述的制备方法,其特征在于,其包括以下步骤:
3.根据权利要求1或2所述的制备方法,其特征在于,所述聚丙烯流延薄片通过具备以下属性的聚丙烯原料制得:等规度为99%以上,灰分含量小于15ppm,熔融指数为3.2~
4.根据权利要求1至3任一项所述的制备方法,其特征在于,所述聚丙烯流延薄片通过以下步骤制得:
5.根据权利要求4所述的制备方法,其特征在于,所述聚丙烯流延薄片通过以下步骤制得:
6.根据权利要求1或2所述的制备方法,其特征在于,在步骤(1)中,拉伸前进行预热处理,预热温度为135~155℃。
7.根据权利要求6所述的制备方法,其特征在于,在步骤(1)中,拉伸前进行预热处理,预热温度为150℃。
8.根据权利要求1或2所述的制备方法,其特征在于,在步骤(2)中,拉伸前进行预热处理,预热温度为145~160℃;拉伸温度为158~162℃,拉伸后的热定型温度为165~170℃,拉伸时横向通过机械轨道导向延展厚片形成薄膜,纵向通过线性电机驱动带磁性的夹子,通过改变不同夹子的速度来形成夹子与夹子之间的速差,从而实现同时双向拉伸。
9.根据权利要求8所述的制备方法,其特征在于,在步骤(2)中,拉伸前进行预热处理,预热温度为156℃,拉伸温度为160℃,拉伸后的热定型温度为166℃。
10.根据权利要求1或2的制备方法制备得到的聚丙烯薄膜,其特征在于:该聚丙烯薄膜的厚度为1μm~3μm。
11.根据权利要求10所述的聚丙烯薄膜在电容器中的用途。
12.一种电容器用金属化聚丙烯薄膜,其特征在于,在权利要求10所述的聚丙烯薄膜的一个面或两个面上蒸镀有金属。
13.一种电容器,其特征在于,所述电容器是使用权利要求12所述的电容器用金属化聚丙烯薄膜而形成的电容器。
技术总结
本发明公开了一种聚丙烯膜的制备方法,其包括以下步骤:(1)对聚丙烯流延薄片在纵向上拉伸至4~6倍,冷却至室温,得到初步拉伸聚丙烯薄膜;(2)将该初步拉伸聚丙烯薄膜引导至同步拉幅机进行拉伸,拉伸温度为158~162℃,拉伸幅度为横向上拉伸至5~11倍,纵向上拉伸至1.8‑2.2倍。该制备方法在不改变现有生产工艺条件(原材料、拉伸温度、倍率等)的前提下,将原有的聚丙烯流延片先进行一次纵向拉伸,再次同步双轴拉伸,两个方向上拉伸比不同,得到了极薄的同时保持电性能优异的电容器用双轴拉伸聚丙烯薄膜。
技术研发人员:林晋涛,向艳雄,王天祥
受保护的技术使用者:厦门法拉电子股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!