一种PC耐力塑料板热成型设备、成型工艺的制作方法
本发明涉及热成型,具体为一种pc耐力塑料板热成型设备、成型工艺。
背景技术:
1、pc耐力塑料板由于其强度高、可塑性强、透光率高等优点,常用于建筑内外饰的幕墙、道路隔音屏障、波浪板和采光罩等领域。现有的pc耐力塑料板长时间在户外使用时,需要在pc耐力塑料板表面涂覆一层uv涂层。pc耐力塑料板生产出来时均为板材的形式,之后会根据生产需要对pc耐力塑料板进行热成型工艺。
2、现有的pc耐力塑料板热成型工艺一般为吸塑、吹塑和热压三种方式,三种方式均需要对pc耐力塑料板进行加热,使pc耐力塑料板变为软化状态,之后通过模具对pc耐力塑料板进行塑性。为了保证pc耐力塑料板加热时温度的均匀,现有的pc耐力塑料板热成型设备通常使用加热盘对pc耐力塑料板远离模具的一侧进行整面烘烤加热,为了提高加工效率,现有的加热盘采用高温的方式使得pc耐力塑料板快速升温,以减少加热时间但是,针对涂覆有uv涂层的pc耐力塑料板,过高的温度会破坏pc耐力塑料板表面的uv涂层,并且,为了保证pc耐力塑料板表面uv涂层的均匀,pc耐力塑料板一般会在板材状态进行uv涂层的涂覆。
3、因此,现有的pc耐力塑料板热成型设备会采用低温加热的方式对pc耐力塑料板进行加热,防止uv涂层被破坏。但是,低温加热的方式会导致厚度大的pc耐力塑料板达到软化状态所需的时间增加,降低了pc耐力塑料板热成型工艺的加工效率。
4、针对此种情况,提出一种pc耐力塑料板热成型设备、成型工艺,通过减小pc耐力塑料板热传递路径的方式,减少pc耐力塑料板热成型设备低温加热的时间,提高pc耐力塑料板热成型工艺的加工效率。
技术实现思路
1、本发明的目的在于提供一种pc耐力塑料板热成型设备、成型工艺,通过对pc耐力塑料板的多方向加热,减小pc耐力塑料板热传递路径的方式,缩短pc耐力塑料板热成型设备进行低温加热软化的时间,提高pc耐力塑料板热成型工艺的生产效率,以解决pc耐力塑料板热成型设备针对涂覆有uv涂层的pc耐力塑料板低温加热时间长的问题。
2、为实现上述目的,本发明提供如下技术方案:
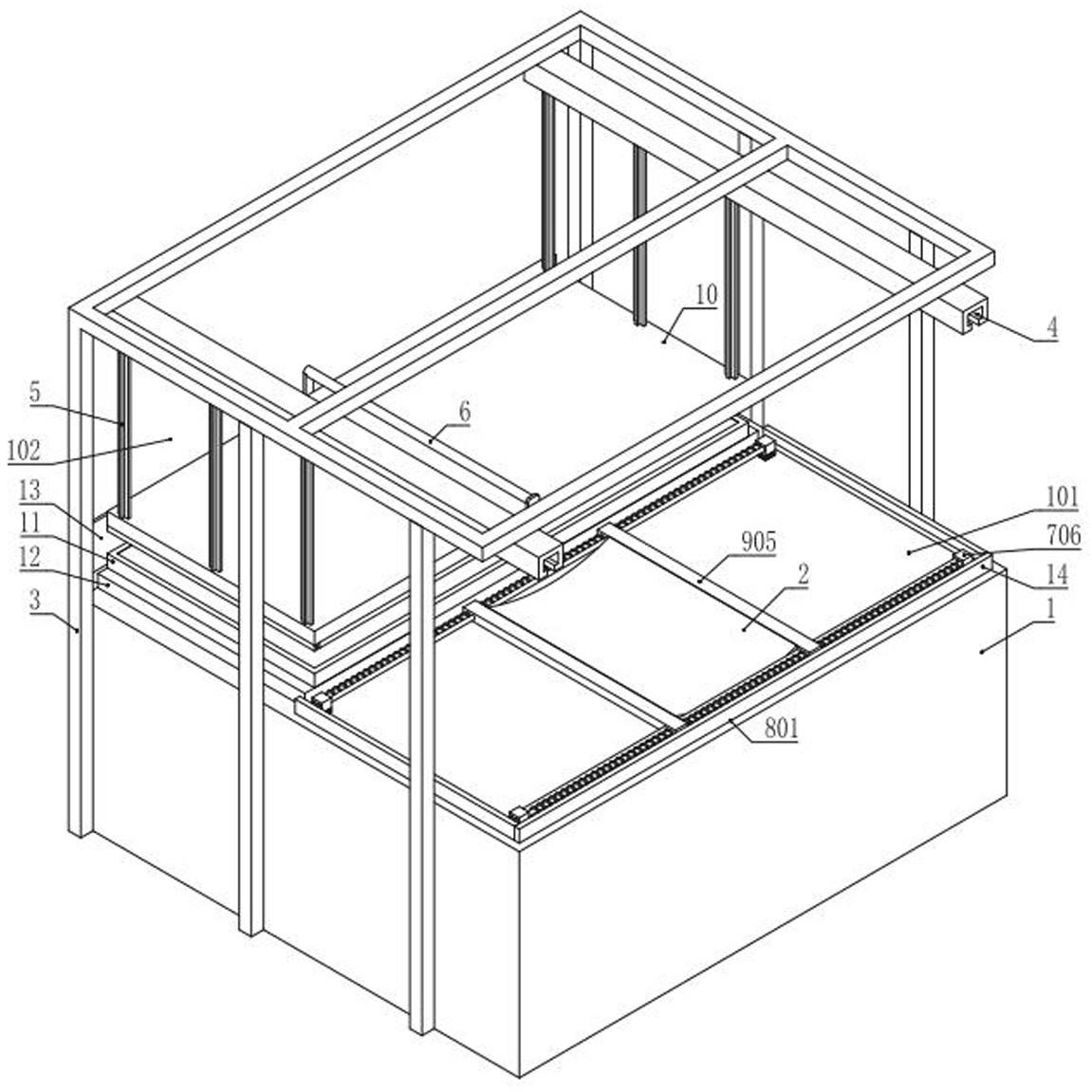
3、一种pc耐力塑料板热成型设备、成型工艺,包括工作台,所述工作台分为热成型区域和加热盘静置区域,所述工作台热成型区域上安装有模具,所述工作台下方安装有用于驱动pc耐力塑料板成型的气流系统用于对加热软化的pc耐力塑料板进行吹气或者吸气,形成吹塑或者吸塑工艺,同时吸塑工艺的脱模也采用吹气的方向,所述工作台四周安装有支架,所述支架顶部对称安装有滑轨,所述滑轨内滑动安装有多个连接杆,所述连接杆远离滑轨的一端共同连接有上加热盘,且连接杆均匀位于上加热盘两侧,在滑轨和连接杆的配合用于导向上加热盘移动,所述工作台加热盘静置区域上方设有伸缩杆,所述上加热盘靠近模具一侧与伸缩杆输出端固定连接,伸缩杆用于驱动上加热盘往复移动。
