一种基于VIMP-微波工艺的复合材料快速修理飞机裂纹的方法与流程
本发明涉及飞机结构复合材料胶接修理领域,具体是一种基于vimp-微波工艺的复合材料快速修理飞机裂纹的方法。
背景技术:
1、从现有的研究成果来看,复合材料胶接修理主要包括预固化补片胶接修理、湿法胶接修理以及干法胶接修理。值得注意的是,在实际飞机机体结构修理中,由于修理结构的复杂性,采用预固化补片胶接修理有时无法完全贴合飞机结构表面;湿法胶接修理需进行湿补片的制作,修理操作时间长;干法胶接修理需要获取在适用期内的预浸料,并且在多数情况下需对预浸料进行加热提高其黏性才能进行铺贴。因此以上这些传统的复合材料胶接修理工艺都存在修理周期长,工序繁琐的问题。另外,考虑到粘接剂加热固化时间长,完成一次固化至少需要3个小时。因此为满足飞机外场抢修需求,本发明在现有的复合材料胶接修理方法的基础上提出了一种基于真空导入模塑工艺vimp和微波固化工艺的金属裂纹修理方法,该方法以待修理金属件为刚模,柔性真空袋为软模,通过真空负压排除模腔中的气体,注入微波固化专用粘接剂,利用其渗透、流动实现粘接剂对纤维织物的浸渍。充模完成后利用微波固化设备对粘接剂进行固化,从而在操作时间和固化时间上缩短修理时间。
2、中国专利申请号为112356467a公开了一种飞机外场复合材料微波修复设备及其修复方法,该发明虽然将粘接剂固化时间缩短了,但是依旧需要制作湿补片进行铺贴修理,修理操作时间仍较长,无法完全满足外场抢修需求。
技术实现思路
1、为了解决上述问题,本发明提出一种基于vimp-微波工艺的复合材料快速修理飞机裂纹的方法。
2、一种基于vimp-微波工艺的复合材料快速修理飞机裂纹的方法,其具体步骤如下:
3、s1、确定方案:根据结构损伤情况,设计修理方案,确定补片厚度和铺层角度;
4、s2、打磨:使用80#砂纸对待修理区进行打磨,之后用丙酮清洁待修理表面,等待表面干燥;
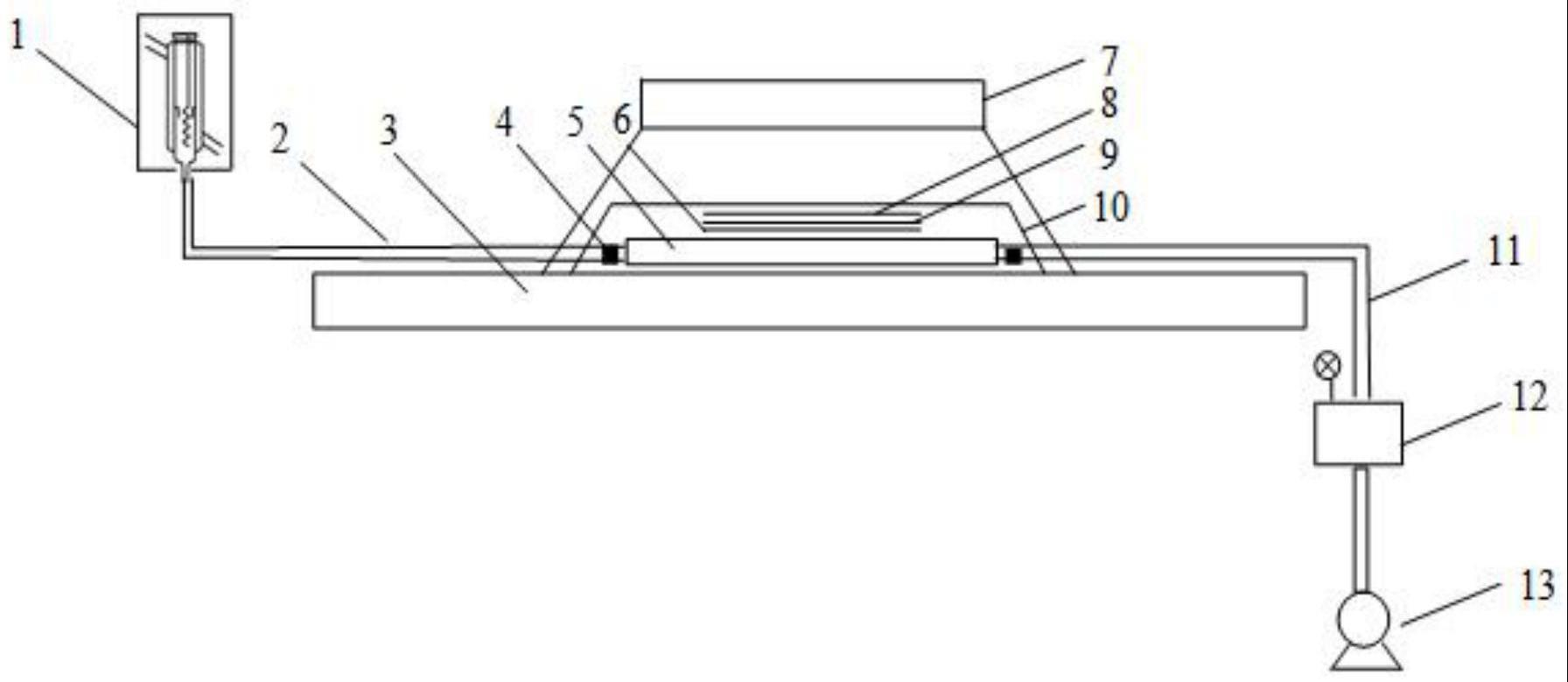
5、s3、准备裁剪材料:根据修理需要裁剪碳纤维织物5、脱模布6、导流介质9、隔离膜8、真空袋膜10类材料;
6、s4、防止电位腐蚀:
7、a、在修理区域先铺放一层无碱玻璃布,再根据设计角度和层数铺放碳纤维织物5;
8、b、逐层铺放脱模布、导流介质、有孔隔离膜、真空袋膜类辅助材料,待修理区域边缘粘贴真空胶条;
