一种人造石英石开孔台面的成型方法及模具与流程
本发明涉及一种人造石英石台面生产,具体是一种人造石英石台面的成型方法及模具。
背景技术:
1、目前,现有的绝大部分人造石英石台面前面边缘的加厚挡板是通过板材叠加或者45度角用胶水拼接而到达到的效果,粘接后再进行打磨。如果成型的是加厚板,则需要进行切割大部分多余的部分,此工艺浪费太大,且切割操作难度大,极少采用。
2、部分公司也开始采用边缘加厚一体压制工艺来制作,主要是在成型模具内部增加垫板,使垫板与模具底部贴合固定,四边留出间隙以形成面板的加厚边缘。
3、现有技术的缺点在于:
4、1、如果是普通的粘接的台面,缺点主要有几点:1)胶水线比较明显;2)加厚挡板的纹路和台面对接不上;3)胶水线黄变快,容易脏污。
5、2、如果是加厚的板材,缺点主要有:1、裁切难度大,不平整,光度不均匀等问题。
6、3、如果是部分压制的一体台面,缺点在于:1)在跟其他材料盆搭配做台面时,中间仍然需要重新去打孔,且开出来的料只能当固体废弃物扔掉。
技术实现思路
1、本发明的目的在于提供一种人造石英石开孔台面的成型方法,以解决现有技术中所存在的一个或多个技术问题,至少提供一种有益的选择或创造条件。
2、本发明的另一目的在于提供一种开孔台面模具,用于上述的人造石英石开孔台面的成型方法。
3、为解决上述技术问题,本发明所采用的技术方案是:
4、一种人造石英石开孔台面的成型方法,包括以下步骤:
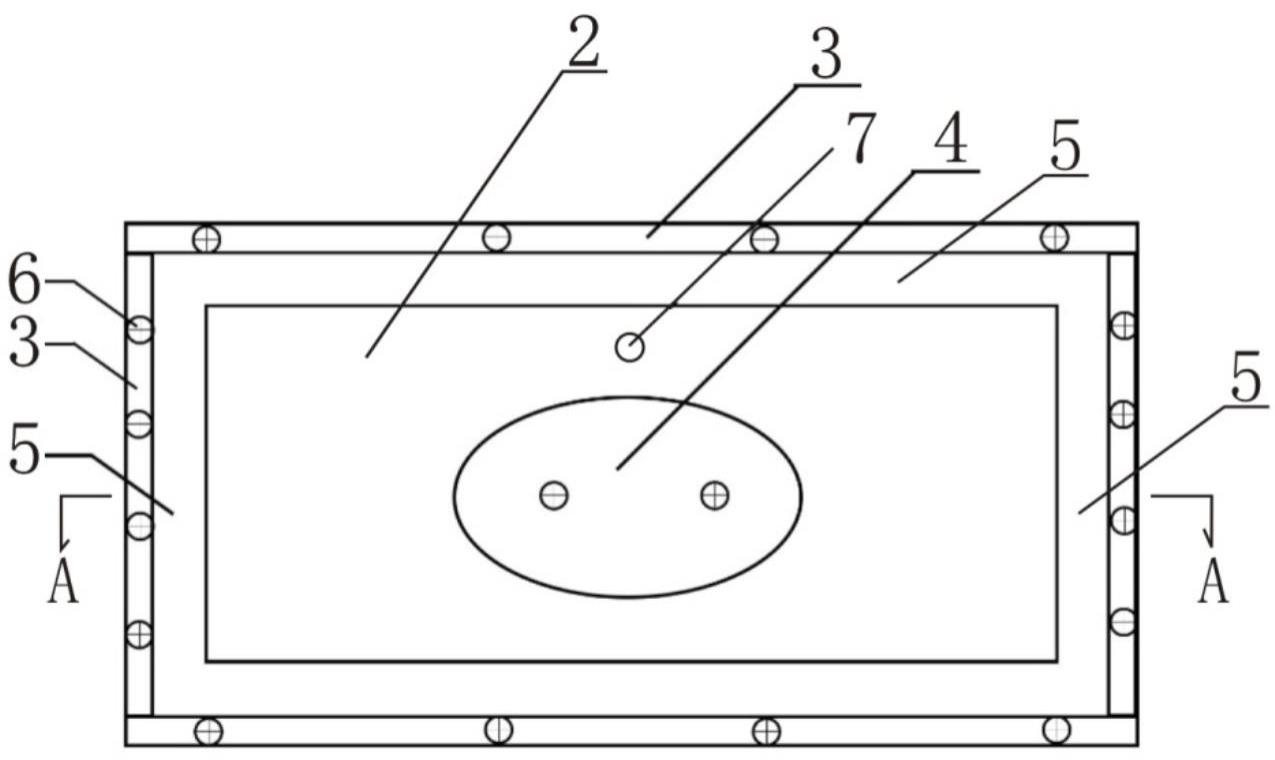
5、步骤s1、开孔台面模具的制作:a、制作中凸型底板:在长方体状的模具底板的表面增设一个长方体状凸台,形成了中凸型底板;b、边条安装:在中凸型底板的四周安装边条,形成了初级台面模具,在初级台面模具中至少有一个边条与长方体状凸台之间形成了长条状凹槽,长条状凹槽用以形成台面边缘的加厚挡板,边条的顶面高度要高于长方体状凸台的顶面高度,高出的厚度为一个台面板的厚度;c、台孔柱模安装:在初级台面模具的长方体状凸台上安装台孔柱模,形成了开孔台面模具,开孔台面模具中的台孔柱模用以在台面上形成一个台孔,台孔柱模的截面面积就是所开的台孔面积;d、圆孔柱模安装:圆孔柱模安装在开孔台面模具的长方体状凸台上且位于台孔柱模的后侧,所述圆孔柱模用以在台面上形成一个圆孔;
6、步骤s2、在开孔台面模具的内表面黏贴牛卡纸或者涂抹脱模剂;
7、步骤s3、将混合好的半干状态的石英石浆料,填入到开孔台面模具中,整平表面;
8、步骤s4、在开孔台面模具中的石英石浆料表面盖上脱模纸,然后在脱模纸的表面盖上网隔,最后推入真空高压机进行真空高压压平压实;
9、步骤s5、拿开网格及脱模纸,再盖上托板并翻转后,进行脱模,得到台面坯件;
