用于拉膜机的膜片双面加热设备及拉膜机的制作方法
本发明涉及拉膜设备。
背景技术:
1、夹层玻璃是由内外两层玻璃和位于两层玻璃中间用于粘接玻璃的膜片构成的。在夹层玻璃生产前,需要对成卷的膜片进行拉伸,使膜片延展同时形成需要的厚度。而膜片在被拉膜过程中需要对膜片进行加热,使其受热发生软化以便于拉伸成型。
2、由于汽车前挡一般呈扇形,膜片也需要进行不规则的拉伸使其形成符合汽车玻璃使用的扇形形状,并把膜片拉薄,达到节省膜片的目的。而传统的膜片加热设备一般仅对膜片的单面进行加热,单面加热后的膜片被进行扇形拉伸再冷却后,由于两面温度不一致,导致扇形膜片相比于被进行规则的矩形拉伸的膜片来说更容易发生褶皱。
技术实现思路
1、为了克服上述现有技术的缺陷,本发明所要解决的技术问题是,如何避免膜片拉伸后发生褶皱。
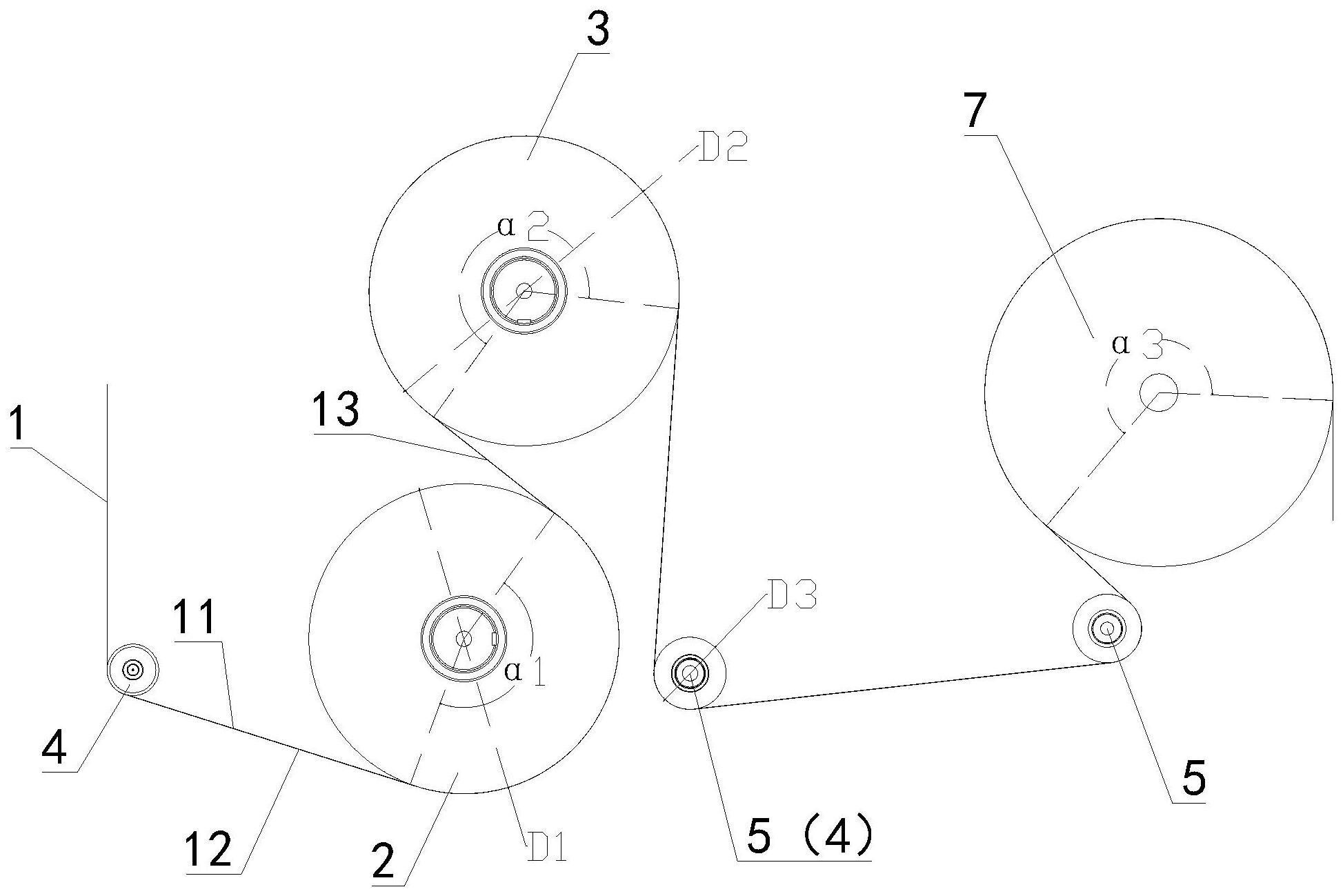
2、为了解决上述技术问题,本发明采用的一种用于拉膜机的膜片双面加热设备,所述膜片具有相对的第一表面和第二表面,所述膜片双面加热设备包括第一主加热辊和第二主加热辊;
3、所述膜片依次环绕经过第一主加热辊和第二主加热辊,所述膜片的第一表面与第一主加热辊表面贴合,所述第一主加热辊用于对膜片的第一表面进行加热,所述第二表面与第二主加热辊表面贴合,所述第二主加热辊用于对膜片的第二表面进行加热;
4、在垂直于所述第一主加热辊的轴线方向的截面上,所述膜片贴合第一主加热辊所形成的弧长对应的第一圆心角大于等于90°;
5、在垂直于所述第二主加热辊的轴线方向的截面上,所述膜片贴合第二主加热辊所形成的弧长对应的第二圆心角大于等于90°。
6、进一步的,所述膜片贴合第一主加热辊所形成的弧长对应的第一圆心角大于等于180°,所述膜片贴合第一主加热辊所形成的弧长对应的第一圆心角大于等于180°。
7、进一步的,所述膜片双面加热设备还包括张紧辊,所述膜片在第一主加热辊和第二主加热辊之间且分别与第一主加热辊及第二主加热辊相切的部分为过渡段,所述张紧辊的轴心至过渡段的垂直距离小于或等于两倍的第一主加热辊的直径和/或小于或等于两倍的第二主加热辊的直径。
8、进一步的,所述膜片双面加热设备还包括第一驱动装置和第二驱动装置,所述第一驱动装置与第一主加热辊连接并用于驱动第一主加热辊转动,所述第二驱动装置与第二主加热辊连接并用于驱动第二主加热辊转动。
9、进一步的,所述第一主加热辊的直径为500-1200mm,所述第二主加热辊的直径为500-1200mm,所述第一主加热辊的线速度与第二主加热辊的线速度相同。