9、c、胶粘剂注胶口和出胶口处分别连接一根带阀门的橡胶管,分别为出胶导管一和出胶导管二,然后将修理区域通过真空胶条进行密封;
10、s5、连接真空:连接真空设备,打开出胶口处开关阀门,观察粘接剂收集罐12上真空度表,检验真空袋气密性;
11、s6、水浴加热:根据修理区域尺寸分别称取适量树脂和固化剂置于在线混合智能计量配送系统的两管内,打开水浴加热开关,加热温度设置为50℃,根据树脂和固化剂配制比例设置在线配送参数;
12、s7、粘结:待树脂和固化剂充分加热后,将出胶口处的出胶导管一连接至粘接剂配制管出口处;
13、s8、充模:
14、a、打开在线混合智能计量配送系统开关,打开注胶口处的开关阀门,胶粘剂将在大气压力作用下流入到修理区并浸润纤维织物;
15、b、待胶粘剂完全充满待修理结构的修理区、出胶口处有胶粘剂流出且无气泡溢出时,依次关闭注胶口、出胶口处的开关阀门、在线混合智能计量配送系统开关、水浴加热开关,结束充模过程;
16、s9、吸波:在真空袋上放置一块吸波垫,提高修理区域的吸波效果;
17、s10、固化:在修理区域放置微波辐射罩,打开微波发生器电源进行固化;
18、s11、二次打磨:通过真空泵固化结束后,拆除真空袋及管路,对残留的胶液进行打磨处理。
19、所述的步骤s4中,脱模布宽度方向的尺寸比纤维织物大20mm-30mm。
20、所述的步骤s4中,用真空胶条将两处的橡胶管缠绕一圈。
21、所述的步骤s4的c中,胶粘剂中树脂选用双酚a型环氧树脂,同时配合使用双酚f环氧树脂调整树脂的粘度,使用缩水甘油酯型环氧树脂和多官能团环氧树脂提高树脂基体的吸波能力和耐高温性能。
22、所述的步骤s5中,真空设备为真空泵,真空袋的真空度不能低于90kpa。
23、所述的步骤s6中,当开发出新的低粘度微波修复用粘接剂,则可取消水浴加热工序。
24、所述的实施步骤s10中,微波发生器的功率、辐射时间类工艺参数需根据实际修理情况进行确定。
25、本发明的有益效果是:本发明将vimp工艺与微波固化工艺相结合,通过重新调节胶粘剂配方,缩短了修理操作时间和胶粘剂固化时间,同时修理平台可集成到一个外场抢修包中,便于抢修携带。
技术特征:
1.一种基于vimp-微波工艺的复合材料快速修理飞机裂纹的方法,其特征在于:其具体步骤如下:
2.根据权利要求1所述的一种基于vimp-微波工艺的复合材料快速修理飞机裂纹的方法,其特征在于:所述的步骤s4具体内容为:
3.根据权利要求2所述的一种基于vimp-微波工艺的复合材料快速修理飞机裂纹的方法,其特征在于:所述的步骤s4中,脱模布(6)宽度方向的尺寸比纤维织物大20mm-30mm。
4.根据权利要求2所述的一种基于vimp-微波工艺的复合材料快速修理飞机裂纹的方法,其特征在于:所述的步骤s4中,用真空胶条(4)将两处的橡胶管缠绕一圈。
5.根据权利要求2所述的一种基于vimp-微波工艺的复合材料快速修理飞机裂纹的方法,其特征在于:所述的步骤s4的c中,胶粘剂中树脂选用双酚a型环氧树脂,同时配合使用双酚f环氧树脂调整树脂的粘度,使用缩水甘油酯型环氧树脂和多官能团环氧树脂提高树脂基体的吸波能力和耐高温性能。
6.根据权利要求1所述的一种基于vimp-微波工艺的复合材料快速修理飞机裂纹的方法,其特征在于:所述的步骤s5中,真空设备为真空泵(13),真空袋的真空度不能低于90kpa。
7.根据权利要求1所述的一种基于vimp-微波工艺的复合材料快速修理飞机裂纹的方法,其特征在于:所述的步骤s6中,当开发出新的低粘度微波修复用粘接剂,则可取消水浴加热工序。
8.根据权利要求1所述的一种基于vimp-微波工艺的复合材料快速修理飞机裂纹的方法,其特征在于:所述的步骤s8中具体内容为:
9.根据权利要求1所述的一种基于vimp-微波工艺的复合材料快速修理飞机裂纹的方法,其特征在于:所述的步骤s10中,微波发生器的功率、辐射时间类工艺参数需根据实际修理情况进行确定。
技术总结
本发明涉及飞机结构复合材料胶接修理领域,具体是一种基于VIMP‑微波工艺的复合材料快速修理飞机裂纹的方法,其具体步骤如下:S1、确定方案;S2、打磨;S3、准备裁剪材料;S4、防止电位腐蚀;S5、连接真空;S6、水浴加热;S7、粘结;S8、充模;S9、吸波;S10、固化;S11、二次打磨;本发明将VIMP工艺与微波固化工艺相结合,通过重新调节胶粘剂配方,缩短了修理操作时间和胶粘剂固化时间,同时修理平台可集成到一个外场抢修包中,便于抢修携带。
技术研发人员:汪愿,符彬,汪征宇,王亚南,孙运刚,谢金标
受保护的技术使用者:国营芜湖机械厂
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!