10、步骤s6、台面坯件有脱模纸的则去掉脱模纸,没有的就直接将台面坯件送入固化炉,进行加热固化定型;
11、步骤s7、固化定型后,将台面坯件进行切割、抛光,得到台面成品。
12、进一步地,还包括步骤s8、对台面成品进行包装入库。
13、进一步地,步骤s1中,边条通过螺丝固定在中凸型底板上。
14、进一步地,步骤s1中,在初级台面模具中有3个边条与长方体状凸台之间形成了长条状凹槽,3个长条状凹槽相连通。
15、进一步地,步骤s1中,在初级台面模具中有4个边条与长方体状凸台之间形成了长条状凹槽,4个长条状凹槽相连通形成封闭的环形槽。
16、进一步地,步骤s1中,长方体状的模具底板与长方体状凸台一体成形,或者长方体状的模具底板与长方体状凸台通过焊接固定在一起。
17、进一步地,步骤s1中,台孔柱模通过螺钉、胶水或焊接的连接方式安装在初级台面模具的长方体状凸台上;台孔柱模的横截面为圆形、椭圆形或方形。
18、一种开孔台面模具,包括长方体状的模具底板、长方体状凸台、4个边条、台孔柱模和圆孔柱模,长方体状凸台设在模具底板的板面上,4个边条安装在模具底板的四周,至少有一个边条与长方体状凸台之间形成了长条状凹槽,长条状凹槽用以形成台面边缘的加厚挡板,边条的顶面高度要高于长方体状凸台的顶面高度,高出的厚度为一个台面板的厚度;台孔柱模安装在长方体状凸台上,所述台孔柱模用以在台面上形成一个台孔,圆孔柱模安装在长方体状凸台上且位于台孔柱模的后侧,所述圆孔柱模用以在台面上形成一个圆孔。
19、进一步地,所述圆孔柱模和台孔柱模均设有2个。
20、进一步地,所述长方体状凸台设有2个,2个长方体状凸台之间留有间隙,该间隙用以形成台面中部的加厚挡板,2个台孔柱模分别设在2个长方体状凸台上,2个圆孔柱模分别设在2个长方体状凸台上。
21、本发明的有益效果在于:
22、本发明的人造石英石开孔台面的成型方法,根据实际需要提前在模具上做好开孔部分,一方面可以减少后期加工工序,另一方面可以节省材料成本,再次可以减少固体废弃物的排放,并且还提高了整体面板加工效率。
23、本发明还确保了加厚挡板和台面保持的纹路的一致性和延续性,使产品更加美观,解决了粘接台面的胶水线所存在的各种问题。
技术特征:
1.一种人造石英石开孔台面的成型方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的人造石英石开孔台面的成型方法,其特征在于:还包括步骤s8、对台面成品进行包装入库。
3.根据权利要求1所述的人造石英石开孔台面的成型方法,其特征在于:步骤s1中,边条通过螺丝固定在中凸型底板上。