4、所述工作台加热盘静置区域上安装有固定板,且固定板顶壁高于模具,所述固定板顶壁上滑动安装有下加热盘,高于模具的固定板可以避免下加热盘移动时与模具发生干涉,同时为了避免与升降装置发生赶着,上加热盘与下加热盘之间无法通过连杆固定,因此下加热盘为滑动安装在固定板上,所述上加热盘与下加热盘之间设有间隔,间隔用于将pc耐力塑料板放置在内对其两面同时进行低温加热,所述上加热盘和下加热盘远离模具的一侧共同连接有连接板,连接板用于驱动下加热盘与上加热盘同步移动,所述模具四周安装有夹持pc耐力塑料板的治具,所述工作台下方安装有用于驱动治具上下运动的升降装置,所述升降装置将治具升高至最高点时,所述治具上的pc耐力塑料板与上加热盘和下加热盘之间的竖直距离相等,保证pc耐力塑料板两面受热的均匀性,所述工作台热成型区域除靠近固定板一侧的四周边缘处滑动安装有保温板,所述工作台下方安装有多个驱动保温板移动驱动装置,所述治具升高时,所述保温板升高至完全覆盖上加热盘与下加热盘之间的间隔,减少保温板之间热量的散失,提高加热效率,同时避免靠近加热盘边缘处的部分pc耐力塑料板因气流冷热导致pc耐力塑料板整体温度不均,造成pc耐力塑料板热成型后壁厚不均或者出现内应力。
5、本发明主要针对覆盖有uv涂层的且厚度大于3mm的pc耐力pc耐力塑料板,由于此种pc耐力塑料板为了不损伤uv涂层,只能采用低温加热,但因其厚度大,导致加热时间过长,影响生产效率。因此本发明提供对此种pc耐力塑料板进行双面低温加热,以减小pc耐力塑料板热传递路径,并且通过保温板进一步提高加热效率的同时,保证pc耐力塑料板的整体温度均匀性。通过上述方法缩短pc耐力塑料板热成型设备进行低温加热软化的时间,提高pc耐力塑料板热成型工艺的生产效率。
6、优选的,所述升降装置包括安装板、电机、螺杆一,升降杆,所述工作台热成型区域下方固定安装有安装板,所述安装板拐角处均开设有通孔一,所述工作台位于通孔一正上方的区域开设有通孔二,所述安装板底壁上安装电机,且电机的输出端贯穿通孔一,所述电机的输出端连接有螺杆一,所述通孔二内滑动安装有升降杆,且升降杆为非回转体,保证螺杆一与螺纹孔一转动配合时,升降杆不会跟随螺杆一转动,而是进行上下移动,所述升降杆上均匀开设有多个凹槽,凹槽可以增加升降杆外侧壁与空气之间的接触面积,提高散热效率,避免加热盘加热时的温度传递至电机处,造成电机损坏,并且减小升降杆与通孔二之间摩擦,所述升降杆靠近电机的一端开设有与螺杆一配合的螺纹孔一,且升降杆与螺杆一进行螺纹连接,所述升降杆远离电机的一端共同安装有调节装置,所述调节装置上安装有治具,调节装置用于调节治具的位置,使其可以配合模具使用。
