一种便于组装和脱模的模具的制作方法
本发明属于模具,尤其涉及一种便于组装和脱模的模具。
背景技术:
1、纤维缠绕成型工艺是在纤维张力和预定成型控制条件下,将浸过树脂胶液的连续纤维(或布、预浸纱)按照一定的规律缠绕到芯模或内衬上,然后经固化、脱模、获得一定形状的制品。
2、对于成型后两端带有收口的筒体产品,模具的制备一直是产品制造的关键之一,如何能够在产品成型后使得模具顺利取出是制备这种模具的一个难点。
3、现有技术在生产这种带有收口的筒体产品时一般采用易熔融的材料或者采用充气成型方式制备模具;采用易熔融的材料制备模具,在产品成型后通过对模具加热使得模具融化自动脱落,但是因这种方式制备的模具是一次性的,对于流水线成产而言,成本较高且比较浪费时间;对于采用充气成型方式制备模具,需要先在特定囊体内充气,使得囊体鼓起形成特定的形状,在产品成型后,将气体排出,将囊体取出;但通过这种方式制备模具时,需要针对不同型号配备不同的囊体,成本相对较高。
4、本发明设计一种便于组装和脱模的模具解决如上问题。
技术实现思路
1、为了达到上述目的,本发明采用了下列技术方案:
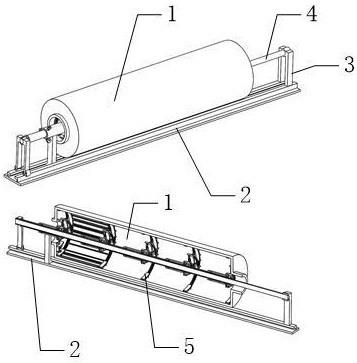
2、一种便于组装和脱模的模具,它包括底座、固定支撑、安装螺杆、支撑组件、伸缩连杆,底座两端的上侧分别安装有一个固定支撑;安装螺杆通过两个固定支撑旋转安装在底座的上侧,支撑组件安装在安装螺杆上,相邻的支撑组件之间通过伸缩连杆连接。
3、所述支撑组件包括第二支撑弧板、缠绕轮、固定套、滑动套、传动环、旋转环、连接弧板、弹性齿条、连接弧形杆、安装套、连接支耳、弹簧、固定弧板、定位环、伸缩外套、伸缩内套,其中定位环安装于安装螺杆上,所述定位环的外侧旋转安装有旋转环,所述旋转环的一端开有嵌套凹槽;伸缩内套滑动安装在安装螺杆上,伸缩内套的外侧旋转安装有滑动套,滑动套的一端固定安装有传动环;滑动套的外侧通过导块与导槽的配合滑动安装有伸缩外套,伸缩外套的一端与旋转环固定连接;伸缩外套的外侧旋转安装有固定套,固定套与定位环紧密接触;固定套靠近定位环的一端旋转安装有安装套;伸缩外套旋转通过齿轮传动能够驱动安装套旋转。
4、所述固定套远离定位环一端的外侧周向均匀的旋转安装有三个缠绕轮,每个缠绕轮上均缠绕安装有一个弹性齿条,弹性齿条的外端绕过安装套内侧后从安装套的另一端穿出,伸缩外套旋转通过齿轮传动能够驱动弹性齿条滑动。
5、所述安装套的外侧周向均匀的安装有三组能够打开和收起的支撑结构,安装套旋转能够控制支撑结构的打开和收起。
6、所述相邻两个支撑组件中的固定套之间通过多个均匀分布的连接杆连接,连接杆通过螺栓可拆卸安装在固定套上;所述连接杆为伸缩杆结构。
7、所述相邻两个支撑组件中位于后侧的支撑组件中的传动环嵌套安装在位于前侧的支撑组件中旋转环的嵌套凹槽内且通过螺栓固定连接。
8、所述底座的前端滑动安装有限位杆,限位杆与底座之间可通过螺栓固定;在打开和收起支撑组件的时候,限位杆对位于最前侧的支撑组件中的固定套限位;在缠绕成型的时候,限位杆解除对对应支撑组件中固定套的限位,此时位于最前侧的支撑组件中的固定套、传动环以及安装螺杆被驱动以相同的速度旋转。
9、作为优选的方案,位于前端的固定支撑可沿中心内向两侧打开分为左右两部分,被分开的两个固定支撑组件与底座之间分别安装有一个板簧。
10、作为优选的方案,所述安装螺杆的螺纹面上沿螺纹杆长度方向具有两段对称分布的弧形缺口,所述弧形缺口的弧形角为90度;定位环为具有内螺纹的螺纹套,所述定位环的螺纹面上沿定位环厚度方向具有两段对称分布的弧形缺口,所述弧形缺口的弧形角为90度;定位环安装于安装螺杆上,在安装定位环时,将定位环上的弧形缺口与安装螺杆的螺纹区域对齐,此时定位环与安装螺杆未形成螺纹配合;滑动定位环,使得定位环在其弧形缺口与安装螺杆上的螺纹区域的导向作用下快速移动到指定位置上,之后旋转定位环,使得定位环与安装螺杆螺纹配合,通过螺纹配合将定位环的位置固定,实现定位作用。
11、作为优选的方案,所述伸缩外套一端的外圆面上具有齿牙,伸缩外套具有齿牙的一端与旋转环固定连接。
12、所述安装套的内侧固定安装有第二齿环,第三齿轮旋转安装在固定套上,且第三齿轮与伸缩外套上的齿牙啮合;第四齿轮和第五齿轮共轴旋转安装在固定套上,第四齿轮与第三齿轮啮合;蜗杆通过支撑板旋转安装在固定套上,蜗杆上固定安装有第六齿轮,第六齿轮与第五齿轮啮合;第二齿轮和涡轮共轴旋转安装在固定套上,涡轮与蜗杆啮合,第二齿轮与第二齿环啮合。
