一种复材成型用挤压装置的制作方法
本发明涉及层装材料加工,尤其是涉及一种复材成型用挤压装置。
背景技术:
1、目前,航空航天复合材料结构件广泛采用热压罐-真空袋工艺成型,在该工艺方案中多采用树脂基纤维预浸料在硬质工装上进行堆叠。由于复合材料构件的性能需求,需要将0.1-0.3mm厚度的预浸料按照结构设计的需求,将裁切好的预浸料堆叠在指定区域,并按照规定方向进行铺叠。通常情况下,单个制件的厚度在2mm以上,因此需要重复多次进行预浸料铺叠。铺叠过程中,由于按压压力不足,容易在铺叠过程中引入气泡或产生铺叠不紧实的现象,导致零件在后期固化过程中出现内部质量问题。
2、因此,亟需提供一种能对按压压力进行检测预警的复材成型用挤压装置。
技术实现思路
1、本发明的目的在于提供一种复材成型用挤压装置,以解决现有技术中预浸料铺叠时按压压力不足导致预浸料层之间存在气泡或者预浸料层铺叠不紧实的技术问题。
2、为实现上述目的,本发明提供了以下技术方案:
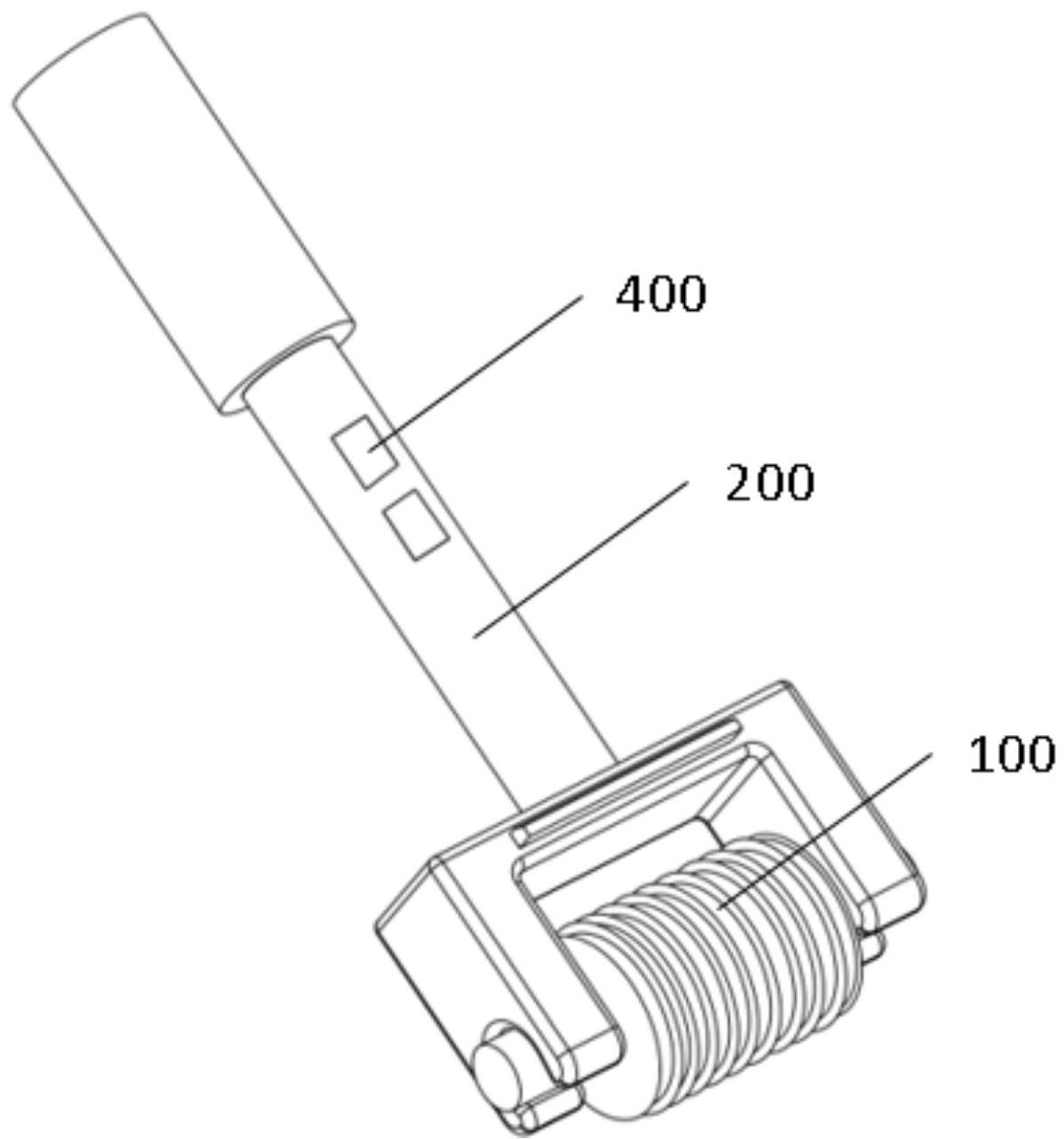
3、本发明提供的一种复材成型用挤压装置,包括:压头,其用于挤压预浸料层;杆部,其与压头转动连接;压力传感器,其用于检测压头挤压预浸料层时受到的压力,该压力由压头或杆部的形变量体现;压力传感器设置在压头或杆部上;处理器;电源;报警器,其用于对按压力小于按压力预设阈值时进行报警;其中,压力传感器、电源和报警器均与处理器电连接。
4、优选地,上述压力传感器设置在杆部内部并用于检测杆部的挠度变化。
5、优选地,上述还包括用于设置按压力阈值的压力预设器,压力预设器设置在杆部并与处理器电连接。
6、优选地,上述压头包括从内到外套设在一起的电磁加热芯和压辊;电磁加热芯与处理器电连接;电磁加热芯两端与杆部转动连接;压辊由软质材料制成。
7、优选地,上述杆部包括相互连接的压杆和安装座;电磁加热芯为轴状;安装座设有用于转动卡接电磁加热芯的卡爪;卡爪设有用于电连接电磁加热芯的导电件,导电件与处理器电连接。
8、优选地,上述压辊外侧壁沿轴向设有多个环形的凸起。
9、优选地,上述压辊呈圆刀形状。
10、优选地,上述还包括设置在杆部的红外加热器;红外加热器靠近压头并用于对待压预浸料层进行热辐射加热;红外加热器与处理器电连接。
11、优选地,上述报警器为警示灯,其至少能发出两种颜色,用于指示按压力是否小于按压力预设阈值。
12、优选地,上述杆部还包括手柄,手柄套设有防滑层。
13、相对于现有技术,本发明的实施例至少具有如下优点或有益效果:
14、本发明的压头用于挤压预浸料层,握持杆部对压头施压,压力传感器检测到压头形变或杆部形变后将压力信号传递至处理器,如果施加的压力小于压力预设阈值,报警器发出报警提醒操作者增加压力,使得压头对预浸料层的压力始终在压力预设阈值之上,避免预浸料层铺叠过程引入气泡或铺叠不紧实,操作简单。
