一种自动化上下料型碳纤维汽车内饰件的热压成型模具的制作方法
本发明涉及汽车内饰件成型,具体涉及一种自动化上下料型碳纤维汽车内饰件的热压成型模具。
背景技术:
1、目前,随着碳纤维材料在汽车内饰件中的广泛应用,使得汽车内饰件的加工工艺及设备均相应的在不断的优化和改进。例如,在融合了碳纤维材料的方向盘加工制造过程中,一般利用热压成型的方式将二者进行有效的结合。实际生产制造过程中,热压成型的过程是在热压成型模具内完成。主要的工艺步骤是将方向盘上具有碳纤维材料的部分整体放置到模具内,然后利用模具的热压实现碳纤维材料与方向盘的融合和固形。由于碳纤维呈局部的方式位于方向盘整体上的两侧,因此,在实际热压成型时一般同时利用两个模具进行。而在实际操作过程中,工人需要开启和关闭两个模具,同时,每个模具的上模具与下模具之间又是可拆卸式的卡扣连接方式,工件的上料、下料、模具的开启、关闭及模具的固定和分离均需要人工操作,导致生产加工过程复杂、极大的影响了加工效率。
技术实现思路
1、为解决上述技术问题,本发明提出一种能够自动进出料的自动化上下料型碳纤维汽车内饰件的热压成型模具。
2、本发明的技术方案是这样实现的:
3、一种自动化上下料型碳纤维汽车内饰件的热压成型模具,包括:
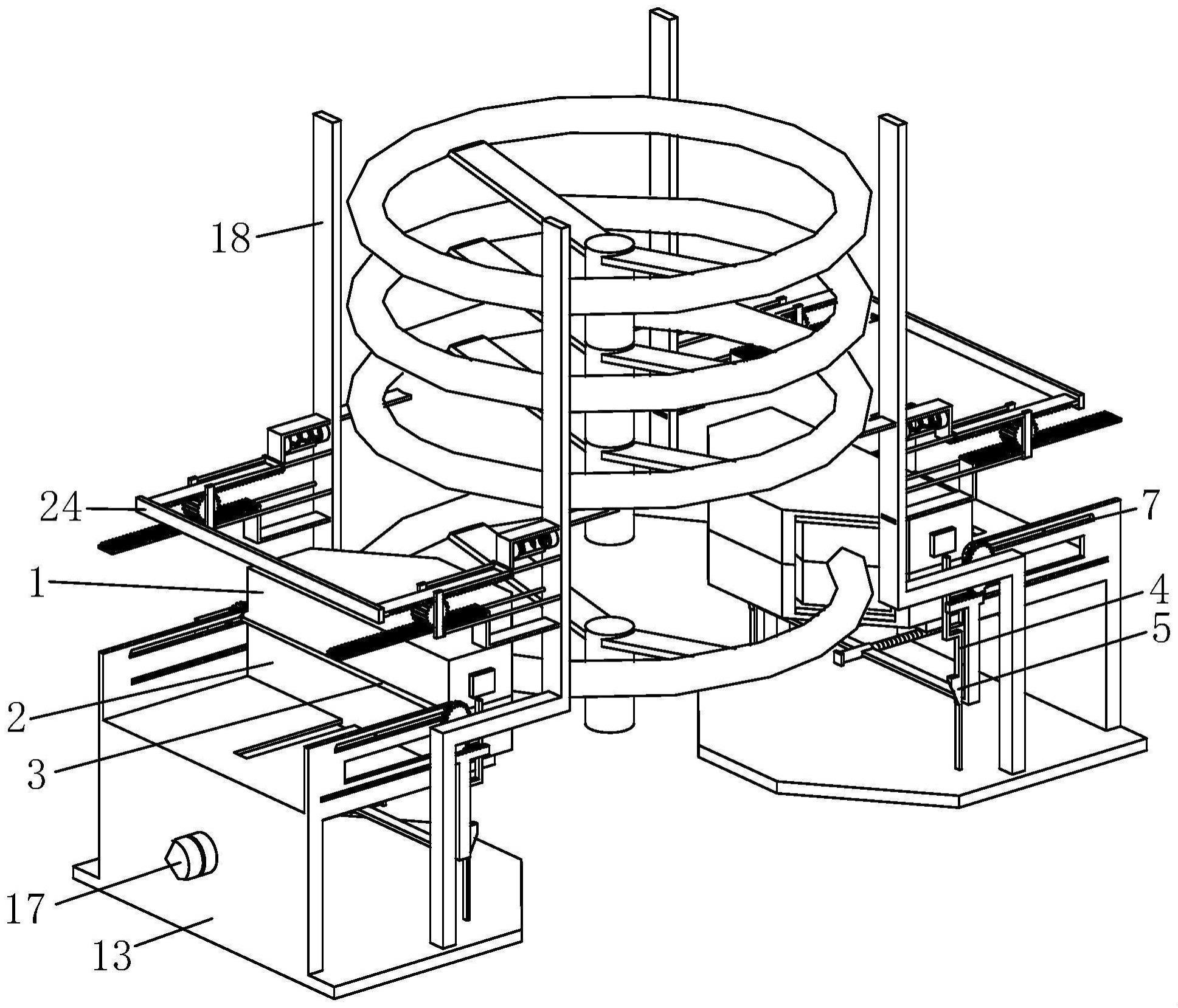
4、模具,所述模具在平台上相对设置有两个,所述模具包括呈上下分布的上模具和下模具,且所述上模具与下模具的外侧端之间通过模具轴转动连接,所述下模具滑动设置在平台上;
5、摆杆,其对应于上模具的两侧均设置一个,所述摆杆的顶端与上模具固定连接,所述摆杆朝向对侧模具的一侧面设置有外凸部,当上模具以模具轴为中心摆动至摆杆呈水平状态时,所述外凸部抵接在方向盘的外侧,且摆杆将方向盘顶出模具槽;
6、导轨,其在所述模具的两侧均设置一个,所述导轨的内侧端设置有异形槽,所述异形槽的顶部为圆弧形,异形槽朝内的一侧内壁面为竖直面,异形槽的内底壁为水平面,异形槽朝外的一侧面沿水平方向朝外延伸有平直槽体;
7、导块,其一端与所述模具轴固定,导块的厚度与平直槽体相适配,且导块远离模具轴的一端面设置成与异形槽的顶部相适配的圆弧形,导块的其余三个面均为平直面;
8、其中,当所述上模具与下模具呈闭合状态时,所述导块竖立在所述异形槽中,且导块远离模具轴的一端与异形槽的顶面接触,导块的内侧面及底面分别接触异形槽的内侧壁面及内底壁上。
9、进一步地,所述模具轴的外侧端贯穿导块并连接有上驱动齿轮,所述上驱动齿轮的底部啮合有下驱动齿轮,且下驱动齿轮的底部啮合有驱动齿条,所述驱动齿条设置成在平台上方沿水平方向可内外位移。
10、进一步地,所述平台上表面设置有支撑在下模具底部的支撑台,所述下模具滑动设置在支撑台上,所述支撑台设置成“匚”形结构,位于同一下模具两侧的驱动齿条的底端通过呈“匚”形的连接杆连接,且连接杆横跨支撑台的腔体,连接杆的中部固定设置有驱动螺套,驱动螺套内螺纹连接有驱动丝杆,且驱动丝杆的外侧端连接在安装于支撑台上的驱动电机上。