7、同时升降装置还可以是使用液压缸、气缸等线性驱动元件进行代替,这些方式对于升降杆的驱动速度更快,可以减少治具上下移动的时间,提高生产效率,但是气缸、液压缸等适用环境温度较低,因此需要较强的隔热或者散热结构,同时使用线性驱动元件对升降杆驱动的同时驱动保温板移动则需要较为复杂的转换结构。可以根据实际情况进行选择。
8、优选的,所述调节装置包括螺杆二、辅助杆和横杆,所述升降杆上开设有通孔三和通孔四,每两个所述通孔三内共同转动安装有螺杆二,且螺杆二的导程角小于10°,导程角小于10°可以让横杆与螺杆二之间形成自锁,横杆不会产生自动产生移动,每两个所述通孔三内共同转动安装有辅助杆,所述螺杆二和辅助杆均与伸缩杆垂直,所述辅助杆上滑动安装有两个横杆,所述横杆两端分别开设有与螺杆二配合的螺纹孔二和大于螺纹杆二直径的通孔六,且两个横杆相反安装,使得两个螺杆二分别对两个横杆进行调节,且互不干扰,同时,螺纹配合可以让横杆移动至任意位置对模具进行配合,提高了pc耐力塑料板热处理设备的适用范围,所述横杆上安装有治具。调节装置还可以通过卡块与卡、销钉孔与销钉配合实现,这些实现方式结构简单,调节时更为方便,但是无法做到无级调节,适用性较差。可以根据实际情况进行选择使用。
9、优选的,所述驱动装置包括齿轮一、齿轮二、螺杆三、保温板、固定块,所述工作台热成型区域边缘处开设有通孔五,所述通孔五内滑动安装有保温板,且相邻的保温板之间端面相互贴合,所述连接板两端与保温板贴合,对上加热盘和下加热盘四周进行封闭,减少热量散失,提高pc耐力塑料板的加热效率,所述螺杆一靠近安装板的一端固定安装有齿轮一,所述安装板上竖直转动安装有多个螺杆三,所述螺杆三靠近安装板的一端固定安装有与齿轮一配合的齿轮二,且齿轮一的齿数为齿轮二齿数的2-3倍,使得保温板会与升降杆同时移动和停止,并且保温板在相同时间内移动的距离大于升降杆移动的距离,所述保温板靠近安装板一侧固定安装有多个固定块,且固定块与螺杆三一一对应,所述固定块上开设有与螺杆三配合的螺纹孔三。驱动装置除了采用螺杆与螺纹孔配合,还可以采用螺杆与齿条配合。
10、优选的,所述保温板靠近模具一侧开设有轴线与螺杆二轴线平行的弧形凹槽,且弧形凹槽的弦长等于加热盘与下加热盘之间的间隔,所述弧形凹槽内安装有反射隔热膜。将四散的热量反射并汇集至pc耐力塑料板上,进一步提高pc耐力塑料板热成型设备的低温加热效率。
11、优选的,所述横杆靠近模具一侧覆盖有橡胶,所述横杆下降至最低点时,所述橡胶与模具挤压变形。橡胶被挤压可以增加横杆与模具之间的密封性,辅助加强pc能力塑料板的吹塑或者吸塑的效果。