技术特征:
1.一种复材成型用挤压装置,其特征在于,包括:
2.根据权利要求1所述的复材成型用挤压装置,其特征在于,所述压力传感器设置在所述杆部内部并用于检测所述杆部的挠度变化。
3.根据权利要求1所述的复材成型用挤压装置,其特征在于,还包括用于设置按压力阈值的压力预设器,所述压力预设器设置在所述杆部并与所述处理器电连接。
4.根据权利要求1所述的复材成型用挤压装置,其特征在于,所述压头包括从内到外套设在一起的电磁加热芯和压辊;所述电磁加热芯与所述处理器电连接;所述电磁加热芯两端与所述杆部转动连接;所述压辊由软质材料制成。
5.根据权利要求4所述的复材成型用挤压装置,其特征在于,所述杆部包括相互连接的压杆和安装座;所述电磁加热芯为轴状;所述安装座设有用于转动卡接所述电磁加热芯的卡爪;所述卡爪设有用于电连接所述电磁加热芯的导电件,所述导电件与所述处理器电连接。
6.根据权利要求4所述的复材成型用挤压装置,其特征在于,所述压辊外侧壁沿轴向设有多个环形的凸起。
7.根据权利要求4所述的复材成型用挤压装置,其特征在于,所述压辊呈圆刀形状。
8.根据权利要求1所述的复材成型用挤压装置,其特征在于,还包括设置在所述杆部的红外加热器;所述红外加热器靠近压头并用于对待压预浸料层进行热辐射加热;所述红外加热器与所述处理器电连接。
9.根据权利要求1所述的复材成型用挤压装置,其特征在于,所述报警器为警示灯,其至少能发出两种颜色,用于指示按压力是否小于按压力预设阈值。
10.根据权利要求1所述的复材成型用挤压装置,其特征在于,所述杆部还包括手柄,所述手柄套设有防滑层。
技术总结
本发明提供了一种复材成型用挤压装置,涉及层装材料加工技术领域。包括:压头,其用于挤压预浸料层;杆部,其与压头转动连接;压力传感器,其用于检测压头挤压预浸料层时受到的压力,该压力由压头或杆部的形变量体现;压力传感器设置在压头或杆部上;处理器;电源;报警器,其用于对按压力小于按压力预设阈值时进行报警;其中,压力传感器、压力预设组件、电源和报警器均与处理器电连接。握持杆部对压头施压,压力传感器检测到压头形变或杆部形变后将压力信号传递至处理器,如果施加的压力小于压力预设阈值,报警器发出报警提醒操作者增加压力,使得压头对预浸料层的压力始终在压力预设阈值之上,避免预浸料层铺叠过程引入气泡或铺叠不紧实。
技术研发人员:白杰,董涛,彭建,徐俊杰,肖俊杰
受保护的技术使用者:成都泰格尔航天航空科技股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!