13、作为优选的方案,所述伸缩外套的外侧固定安装有第一齿环;固定套内周向均匀的旋转安装有三个第一齿轮,每个第一齿轮的旋转轴上均固定安装有一个第七齿轮,三个第八齿轮周向均匀的旋转安装在固定套内,三个第八齿轮与三个第七齿轮一一对应且分别相互啮合;三个第八齿轮的旋转轴上分别固定安装有一个第九齿轮,三个第九齿轮与第一齿环啮合;所述固定套远离定位环一端的外侧周向均匀的旋转安装有三个缠绕轮,每个缠绕轮上均缠绕安装有一个弹性齿条,弹性齿条的外端绕过安装套内侧后从安装套的另一端穿出,三个弹性齿条与三个第一齿轮一一对应且分别相互啮合。
14、作为优选的方案,每组支撑结构均由多个沿径向方向分布且由连接弧形杆和安装于连接弧形杆上的连接弧板组成的支撑单元组件构成;连接弧形杆的两端铰接安装有两个固定弧板,连接弧形杆上的固定弧板通过螺栓固定于连接弧板上;位于最内层的支撑单元组件,其连接弧形杆下端的固定弧板通过螺栓固定于安装套上;相邻两个支撑单元组件中位于下侧的支撑单元组件,其连接弧形杆上的固定弧板通过螺栓固定于上侧支撑单元组件中的连接弧板上。
15、作为优选的方案,设定最外侧支撑单元组件中的连接弧板为第一支撑弧板,相邻两个支撑结构中的第一支撑弧板之间通过多个第二支撑弧板连接,所述第二支撑弧板与对应的第一支撑弧板之间为滑动连接;三个弹性齿条穿出安装套的一端与三个第一支撑弧板一一对应且分别固定连接。
16、作为优选的方案,相邻两个支撑组件中的第一支撑弧板和第二支撑弧板之间通过周向均匀分布的伸缩连杆连接,安装于第一支撑弧板上的伸缩连杆的两端通过铰接的方式安装在第一支撑弧板上;第二支撑弧板上滑动安装有支耳,相邻的支耳之间通过弹簧连接,安装于第二支撑弧板上的伸缩连杆的两端通过铰接的方式安装在支耳上。
17、作为优选的方案,所述缠绕轮与固定套之间安装有涡卷弹簧。
18、作为优选的方案,每组支撑结构均由多个沿径向方向分布且由两个连接弧形杆和安装于两个连接弧形杆上的连接弧板组成的支撑单元组件构成;连接弧形杆的两端铰接安装有两个固定弧板,两个连接弧形杆交错安装,其中一个连接弧形杆上的固定弧板通过螺栓固定于连接弧板上,另一个连接弧形杆上的固定弧板滑动安装在连接弧板上;位于最内层的支撑单元组件,其两个连接弧形杆中其中一个连接弧形杆下端的固定弧板通过螺栓固定于安装套上,另一个连接弧形杆下端的固定弧板滑动安装在安装套上;相邻两个支撑单元组件中位于下侧的支撑单元组件,其两个连接弧形杆中其中一个连接弧形杆上的固定弧板通过螺栓固定于上侧支撑单元组件中的连接弧板上,另一个连接弧形杆上的固定弧板滑动安装在上侧支撑单元组件中的连接弧板上。
19、与现有的技术相比,本发明的优点在于:
20、1、缠绕成型的产品因形状各异,各个拐角的位置和拐角处的外径均不同,这样就需要根据不同产品的形状来设定各个支撑组件的位置以及支撑组件最外侧的第一支撑弧板和第二支撑弧板组成的环的外径大小;本发明通过定位环可对支撑组件在安装螺杆上的位置进行定位,每个支撑组件对应一个拐角,通过定位各个支撑组件的位置来定位产品中各个拐角的位置。本发明中安装套外侧安装的支撑结构可以根据产品各个拐角处外径来选用不同长度的连接弧形杆,因支撑组件被打开时安装套旋转的角度相同,但是因连接弧形杆的长度不同,所以支撑组件撑开后,最外层第一支撑弧板和第二支撑弧板组成的环的外径也不同。即本发明可以通过定位环实现支撑组件位置的确定,通过选用不同长度的连接弧形杆来确定支撑组件外层第一支撑弧板和第二支撑弧板组成的环的外径,这样就可以搭配成各种形状的模具。
21、2、本发明针对同一形状的产品只需要搭配一次支撑组件即可,相比于通过囊体充当模具而言,大大提高了效率,同时一定程度上也节约了成本。同时这种搭配模具的方式可适用于流水线生产。
22、3、本发明中可根据产品拐角处对外径的要求选用对应数量的支撑单元组件,不同支撑组件可需用不同数量的支撑单元组件,使得最终支撑组件的外径满足产品的需求,这样的设计提高的组装的便捷性。
23、4、在产品成型后,控制限位杆对最外侧的支撑组件中的固定套限位,控制最外侧的滑动套旋转,使得支撑组件中的连接弧形杆摆动收起,即支撑组件收起;将收起后的模具从成型产品的回收口处取出;因支撑组件进行了一定的收缩,所以搭配的模具可以从一定内径的回收口处取出。为了保证收起后的支撑组件的外径能够保证所有的模具能够顺利从成型产品的回收口处取出,所以在选用支撑组件的时候需要根据产品成型后回收口的大小来确定支撑组件中支撑单元组件的数量以及各个支撑单元组件中连接弧形杆的长度。
- 还没有人留言评论。精彩留言会获得点赞!