鞋用TPU塑料片材生产设备及方法与流程
本发明涉及鞋用tpu塑料片材领域,具体为鞋用tpu塑料片材生产设备及方法。
背景技术:
1、鞋用tpu塑料片材通常用于皮鞋的前定型和后定型,这是因为tpu塑料具有耐磨性、柔韧性、弹性以及耐化学药品性等优点。在制鞋过程中,鞋面通常需要经过前定型和后定型的处理,以保证鞋型的稳定性和美观度。前定型是将鞋头部位的鞋面与鞋垫贴合在一起并进行固定,这通常需要使用tpu塑料片材;后定型则是将鞋子放到专门的定型架上,使其自然定型并固定好鞋型。在鞋子的生产制造过程中,tpu塑料片材不仅可以提高鞋子的舒适度和美观度,还可以提高鞋子的耐久性和使用寿命。
2、具体来说,鞋用tpu塑料片材用于皮鞋的前定型和后定型,因此要具备粘性、韧性、强度三个特点。其中,tpu塑料片低温粘性:即片材要具备好的低温粘性,以便在100度左右加温加压时,能将面料和里料很好地粘合,且在回到常温时则迅速固化。tpu塑料片材韧性:由于其作为皮鞋的前定型和后定型,因此在使用时要将其折弯成一定的形状,所以要求tpu塑料片材要具有好的韧性。tpu塑料片材强度:同时由于需要作为皮鞋的前定型和后定型,因此要具备一定的强度/硬度,才可以使皮鞋保持一定的形状和坚挺。
3、由于tpu塑料片材粘性要好,才能保证皮鞋面料和里料的有效粘合;又需要好的强度和韧性,才能保证皮鞋的形状和坚挺。而片材在生产过程中,强度、韧性和粘性这三个问题是极大的矛盾;因此,现目前行业当中至少存在以下问题:
4、1.现目前行业内一部分的厂家是选择生产配方料,也就是把粘性、韧性、强度三种料放一起,根据鞋子的种类不同,放不同料的比例也不同;但无论何种比例,片材中粘性、韧性、强度三种料的含量都有,因此做的片材中规中矩;但是混合在一起后,粘性、韧性、强度相互都会影响、且相互每一种成分的特性都会降低,做出来的成品在粘性、韧性、强度三个方面全部都不合格,这是由于为了保证片材的强度和韧性所需要添加的材料会降低整体的粘性,而需要增加粘性所添加的材料会降低整体的强度和韧性。这样就带来了极大的矛盾和不可逾越的障碍;因为强度高了粘性就差,生产的鞋子质量就差,容易开胶;而粘性提高了强度和韧性就差,皮鞋就不够坚挺、形状就容易折皱或塌陷;这就是现有市面上的皮鞋很容易出现开胶或不够坚挺、形状容易折皱或塌陷的原因所在;
5、2.现目前行业内另一部分的厂家是选择走中间路线,通过分层做,以此来平衡粘性、韧性、强度,也就是分别生产具有粘性、韧性、强度三种材料的成品,然后再把具有粘性、韧性、强度的三种成品事后粘贴在一起,但这样的依然存在寿命短、质量差的问题,并且粘贴在一起的多层材料之间可以直接用手撕开,皮鞋穿久了一方面会自然开胶、另一方面是人长期穿着皮鞋行走的过程中频繁折弯也会使粘贴在一起的多层材料之间散开;
6、3.现目前行业内的做法还存在成本高的问题,因为原来做好的/售价高昂的贵的鞋子时,为了提高粘性,要把粘性料或胶的成分提高到80%才能到达预期的粘性,从而使牛皮和材料粘贴的牢固,但这个情况下一方面硬度和韧性就过低,无法定型,此时由于硬度不够,就要用很好很贵的料子再来二次填充,再次增加了成本。
技术实现思路
1、本发明的目的是解决以上至少部分现有问题并带来对应的技术效果。
