一种PP聚丙烯矩形风管生产设备及制作工艺的制作方法
本发明涉及矩形风管生产设备,具体为一种pp聚丙烯矩形风管生产设备及制作工艺。
背景技术:
1、风管,是用于空气输送和分布的管道系统,有复合风管和无机风管两种,可按截面形状和材质分类,按截面形状,风管可分为圆形风管,矩形风管,扁圆风管等多种,其中圆形风管阻力最小但高度尺寸最大,制作复杂,所以应用以矩形风管为主,按材质,风管可分为金属风管,复合风管,高分子风管。
2、传统的pp聚丙烯矩形风管制作工艺,把板材开成四块进行碰焊,但是容易变形焊点位置长时间会开裂,后来工艺改进,使用折弯机折弯,操作流程只能每次只可以折一边,如果做一条矩形风管需要折四次,然后再碰焊完成,但是管道四边尺寸偏差比较大,因此,我们提出了一种pp聚丙烯矩形风管生产设备及制作工艺。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种pp聚丙烯矩形风管生产设备及制作工艺,具备方便进行碰焊,且碰焊风管四边尺寸偏差较小,可延长使用寿命等优点,解决了不方便进行碰焊的问题。
3、(二)技术方案
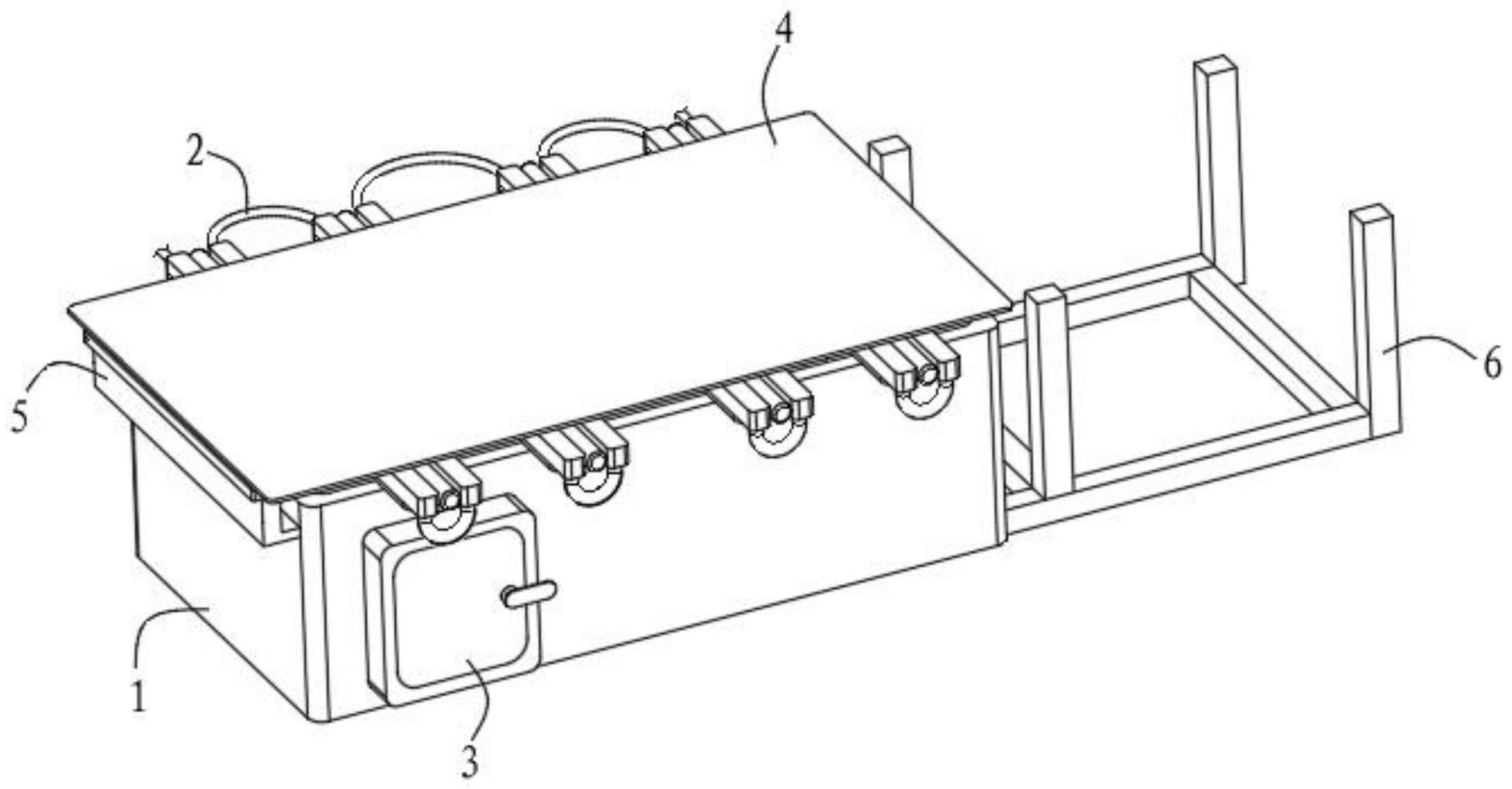
4、为实现上述不仅方便进行碰焊,且碰焊风管四边尺寸偏差较小,可延长使用寿命的目的,本发明提供如下技术方案:一种pp聚丙烯矩形风管生产设备,包括框架主体,所述框架主体的顶端设置有水冷件,所述水冷件的顶端设置有pp聚丙烯板材,所述水冷件用于水冷pp聚丙烯板材以实现保护pp聚丙烯板材;
5、所述框架主体的内部设置有加热件,所述加热件用于加热pp聚丙烯板材以实现对折pp聚丙烯板材;
6、所述框架主体的外表面一端设置有定位件,所述框架主体远离定位件的一端设置有模具本体。
7、作为本发明的一种优选技术方案,所述水冷件包括安装板,所述安装板的底端与框架主体的顶端之间固定连接,所述安装板的顶端与加热件之间固定连接,所述安装板的顶端固定安装有进水冷方管,所述进水冷方管的顶端与pp聚丙烯板材的底端之间活动连接,所述进水冷方管的一端内部固定安装有进水管,所述进水管与外设水泵的输出端之间固定连接,以便于对pp聚丙烯板材进行水冷以实现保护pp聚丙烯板材的作用。
8、作为本发明的一种优选技术方案,所述进水管的底端内部固定安装有第一衔接管,所述第一衔接管远离进水管的一端固定安装有衔接水冷管,所述衔接水冷管的底端与安装板的顶端之间固定连接,所述衔接水冷管的顶端与pp聚丙烯板材的底端之间活动连接,所述衔接水冷管远离第一衔接管的一端内部固定安装有第二衔接管,以便于对pp聚丙烯板材进行水冷以实现保护pp聚丙烯板材的作用。
9、作为本发明的一种优选技术方案,所述第二衔接管的一端固定安装有出水冷方管,所述出水冷方管的顶端与pp聚丙烯板材的底端之间活动连接,所述出水冷方管的底端与安装板的顶端之间固定连接,所述出水冷方管远离第一衔接管的一端内部固定安装有出水管,以便于对pp聚丙烯板材进行水冷以实现保护pp聚丙烯板材的作用。
10、作为本发明的一种优选技术方案,所述加热件包括电力箱,所述电力箱的外表面与框架主体的外表面之间固定连接,所述电力箱通过外设电线电性连接有控温器,所述控温器的底端与框架主体的内腔底壁之间活动连接,所述控温器通过外设电线电性连接有加热管,所述加热管的外表面与安装板的顶端之间固定连接,以便于对pp聚丙烯板材进行加热以实现方便对pp聚丙烯板材进行对折和进行碰焊。