11、进一步地,所述外凸部的底端设置成与方向盘的表面相适配的曲面结构。
12、进一步地,所述模具上方设置有放置架,方向盘堆放在放置架上,且两个模具呈对称分布在放置架的两侧,其中,所述放置架的底部设置有下放结构,所述下放结构设置成每动作一次将最下方的方向盘下放出料。
13、进一步地,所述放置架包括四个侧挡板,四个侧挡板两两一组,且一组侧挡板分别设置在一个模具的两侧,方向盘自下而上的堆叠在四个侧挡板内;
14、所述下放结构包括垂直穿设在四个侧挡板上的并呈上下分布的上支撑板和下支撑板及设置在上支撑板与下支撑板之间的同步异向传动结构,所述同步异向传动结构用于控制上支撑板与下支撑板的内侧端交替伸出侧挡板。
15、进一步地,所述同步异向传动结构包括分别设置在上支撑板底部和下支撑板顶部的上传动齿条和下传动齿条、及同时啮合上传动齿条和下传动齿条的传动齿轮。
16、进一步地,两个所述上支撑板的外侧端之间通过同步板连接,所述同步板在高度方向位于向上开启90°状态的上模具的范围内。
17、进一步地,当所述上模具以向上开启90°的状态时,所述摆杆呈水平状态,且上模具向外位移至最外侧位置时,所述摆杆的底端位于放置架的范围内。
18、进一步地,所述模具槽的底部与平台之间的距离大于两个方向盘堆叠时的高度,且两个支撑台之间的距离大于方向盘的尺寸。
19、本发明具有如下有益效果:
20、1、将现有技术中模具改进为旋转式开合的方式,并结合模具设置摆杆使得模具开启的同时可将模具槽内的方向盘上顶脱离模具槽,更加便于方向盘在模具上的脱离,同时,模具的开闭操作更加方便快捷。
21、2、通过结合模具的开合过程设置模具的方向盘的进料功能,使得模具开启过程中实现方向盘的出料,并在模具闭合之前实现方向盘的进料,以实现方向盘的全自动进出料过程。
22、3、通过结合模具的开合及位移过程设置摆杆,并在摆杆上设置外凸部,使得摆杆将模具方向盘的出料、新方向盘的进料承接及进料过程有效结合,并能够在方向盘进料时对方向盘进行校准,使得方向盘与模具槽呈对心状态,提高方向盘的进料效果。
23、4、通过设置导轨、导块和异形槽的配合,并结合上驱动齿轮、下驱动齿轮和驱动齿条,使得驱动齿条既能够用于驱动模具开合,又能够驱动模具位移,结构简单、效果突出。
技术特征:
1.一种自动化上下料型碳纤维汽车内饰件的热压成型模具,其特征在于,包括:
2.根据权利要求1所述的一种自动化上下料型碳纤维汽车内饰件的热压成型模具,其特征在于,所述模具轴(3)的外侧端贯穿导块(9)并连接有上驱动齿轮(10),所述上驱动齿轮(10)的底部啮合有下驱动齿轮(11),且下驱动齿轮(11)的底部啮合有驱动齿条(12),所述驱动齿条(12)设置成在平台上方沿水平方向可内外位移。
3.根据权利要求2所述的一种自动化上下料型碳纤维汽车内饰件的热压成型模具,其特征在于,所述平台上表面设置有支撑在下模具(2)底部的支撑台(13),所述下模具(2)滑动设置在支撑台(13)上,所述支撑台(13)设置成“匚”形结构,位于同一下模具(2)两侧的驱动齿条(12)的底端通过呈“匚”形的连接杆(14)连接,且连接杆(14)横跨支撑台(13)的腔体,连接杆(14)的中部固定设置有驱动螺套(15),驱动螺套(15)内螺纹连接有驱动丝杆(16),且驱动丝杆(16)的外侧端连接在安装于支撑台(13)上的驱动电机(17)上。