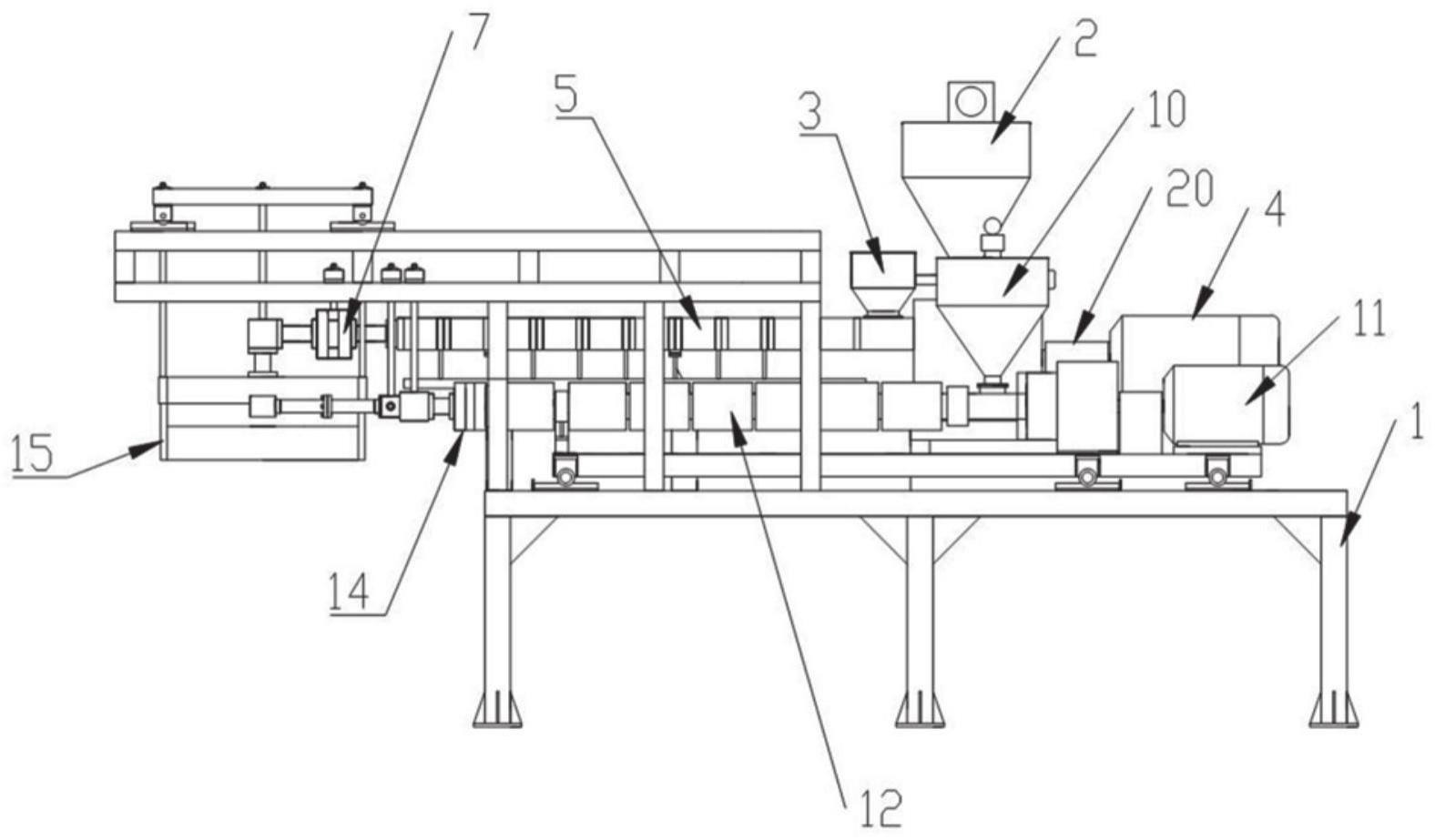
2、为解决上述技术问题,本发明鞋用tpu塑料片材生产设备,包括:
3、主框架;
4、主料斗,该主料斗固定安装于所述主框架;
5、第一进料斗,该第一进料斗固定安装于所述主框架;所述第一进料斗的水平高度低于所述主料斗;
6、第一电机,该第一电机固定安装于所述主框架;
7、第一加热组件,该第一加热组件固定安装于所述主框架;所述第一加热组件内至少具有第一推料螺杆,该第一推料螺杆与所述第一电机的电机轴固定连接;所述第一加热组件的出口端设有固定连接的第一过滤器;所述第一进料斗的下方连通所述第一加热组件的进料口;
8、喂料电机,该喂料电机固定安装于所述主框架,所述喂料电机的电机轴固定连接有喂料螺杆,所述喂料螺杆连通所述主料斗的下方和所述第一进料斗的上方;
9、第二料斗,该第二料斗固定安装于所述主框架;
10、第二电机,该第二电机固定安装于所述主框架;
11、第二加热组件,该第二加热组件固定安装于所述主框架;所述第二加热组件内至少具有第二推料螺杆,该第二推料螺杆与所述第二电机的电机轴固定连接;所述第二加热组件的出口端设有固定连接的第二过滤器;
12、出料成型模具;所述第一过滤器通过中间层料管连通所述出料成型模具的中部;所述第二过滤器同时连通两个表面层料管,两个表面层料管分别连通所述出料成型模具的两侧。
13、作为本发明鞋用tpu塑料片材生产设备的一种优选实施方案,所述第一电机与所述第一推料螺杆之间通过主变速箱连接;
14、所述第二电机与所述第二推料螺杆之间通过副变速箱连接;
15、所述喂料电机与所述喂料螺杆之间通过喂料变速箱连接。
16、作为本发明鞋用tpu塑料片材生产设备的一种优选实施方案,包括至少两个冷却轮,两个所述冷却轮之间的间距可调。
17、作为本发明鞋用tpu塑料片材生产设备的一种优选实施方案,所述出料成型模具中部设置高温输料通道,该高温输料通道的竖直下方设有出料通道;所述高温输料通道的两侧分别设置低温输料通道;所述高温输料通道和两侧的所述低温输料通道在连接所述出料通道的位置相连通、并且同时连通所述出料通道。
18、作为本发明鞋用tpu塑料片材生产设备的一种优选实施方案,所述出料成型模具内设有隔热层,所述隔热层处于所述高温连输料通道与所述低温输料通道之间;
19、包括油管,所述通过油管设置于所述高温输料通道和所述低温输料通道之间,或所述油管设置于所述隔热层内。
20、本发明鞋用tpu塑料片材生产方法,包括以下步骤:
21、获取第一tpu料;
22、将所述第一tpu料与强度料和韧性料混合形成中间层原料,将中间层原料定量喂料;利用双螺杆挤出机将混合好的配方料加热并塑化形成第一流体;
23、获取第二tpu料;
24、利用单螺杆挤出机将tpu料加热塑化形成第二流体,
25、获取所述第一流体和所述第二流体的初始温度,并控制所述第一流体和所述第二流体的分别处于预定温度,使所述第一流体的温度高于所述第二流体;其中所述第一流体形成高温料,所述第二流体形成低温料;
26、将所述高温料和所述低温料同时供入出料成型模具;
27、其中所述高温料作为中间层;其中低温料作为表面层,所述低温层分两路输入所述出料成型模具,且分别融合于所述中间层的两面;
