一种多步法球囊成型设备及其成型方法与流程
本发明涉及球囊成型,具体为一种多步法球囊成型设备及其成型方法。
背景技术:
1、医用球囊成型设备的主要技术背景是人口老龄化和心血管疾病的高发。随着生活水平的提高和医疗技术的进步,人们对医疗保健的需求越来越高。治疗心血管疾病和骨骼疾病等领域的医疗技术也在不断更新和发展。因此,医用球囊成型设备的需求也越来越高。
2、球囊成型设备的发展离不开技术的进步和创新。在过去的几十年中,球囊成型设备的技术已经得到了极大的发展和完善。例如,最初的球囊成型设备只能通过手工操作来制备球囊,而且制备时间较长。随着计算机技术和自动化技术的不断发展,球囊成型设备逐渐实现了自动化和智能化,制备时间也大大缩短。此外,球囊成型设备还不断升级和改进,以提高制备质量和效率。
3、球囊作为现代手术治疗中常用的医疗器械,通常起到固定、封堵、支撑等作用,但受制于常用材料影响,球囊直径通常受限于球囊料管的原始尺寸,现有通用材料所加工制造的球囊料管经球囊成型加工后,其吹胀比例可保持在3-4倍之间,部分进口材料可达到4-5倍之间。但对于4-5倍及以上更高比率的球囊不仅对加工条件提出更高的要求,其生产难度也是呈几何式倍增,设备以及工艺方法都会影响球囊成型后的壁厚均匀程度,造成球囊良率直线下降。
4、在目前行业技术中,暂无针对高吹胀比球囊的优质解决方案,基于现有加工技术,难以实现5倍以上高吹胀比球囊的高质量加工、制造,无法进一步满足医疗产业需求。
技术实现思路
1、基于此,本发明的目的是针对现有技术的不足,提供一种多步法球囊成型设备及其成型方法。
2、为达到上述目的,本发明采用以下技术方案:
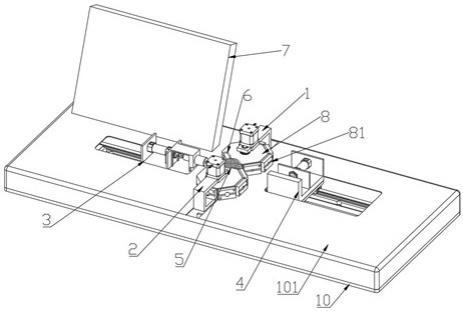
3、一种多步法球囊成型设备,其特征在于,包括底座及设置在底座顶部的壳体,所述底座左右两端分别固定有可以露出壳体的左球囊料管夹具和右球囊料管夹具,所述左球囊料管夹具与右球囊料管夹具中间的壳体上设有互为对称且结构相同的上模具旋转系统和下模具旋转系统;所述上模具旋转系统、下模具旋转系统沿壳体前后方位设置,并均固定有分步法成型模具结构;所述分步法成型模具结构包括呈多面棱柱设置的模具旋转箱,模具旋转箱的多个侧面均固定安装有模具,所述侧面设有的多个模具内的成型腔内径尺寸依据模具旋转箱的旋转方向逐步增大设置;所述上模具旋转系统包括用于驱动模具旋转箱的旋转电机及用于固定分步法成型模具结构的连接支架,连接支架底部固定在水平位移装置上;通过旋转电机带动分步法成型模具结构旋转定位,通过水平位移装置带动分步法成型模具结构上的模具进行开/合模动作。
4、作为本发明的进一步改进,所述水平位移装置包括结构相同、且分别设于上模具旋转系统和下模具旋转系统底部的丝杠滑动模块,丝杠滑动模块包括滚珠丝杠及设置在滚珠丝杠上的移动台面。
5、作为本发明的进一步改进,所述模具旋转箱中心部贯通设置连通轴,轴体顶部固定有从动齿轮,并与旋转电机底部作用端连接的主动齿轮配合,轴体底部固定在连接支架的底端,并一同固定在滚珠丝杠的移动台面上,所述滚珠丝杠通过丝杠支撑架固定在壳体上。
6、作为本发明的进一步改进,所述上模具旋转系统1和下模具旋转系统底部两个相对设置的丝杠滑动模块的滚珠丝杠通过换向器连接,并在换向器驱动端安装步进电机,用以通过丝杠滑动模块控制两个旋转系统进行相向同步位移,从而带动模具进行开/合模动作。
7、作为本发明的进一步改进,所述左球囊料管夹具包括左丝杠旋转电机和左夹具丝杠,所述左夹具丝杠的滑动台面上固定有左夹具底板,所述左夹具底板上设置相互连接的左气缸和气体储留罐,所述气体储留罐内部为空腔结构,且罐体外侧面具有两个开孔,分别为进气孔与出气孔;所述气体储留罐远离左气缸的一端设有可穿过固定帽内通孔的活动杆,所述固定帽内通孔与活动杆之间留有放置球囊料管的间隙,且间隙外周的固定帽内侧设置密封垫;所述气体储留罐与固定帽连接部位设有固定帽安装支架,通过固定帽一端设有的螺纹与固定帽安装支架固定连接。
8、作为本发明的进一步改进,所述右球囊料管夹具包括右丝杠旋转电机和右夹具丝杠,所述右夹具丝杠的滑动台面上固定有右夹具底板,所述右夹具底板上设置右气缸及用于夹紧球囊料管的夹紧头。
9、作为本发明的进一步改进,所述模具旋转箱为密闭的中空箱体,箱体内部与外部开有连通孔,所述连通孔包括旋转箱进液孔与旋转箱出液孔,通过旋转箱进液孔连接外部制冷设备;所述模具旋转箱底部开设垂直孔且不贯穿箱体,通过垂直孔与气阀、真空泵部件连接;所述模具旋转箱侧面开设有与垂直孔连通的气道孔;还包括设于模具旋转箱侧面的用于固定模具的多个螺纹孔。