11、作为本发明的一种优选技术方案,所述定位件包括l型支撑板,所述l型支撑板的外表面与框架主体的外表面之间固定连接,所述l型支撑板的顶端固定安装有定位板,所述定位板的顶端与pp聚丙烯板材之间活动连接,以便于对pp聚丙烯板材进行定位。
12、一种pp聚丙烯矩形风管生产设备的制作工艺,该pp聚丙烯矩形风管生产设备制作工艺如下:s1、通过把pp聚丙烯板材放置在水冷件和加热件上,并且pp聚丙烯板材的边缘处与定位板的边缘处处于竖直状态;
13、s2、在s1的基础上,启动电力箱,并且对控温器和加热管提供电能,而加热管对pp聚丙烯板材进行加热,控温器对加热管的温度进行控制;
14、s3、在s2的基础上,启动外设水泵,此时进水冷方管内腔中的水、衔接水冷管内腔中的水以及出水冷方管内腔中的水对pp聚丙烯板材进行水冷,直到把pp聚丙烯板材加热到适合温度为止;
15、s4、在s3的基础上,把pp聚丙烯板材通过人工的方式移至模具本体上,并且对加热的pp聚丙烯板材进行竖直对折,直到对折成矩形风管为止;
16、s5、在s4的基础上,通过利用外设焊接设备对矩形风管对折开口进行碰焊,即可生产制作成pp聚丙烯矩形风管。
17、(三)有益效果
18、与现有技术相比,本发明提供了一种pp聚丙烯矩形风管生产设备及制作工艺,具备以下有益效果:
19、1、该pp聚丙烯矩形风管生产设备及制作工艺,通过把pp聚丙烯板材放置在水冷件和加热件上,此时加热件对pp聚丙烯板材进行加热,水冷件对pp聚丙烯板材进行水冷,直到把pp聚丙烯板材加热至可以对折的温度,然后把pp聚丙烯板材通过人工的方式移至模具本体上,并且对加热的pp聚丙烯板材进行竖直对折,直到对折成矩形风管为止,再利用外设焊接设备对矩形风管对折开口进行碰焊,即可生产制作成pp聚丙烯矩形风管,从而方便制作pp聚丙烯矩形风管,且方便进行碰焊,碰焊风管四边尺寸偏差较小,也可延长使用寿命。
20、2、该pp聚丙烯矩形风管生产设备及制作工艺,通过启动电力箱,此时电力箱通过外设电线对控温器和加热管进行供能,在此期间,加热管对pp聚丙烯板材的底端进行加热,而通过外设电线与加热管连接的控温器起到了控制温度的作用,直到把pp聚丙烯板材加热到适合温度为止,从而方便对pp聚丙烯板材进行加热,进而方便对pp聚丙烯板材进行对折。
21、3、该pp聚丙烯矩形风管生产设备及制作工艺,通过启动外设水泵,此时外设水泵经外设水泵的输出端内腔把水输送至进水管内腔,在此期间,进水管内腔中的水进入进水冷方管内腔、第一衔接管内腔、衔接水冷管内腔、第二衔接管内腔以及出水冷方管内腔,最终由出水管内腔释放出去,在此期间,进水冷方管内腔中的水、衔接水冷管内腔中的水以及出水冷方管内腔中的水对pp聚丙烯板材进行水冷,从而方便对pp聚丙烯板材进行水冷,进而方便对pp聚丙烯板材进行保护。
技术特征:
1.一种pp聚丙烯矩形风管生产设备,包括框架主体(1),其特征在于:所述框架主体(1)的顶端设置有水冷件(2),所述水冷件(2)的顶端设置有pp聚丙烯板材(4),所述水冷件(2)用于水冷pp聚丙烯板材(4)以实现保护pp聚丙烯板材(4);