28、所述中间层和两层所述表面层在所述出料成型模具内融合为一层成品料并出料。
29、作为本发明鞋用tpu塑料片材生产方法的一种优选实施方案,所述中间层的厚度大于所述表面层。
30、作为本发明鞋用tpu塑料片材生产方法的一种优选实施方案,所述出料成型模具出料后,经两个冷却轮挤压定厚度,并且通过所述冷却轮使所述成品料表面快速冷却,使成品料表面保持光滑;
31、实时获取所述冷却轮的初始温度并根据冷却轮的初始温度调节所述冷却轮至预定温度。
32、作为本发明鞋用tpu塑料片材生产方法的一种优选实施方案,将其中所述出料成型模具中部设置高温输料通道,并且在所述高温输料通道的两侧分别设置低温输料通道;所述高温输料通道和两侧的所述低温输料通道的出料端相连通、并由同一个出料通道完成出料。
33、作为本发明鞋用tpu塑料片材生产方法的一种优选实施方案,将所述出料成型模具内的所述高温输料通道与所述低温输料通道之间设置隔热层。
34、作为本发明鞋用tpu塑料片材生产方法的一种优选实施方案,包括以下两方案至少其一:
35、方案一、将所述出料成型模具内的所述高温输料通道与所述低温输料通道之间设置油管,通过油管将所述高温输料通道和所述低温输料通道之间隔开;
36、方案二、在所述隔热层内设置油管;
37、以上两方面完成至少其一后,以所述出料成型模具启动工作时开始计时,当至少达到预定时间时,向所述油管内输入降温油料,通过降温油料在所述油管内流动带走所述高温输料通道与所述低温输料通道之间的热量。
38、有益效果
39、本发明解决了以上现有问题及以上未一一提及的其他现有问题并相应至少带来以下创新优点:
40、1.通过本发明的方法步骤,控制所述第一流体和所述第二流体的分别处于预定温度,使所述第一流体的温度高于所述第二流体;其中所述第一流体形成高温料,所述第二流体形成低温料;其中中间层的高温料和两边的表面层的低温料共计三层,是在出料成型模具内还未出料前、且处于流体状态下进行融合,并且只是将三层进行融合,而不是搅拌混合,因此其截面是三层料;但这三层料融合在一起后,由于是在流体状态下的融合,使三层之间有一定深度的相互混合,形成的成品料是只有一层,只是这一层当中,其截面的中间部分的两面的材料是不同的,也就是不同的材料所处在截面的位置不同。从而这样由三层合并为一层的结构,融合在一起后的成品料不仅无法用手撕开;还无法散开。其中所述两面的表面层使成品料的两面具有高粘性;其中位于中间的所述中间层起到内部骨架的作用,使成品料的中间层具有高的强度和韧性,不同的材料之间各司其职,相互配合且相互不影响,有效地解决了鞋用tpu塑料片材粘性、强度、韧性三者不可调和的矛盾。该方案解决了两个问题,一方面是解决了:现目前行业内把粘性、韧性、强度三种料全部混合在一起,使片材中粘性、韧性、强度三种料的含量都有,但是混合在一起后粘性、韧性、强度相互都会影响、且相互每一种成分的特性都会降低,做出来的成品在粘性、韧性、强度三个方面全部都不合格,保证片材的强度和韧性所需要添加的材料会降低整体的粘性,而需要增加粘性所添加的材料会降低整体的强度和韧性;使得强度高了粘性就差,生产的鞋子质量就差,容易开胶;而粘性提高了强度和韧性就差,皮鞋就不够坚挺、形状就容易折皱或塌陷的上述问题。另一方面解决了:现目前行业内分别生产具有粘性、韧性、强度三种材料的成品,然后再把具有粘性、韧性、强度的三种成品事后粘贴在一起,导致存在寿命短、质量差,并且粘贴在一起的多层材料之间可以直接用手撕开,皮鞋穿久了一方面会自然开胶、另一方面是人长期穿着皮鞋行走的过程中频繁折弯也会使粘贴在一起的多层材料之间散开的上述问题。