4.根据权利要求1所述的一种自动化上下料型碳纤维汽车内饰件的热压成型模具,其特征在于,所述外凸部(5)的底端设置成与方向盘的表面相适配的曲面结构。
5.根据权利要求1所述的一种自动化上下料型碳纤维汽车内饰件的热压成型模具,其特征在于,所述模具上方设置有放置架(18),方向盘堆放在放置架(18)上,且两个模具呈对称分布在放置架(18)的两侧,其中,所述放置架(18)的底部设置有下放结构,所述下放结构设置成每动作一次将最下方的方向盘下放出料。
6.根据权利要求5所述的一种自动化上下料型碳纤维汽车内饰件的热压成型模具,其特征在于,所述放置架(18)包括四个侧挡板,四个侧挡板两两一组,且一组侧挡板分别设置在一个模具的两侧,方向盘自下而上的堆叠在四个侧挡板内;
7.根据权利要求6所述的一种自动化上下料型碳纤维汽车内饰件的热压成型模具,其特征在于,所述同步异向传动结构包括分别设置在上支撑板(19)底部和下支撑板(20)顶部的上传动齿条(21)和下传动齿条(22)、及同时啮合上传动齿条(21)和下传动齿条(22)的传动齿轮(23)。
8.根据权利要求7所述的一种自动化上下料型碳纤维汽车内饰件的热压成型模具,其特征在于,两个所述上支撑板(19)的外侧端之间通过同步板(24)连接,所述同步板(24)在高度方向位于向上开启90°状态的上模具(1)的范围内。
9.根据权利要求8所述的一种自动化上下料型碳纤维汽车内饰件的热压成型模具,其特征在于,当所述上模具(1)以向上开启90°的状态时,所述摆杆(4)呈水平状态,且上模具(1)向外位移至最外侧位置时,所述摆杆(4)的底端位于放置架(18)的范围内。
10.根据权利要求3至9任一项所述的一种自动化上下料型碳纤维汽车内饰件的热压成型模具,其特征在于,所述模具槽(6)的底部与平台之间的距离大于两个方向盘堆叠时的高度,且两个支撑台(13)之间的距离大于方向盘的尺寸。
技术总结
本发明提出了一种自动化上下料型碳纤维汽车内饰件的热压成型模具,属于汽车内饰件成型技术领域。所述自动化上下料型碳纤维汽车内饰件的热压成型模具,包括模具、摆杆、导轨和导块,模具在平台上相对设置有两个,模具包括呈上下分布的上模具和下模具,且上模具与下模具的外侧端之间通过模具轴转动连接,下模具滑动设置在平台上,摆杆对应于上模具的两侧均设置一个,摆杆的顶端与上模具固定连接,摆杆朝向对侧模具的一侧面设置有外凸部,当上模具以模具轴为中心摆动至摆杆呈水平状态时,外凸部抵接在方向盘的外侧,且摆杆将方向盘顶出模具槽,导轨在模具的两侧均设置一个。本发明具有能够自行化上、下料,自动校位及加工效率高的优点。
技术研发人员:顾红军
受保护的技术使用者:广东众森实业发展有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!