12、优选的,所述上加热盘底壁边缘处通过扭簧转动安装圆弧挡板,所述圆弧挡板的圆弧凹面朝向上加热盘中心,所述圆弧挡板的圆心角为90°,弧顶挡板可以将加热盘加热时向上漂浮的热气流引导向下移动,使其作用在pc耐力塑料板上,提高pc耐力塑料板热成型设备的加热效率,所述圆弧挡板高于塑料板的最大高度,避免与物料发生干涉,所述圆弧挡板远离上加热盘的一端安装有磁铁一,所述保温板远离固定块一侧设有与磁铁一相互吸引的磁铁二。圆弧挡板靠近保温板时,会转动接近保温板,减小保温板与加热盘之间的间隙,减少热量的散失,进一步提高pc耐力塑料板热成型设备的加热效率。
13、一种pc耐力塑料板热成型工艺,其步骤为:
14、s1:作业员将pc耐力塑料板用治具夹持固定;
15、s2:作业员启动设备,升降单元将治具升高至与上加热盘和下加热盘间距相等的位置,同时保温板在驱动单元的作用下移动至完全遮挡上加热盘与下加热盘之间的间隔,之后在伸缩杆的推动下,上加热盘和下加热盘移动至工作台热成型区域并对pc耐力塑料板进行加热软化,加热完成后,加热盘、治具和保温板移动至初始位置;
16、s3:气流系统对软化的pc耐力塑料板进行塑形,使pc耐力塑料板完全贴合模具,并等待其冷却定型,然后将新的pc耐力塑料板放置到治具上,开始下一循环热成型工艺;
17、s4:作业员将定型的pc耐力塑料板从治具上拆卸下来。
18、与现有技术相比,本发明的有益效果为:
19、1、现有的pc耐力塑料板热成型工艺在对涂覆有uv涂层的pc耐力塑料板进行加热时,会采用低温加热的方法,避免高温损伤uv涂层,因此本发明在低温加热的基础上,通过上下加热盘配合升降装置,以减小pc耐力塑料板热传递的路径,从而缩短pc耐力塑料板热成型设备进行低温加热软化的时间,提高pc耐力塑料板热成型工艺的生产效率。
20、2、本发明在工作台四周滑动安装了保温板,保温板会跟随升降装置同步进行上下移动,保温板可以在pc耐力塑料板进行加热时将加热盘之间的间隔封闭起来,减少热量的散失,缩短pc耐力塑料板热成型设备进行低温加热软化的时间,提高pc耐力塑料板热成型工艺的生产效率。同时避免靠近加热盘边缘处的部分pc耐力塑料板因气流冷热导致pc耐力塑料板整体温度不均,造成pc耐力塑料板热成型后壁厚不均。
21、3、相比于现有的加热盘,本发明在上加热盘的边缘处安装有弧形挡板,用于将加热盘加热时向上漂浮的热气流引导向下移动,使其作用在pc耐力塑料板上,提高pc耐力塑料板热成型设备的加热效率。同时,弧顶挡板与保温板之间相互吸引,当弧顶挡板靠近保温板后会转动靠近保温板,以减小保温板与加热盘之间的间隙,进一步缩短pc耐力塑料板热成型设备进行低温加热软化的时间,提高pc耐力塑料板热成型工艺的生产效率。
- 还没有人留言评论。精彩留言会获得点赞!