41、2.本发明由于所述中间层添加了强度料和韧性料,直接或间接还带来了至少三个优点:(1).传统的做法,由于tpu料是粘性料,但强度和韧性低,想要在粘性高的情况下还能具有一定的强度和韧性就只能把tpu料增加的很多、且整体片材料做的很厚,导致tpu料成本极高,并且即使在这样的情况下粘性也依然不理想;而本发明的成品料通过中间层具有高的强度和韧性以外,还减少了tpu料的使用的比例,因此也起到了降低成本的作用;(2).由于表面层采用纯的tpu料,因此可以将其厚度降低的情况下依然保证粘性,从而更进一步的降低了成本;(3).中间层负责是强度和韧性,两边的表面层负责粘性,与现有材料相比,整体在厚度更低或厚度相同的情况下强度和韧性以及粘性都可以更好。解决了:现目前行业内为了提高粘性,要把粘性料或胶的成分提高到80%才能到达预期的粘性,但这个情况下一方面硬度和韧性就过低,无法定型,此时由于硬度不够,就要用很好很贵的料子再来二次填充,再次增加了成本的问题。
42、3.本发明通过采用冷却轮,使得定厚度和冷却的过程中,冷却轮会使成品料的表面快速冷却固化,使成品料可以快速的实现表面与冷却轮之间的快速脱离,从而保证了成品料表面快速固化、定厚、成型,实现了成品料成型固化后表面的光滑,解决了成品料表面会与轮子的拉扯而造成表面粗糙、不光滑的问题。
43、4.通过将所述出料成型模具中部设置高温输料通道和两侧分别设置低温输料通道;使得所述中间层和所述表面层在所述出料成型模具的内部完成复合,而非出料后复合。从而更加进一步的解决了现目前行业内把粘性、韧性、强度三种料全部混合在一起,使片材中粘性、韧性、强度三种料的含量都有,但是混合在一起后粘性、韧性、强度相互都会影响、且相互每一种成分的特性都会降低,做出来的成品在粘性、韧性、强度三个方面全部都不合格,保证片材的强度和韧性所需要添加的材料会降低整体的粘性,而需要增加粘性所添加的材料会降低整体的强度和韧性;使得强度高了粘性就差,生产的鞋子质量就差,容易开胶;而粘性提高了强度和韧性就差,皮鞋就不够坚挺、形状就容易折皱或塌陷的上述问题;以及更加进一步的解决了:现目前行业内分别生产具有粘性、韧性、强度三种材料的成品,然后再把具有粘性、韧性、强度的三种成品事后粘贴在一起,导致存在寿命短、质量差,并且粘贴在一起的多层材料之间可以直接用手撕开,皮鞋穿久了一方面会自然开胶、另一方面是人长期穿着皮鞋行走的过程中频繁折弯也会使粘贴在一起的多层材料之间散开的上述问题。
44、5.本发明通过在所述出料成型模具内设置的隔热层以外,还设置有油管,因此当所述出料成型模具启动工作时开始计时,当至少达到预定时间时,向所述油管内输入降温油料,通过降温油料在所述油管内流动带走所述高温输料通道与所述低温输料通道之间的热量,解决了超过预定时间时所述出料通道23出的所述成品料复合不理想的问题。
- 还没有人留言评论。精彩留言会获得点赞!