10、进一步的,所述第一主加热辊的加热温度为60-150℃,所述第二主加热辊的加热温度为60-150℃。
11、进一步的,所述膜片双面加热设备还包括辅助加热辊,所述辅助加热辊用于对膜片的第一表面或第二表面进行加热,所述辅助加热辊的直径小于第一主加热辊和第二主加热辊。
12、进一步的,所述膜片双面加热设备还包括第三驱动装置,所述第三驱动装置与辅助加热辊连接并用于驱动辅助加热辊转动。
13、进一步的,所述第一主加热辊为电磁加热辊或导热油加热辊或电加热辊或蒸汽加热辊,所述第二主加热辊为电磁加热辊或导热油加热辊或电加热辊或蒸汽加热辊。
14、本发明中用于拉膜机的膜片双面加热设备的有益效果在于:双面加热后的膜片两面温度一致,能够避免由于两面温差而出现冷却褶皱的现象,尤其是对于拉伸成扇形的膜片来说,抗褶皱的效果更好;经过双面加热的膜片表面被均匀软化,能够容易被拉伸成型;此外,双面加热相比于单面加热所需要的加热温度更低,能够避免膜片局部受高温影响而产生光学缺陷。
15、本发明采用的另一种技术方案为:一种拉膜机,包括所述用于拉膜机的膜片双面加热设备。
16、进一步的,还包括成型锥辊,所述成型锥辊位于第一主加热辊和第二主加热辊的下游,在垂直于所述成型锥辊的轴线方向的截面上,所述膜片贴合成型锥辊所形成的弧长对应的第三圆心角大于等于180°。
17、本发明中拉膜机的有益效果在于:能够有利于扇形膜片的拉膜成型,减少膜片单面加热导致的褶皱现象。
技术特征:
1.一种用于拉膜机的膜片双面加热设备,所述膜片具有相对的第一表面和第二表面,其特征在于,所述膜片双面加热设备包括第一主加热辊和第二主加热辊;
2.根据权利要求1所述用于拉膜机的膜片双面加热设备,其特征在于,所述膜片贴合第一主加热辊所形成的弧长对应的第一圆心角大于等于180°,所述膜片贴合第一主加热辊所形成的弧长对应的第一圆心角大于等于180°。
3.根据权利要求1所述用于拉膜机的膜片双面加热设备,其特征在于,所述膜片双面加热设备还包括张紧辊,所述膜片在第一主加热辊和第二主加热辊之间且分别与第一主加热辊及第二主加热辊相切的部分为过渡段,所述张紧辊的轴心至过渡段的垂直距离小于或等于两倍的第一主加热辊的直径和/或小于或等于两倍的第二主加热辊的直径。
4.根据权利要求1所述用于拉膜机的膜片双面加热设备,其特征在于,所述膜片双面加热设备还包括第一驱动装置和第二驱动装置,所述第一驱动装置与第一主加热辊连接并用于驱动第一主加热辊转动,所述第二驱动装置与第二主加热辊连接并用于驱动第二主加热辊转动。