4.根据权利要求1所述的人造石英石开孔台面的成型方法,其特征在于:步骤s1中,在初级台面模具中有3个边条与长方体状凸台之间形成了长条状凹槽,3个长条状凹槽相连通。
5.根据权利要求1所述的人造石英石开孔台面的成型方法,其特征在于:步骤s1中,在初级台面模具中有4个边条与长方体状凸台之间形成了长条状凹槽,4个长条状凹槽相连通形成封闭的环形槽。
6.根据权利要求1所述的人造石英石开孔台面的成型方法,其特征在于:步骤s1中,长方体状的模具底板与长方体状凸台一体成形,或者长方体状的模具底板与长方体状凸台通过焊接固定在一起。
7.根据权利要求1所述的人造石英石开孔台面的成型方法,其特征在于:步骤s1中,台孔柱模通过螺钉、胶水或焊接的连接方式安装在初级台面模具的长方体状凸台上;台孔柱模的横截面为圆形、椭圆形或方形。
8.一种权利要求1至7任一项所述的开孔台面模具,其特征在于:包括长方体状的模具底板、长方体状凸台、4个边条、台孔柱模和圆孔柱模,长方体状凸台设在模具底板的板面上,4个边条安装在模具底板的四周,至少有一个边条与长方体状凸台之间形成了长条状凹槽,长条状凹槽用以形成台面边缘的加厚挡板,边条的顶面高度要高于长方体状凸台的顶面高度,高出的厚度为一个台面板的厚度;台孔柱模安装在长方体状凸台上,所述台孔柱模用以在台面上形成一个台孔,圆孔柱模安装在长方体状凸台上且位于台孔柱模的后侧,所述圆孔柱模用以在台面上形成一个圆孔。
9.根据权利要求8所述的开孔台面模具,其特征在于:所述圆孔柱模和台孔柱模均设有2个。
10.根据权利要求9所述的开孔台面模具,其特征在于:所述长方体状凸台设有2个,2个长方体状凸台之间留有间隙,该间隙用以形成台面中部的加厚挡板,2个台孔柱模分别设在2个长方体状凸台上,2个圆孔柱模分别设在2个长方体状凸台上。
技术总结
本发明公开了一种人造石英石开孔台面的成型方法及模具,属于人造石英石台面生产技术领域,该方法包括以下步骤:步骤S1、开孔台面模具的制作:在初级台面模具的长方体状凸台上安装台孔柱模,台孔柱模用以在台面上形成一个台孔;步骤S2、在开孔台面模具内表面黏贴牛卡纸或者涂抹脱模剂;步骤S3、将石英石浆料填入到开孔台面模具中;步骤S4、盖上脱模纸及网隔,推入真空高压机进行真空高压压平压实;步骤S5、脱模;步骤S6、加热固化定型。本发明方法利用开孔台面模具,根据实际需要提前在模具上做好开孔部分,不仅减少了后期加工工序,还节省了材料成本,并且减少了固体废弃物的排放,同时还提高了整体面板加工效率。
技术研发人员:田雨,严发祥
受保护的技术使用者:广州戈兰迪新材料股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!