2.根据权利要求1所述的一种pp聚丙烯矩形风管生产设备,其特征在于:所述水冷件(2)包括安装板(21),所述安装板(21)的底端与框架主体(1)的顶端之间固定连接,所述安装板(21)的顶端与加热件(3)之间固定连接,所述安装板(21)的顶端固定安装有进水冷方管(22),所述进水冷方管(22)的顶端与pp聚丙烯板材(4)的底端之间活动连接,所述进水冷方管(22)的一端内部固定安装有进水管(23),所述进水管(23)与外设水泵的输出端之间固定连接。
3.根据权利要求2所述的一种pp聚丙烯矩形风管生产设备,其特征在于:所述进水管(23)的底端内部固定安装有第一衔接管(24),所述第一衔接管(24)远离进水管(23)的一端固定安装有衔接水冷管(25),所述衔接水冷管(25)的底端与安装板(21)的顶端之间固定连接,所述衔接水冷管(25)的顶端与pp聚丙烯板材(4)的底端之间活动连接,所述衔接水冷管(25)远离第一衔接管(24)的一端内部固定安装有第二衔接管(26)。
4.根据权利要求3所述的一种pp聚丙烯矩形风管生产设备,其特征在于:所述第二衔接管(26)的一端固定安装有出水冷方管(27),所述出水冷方管(27)的顶端与pp聚丙烯板材(4)的底端之间活动连接,所述出水冷方管(27)的底端与安装板(21)的顶端之间固定连接,所述出水冷方管(27)远离第一衔接管(24)的一端内部固定安装有出水管(28)。
5.根据权利要求2所述的一种pp聚丙烯矩形风管生产设备,其特征在于:所述加热件(3)包括电力箱(31),所述电力箱(31)的外表面与框架主体(1)的外表面之间固定连接,所述电力箱(31)通过外设电线电性连接有控温器(32),所述控温器(32)的底端与框架主体(1)的内腔底壁之间活动连接,所述控温器(32)通过外设电线电性连接有加热管(33),所述加热管(33)的外表面与安装板(21)的顶端之间固定连接。
6.根据权利要求1所述的一种pp聚丙烯矩形风管生产设备,其特征在于:所述定位件(5)包括l型支撑板(51),所述l型支撑板(51)的外表面与框架主体(1)的外表面之间固定连接,所述l型支撑板(51)的顶端固定安装有定位板(52),所述定位板(52)的顶端与pp聚丙烯板材(4)之间活动连接。
7.一种pp聚丙烯矩形风管生产设备的制作工艺,其特征在于:该pp聚丙烯矩形风管生产设备制作工艺如下:s1、通过把pp聚丙烯板材(4)放置在水冷件(2)和加热件(3)上,并且pp聚丙烯板材(4)的边缘处与定位板(52)的边缘处处于竖直状态;
技术总结
本发明涉及矩形风管生产设备技术领域,且公开了一种PP聚丙烯矩形风管生产设备,包括框架主体,所述框架主体的顶端设置有水冷件,所述水冷件的顶端设置有PP聚丙烯板材,所述水冷件用于水冷PP聚丙烯板材以实现保护PP聚丙烯板材,所述框架主体的内部设置有加热件,所述加热件用于加热PP聚丙烯板材以实现对折PP聚丙烯板材,所述框架主体的外表面一端设置有定位件,所述框架主体远离定位件的一端设置有模具本体,所述水冷件包括安装板,所述安装板的底端与框架主体的顶端之间固定连接,所述安装板的顶端与加热件之间固定连接,所述安装板的顶端固定安装有进水冷方管。本发明不仅方便进行碰焊,且碰焊风管四边尺寸偏差较小,可延长使用寿命。
技术研发人员:王德贵
受保护的技术使用者:广州市佰途环保机电设备有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!