5.根据权利要求1所述用于拉膜机的膜片双面加热设备,其特征在于,所述第一主加热辊的直径为500-1200mm,所述第二主加热辊的直径为500-1200mm,所述第一主加热辊的线速度与第二主加热辊的线速度相同。
6.根据权利要求1所述用于拉膜机的膜片双面加热设备,其特征在于,所述第一主加热辊的加热温度为60-150℃,所述第二主加热辊的加热温度为60-150℃。
7.根据权利要求1所述用于拉膜机的膜片双面加热设备,其特征在于,所述膜片双面加热设备还包括辅助加热辊,所述辅助加热辊用于对膜片的第一表面或第二表面进行加热,所述辅助加热辊的直径小于第一主加热辊和第二主加热辊。
8.根据权利要求7所述用于拉膜机的膜片双面加热设备,其特征在于,所述膜片双面加热设备还包括第三驱动装置,所述第三驱动装置与辅助加热辊连接并用于驱动辅助加热辊转动。
9.根据权利要求1所述用于拉膜机的膜片双面加热设备,其特征在于,所述第一主加热辊为电磁加热辊或导热油加热辊或电加热辊或蒸汽加热辊,所述第二主加热辊为电磁加热辊或导热油加热辊或电加热辊或蒸汽加热辊。
10.根据权利要求1-9任一项所述用于拉膜机的膜片双面加热设备,其特征在于,所述膜片双面加热设备还包括机架,所述第一主加热辊和第二主加热辊分别转动连接于机架上。
11.一种拉膜机,其特征在于,包括权利要求1至9任一项所述用于拉膜机的膜片双面加热设备。
12.根据权利要求11所述拉膜机,其特征在于,还包括成型锥辊,所述成型锥辊位于第一主加热辊和第二主加热辊的下游,在垂直于所述成型锥辊的轴线方向的截面上,所述膜片贴合成型锥辊所形成的弧长对应的第三圆心角大于等于180°。
技术总结
本发明涉及一种用于拉膜机的膜片双面加热设备及拉膜机,膜片具有相对的第一表面和第二表面,膜片双面加热设备包括第一主加热辊和第二主加热辊;膜片依次环绕经过第一主加热辊和第二主加热辊,膜片的第一表面与第一主加热辊表面贴合,第一主加热辊用于对膜片的第一表面进行加热,第二表面与第二主加热辊表面贴合,第二主加热辊用于对膜片的第二表面进行加热。本发明中双面加热后的膜片两面温度一致,能够避免由于两面温差而出现冷却褶皱的现象,尤其是对于拉伸成扇形的膜片来说,抗褶皱的效果更好;经过双面加热的膜片表面被均匀软化,容易被拉伸成型;双面加热相比于单面加热所需要的加热温度更低,能避免膜片局部受高温影响而产生光学缺陷。
技术研发人员:李益淼,连礼壮,庄如熙,王生,陈文忠,陈其华,宋国山
受保护的技术使用者:福耀集团(福建)机械制造有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!