10、作为本发明的进一步改进,所述模具包括底板、成型板和排气钉,所述底板与成型板相对位置设有沟槽,所述沟槽用于连通成型板上放置的排气钉和连通模具旋转箱上的气道孔;所述成型板上设有的成型腔内具有放置排气钉的孔道,且排气钉与球囊接触面的形状与成型腔外壁保持吻合。
11、作为本发明的进一步改进,还包括加热装置5,沿模具合模时上下方位设置,加热装置优选为高频线圈。
12、作为本发明的进一步改进,还包括冷却装置6,沿加热装置一侧设置,冷却装置优选为冷却风咀。
13、作为本发明的进一步改进,还包括显示/控制屏幕,用于显示、控制程序运行的状态。
14、一种多步法球囊成型设备的球囊成型方法,包括多步球囊负压成型法、多步球囊成型法、负压成型法;
15、所述多步球囊负压成型法包括以下步骤:
16、步骤一:设备接通电源、压缩空气、冷却系统,设备开机,通过水平位移装置控制设备上下模旋转系统移动,使其调整为开模状态;
17、步骤二:将多个模具按照相对应顺序安装在分步法成型模具结构上,并保证多个模具内的成型腔内径尺寸依据模具旋转箱的旋转方向逐步增大设置;
18、步骤三:将球囊料管穿过上下模座之间,一端连接左球囊料管夹具、另一端使用右球囊料管夹具对其进行封堵;
19、步骤四:控制设备上下模具旋转系统移动,使其调整为合模状态;
20、步骤五:使设备对高频线圈进行供电,开始对模具进行加热,并在对模具加热到一定温度后通过气体储留罐上的进气孔向球囊料管内进行通气,同时依据模具的排气钉、沟槽结构连通模具旋转箱设备上的气道孔,对模具内进行辅助抽真空操作,等待一段时间后,使受热熔化的球囊料管被压缩空气充起并紧密贴合至成型腔表面;
21、步骤六:使冷却水通过旋转箱进液孔进入模具旋转箱的内腔室中,利用水温带走模具多余温度,同时外部通过冷却风咀使用压缩空气对高频线圈及模具外表面进行降温处理;
22、步骤七:降温至合适温度后,通过水平位移装置控制设备上下模具旋转系统移动,使其调整为开模状态;
23、步骤八:通过上下模具旋转系统中的旋转电机带动模具旋转箱上的模具旋转至下一个模具工位;
24、步骤九:重复步骤四至步骤八4~8次,得到所需尺寸的球囊后,开模取下球囊料管。
25、作为本发明的进一步改进,所述多步球囊成型法相较于多步法球囊负压成型法,在原步骤中去除步骤五中的模具内辅助抽真空操作,其他步骤保持一致。
26、作为本发明的进一步改进,所述负压成型法相较于多步法球囊负压成型法,在步骤二中无需保证多个模具内的成型腔内径尺寸依次增大设置,根据实际成型球囊尺寸设定一致即可;在步骤五中模具内辅助抽真空操作后,增加操作:移动左、右球囊料管夹具,使其同向或双向位移拉伸球囊导管之后,再使受热熔化的球囊料管被压缩空气充起并紧密贴合至成型腔表面;并在原整体步骤中去除步骤八与步骤九,其他步骤保持一致。
27、本发明的有益效果是:
28、1.通过提供一种多步法球囊成型设备,实现了正负压配合球囊成型的方式,使得在高吹胀比球囊成型时,可以依据旋转控制箱上的模具成型腔尺寸依次增大的设计特征,逐步阶梯式的提高球囊吹胀比,并且能够在吹胀过程中降低球囊料管受热不均匀所导致的球囊壁厚不一致、囊袖处出现褶皱等技术问题,实现了球囊高吹胀比的可行性,极大地提高了产品的生产合格率。
29、2.该发明利用模具旋转的设计,将模具成型腔从小到大阶梯式开模,并依次安装在旋转控制箱上,在对不同规格尺寸的球囊进行成型时,可根据球囊成型的不同阶段或成型要求安装对应模具,并且拆卸更换便捷,同时,该发明降低了高吹胀比球囊的成型难度,也进一步降低了制造成本。
30、3.该发明不仅有利于高吹胀比球囊成型,还可进一步利用在一般吹胀比球囊成型的生产工艺过程中,多次成型加上正负压配合的操作更能提升产品球囊质量。
31、4.该发明利用水平位移系统设计,实现模具上下模同步稳定的位移,进行开/合模动作。
32、5.该发明提供了一种全新的球囊成型加热方式,通过高频加热可以缩短加热时间,提高热传导效率,进一步的缩短球囊成型时间。
33、6.该发明利用旋转控制箱内部腔室注入冷却水和冷却风咀输送压缩空气对模具和加热装置进行全面降温处理,速度效果更为明显,进一步的缩短球囊成型时间。
- 还没有人留言评论。精彩留言会获得点赞!