一种分离器的成型模具及分离器加工方法与流程
本发明涉及模具,尤其涉及一种分离器的成型模具及分离器加工方法。
背景技术:
1、洗地机是一种适用于硬质地面清洗同时吸干污水,并将污水带离现场的清洁机械,具有环保、节能、高效等优点。洗地机内部通常安装有分离器,分离器由注塑机注塑而成。
2、目前,使用注塑机生产分离器的过程是人工先将过滤网放置于模具型芯上,然后控制注塑机送胶成型。然而,由于过滤网薄软质轻,且过滤网的尺寸略大于模具型芯,模具型芯与过滤网之间存在空隙,注塑塑胶流动易致其偏离,经常出现过滤网因注塑塑胶流动发生变形移位,导致塑胶包不住过滤网,造成产品变形报废现象。
技术实现思路
1、本发明的实施例提供了一种分离器的成型模具及分离器加工方法,旨在解决现有的分离器注塑时过滤网容易变形移位的问题。
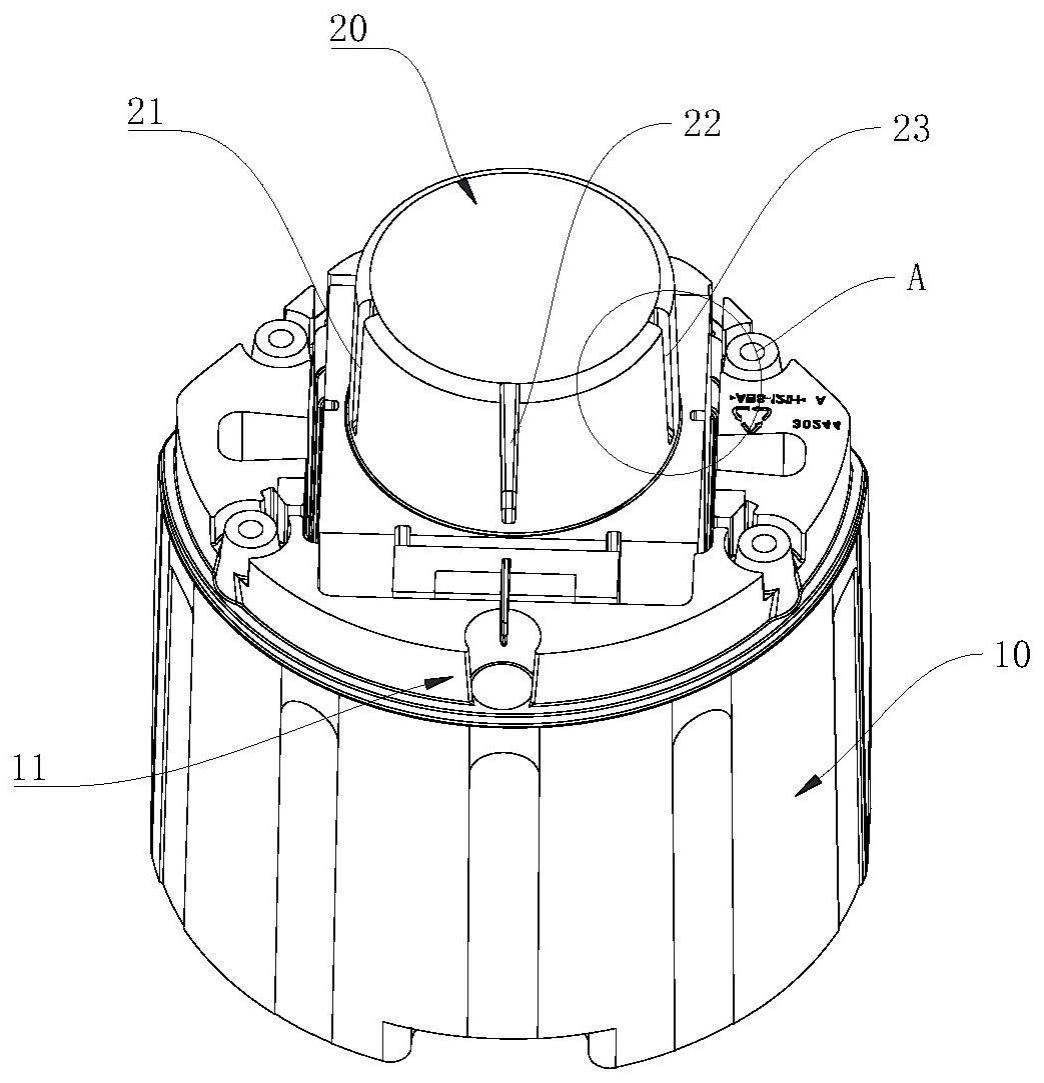
2、本发明提供了一种分离器的成型模具,包括:模座和模具型芯,
3、模座,设有进胶部;
4、模具型芯,设于所述模座上,所述模具型芯具有用于放置过滤网的外周壁,所述外周壁上设有至少一增胶部;
5、其中,所述进胶部位于所述模具型芯的外围且靠近所述增胶部的位置。
6、在本发明提供的分离器的成型模具中,所述增胶部由所述外周壁向内凹陷形成。
7、在本发明提供的分离器的成型模具中,所述增胶部为由所述模具型芯的顶部向底部延伸形成的凹槽。
8、在本发明提供的分离器的成型模具中,所述模具型芯具有上表面,所述上表面的边缘与所述外周壁的过渡区呈弧形。
9、在本发明提供的分离器的成型模具中,所述凹槽靠近所述模具型芯顶部的一端贯通至所述过渡区。
10、在本发明提供的分离器的成型模具中,所述凹槽靠近所述模具型芯底部的一端未贯通所述模具型芯的底部,所述凹槽靠近所述模具型芯底部的一端设有斜坡。
11、在本发明提供的分离器的成型模具中,所述增胶部设有三个,分别为第一增胶部、第二增胶部以及第三增胶部,所述第一增胶部、所述第二增胶部和所述第三增胶部沿所述外周壁间隔分布,所述第二增胶部位于所述第一增胶部和所述第三增胶部之间,所述第一增胶部、所述第二增胶部和所述第三增胶部分别与所述进胶部的之间的距离为d1、d2以及d3;
12、其中,d2<d1,d2<d3。
13、在本发明提供的分离器的成型模具中,所述第一增胶部和所述第三增胶部等间距地分布在所述第二增胶部的两旁。
14、在本发明提供的分离器的成型模具中,所述模具型芯的横截面呈圆形,所述第一增胶部、所述第二增胶部和所述第三增胶部均分布在所述圆形靠近所述进胶口一侧的半圆。
15、本发明还提供了一种分离器加工方法,应用于上述的分离器的成型模具,所述方法包括:
16、提供一过滤网,并将所述过滤网放置在模具型芯的外周壁,其中,所述过滤网覆盖在增胶部的外侧;
17、控制注塑机向模座上的进胶部进胶以使塑胶朝向所述增胶部流动由外向内将所述过滤网朝向所述增胶部挤压。
18、本发明提供一种分离器的成型模具及分离器加工方法,该分离器的成型模具包括模座和模具型芯,模具型芯设置在模座上,模具型芯的外周壁上设有增胶部,模座上设有进胶部,进胶部位于模具型芯的外围且靠近增胶部的位置,加工时,先将过滤网放置在模具型芯的外周壁,过滤网覆盖住增胶部,然后注塑机通过进胶部开始进胶,塑胶从模具型芯的外围向模具型芯流动,塑胶先朝向增胶部的方向流动,由于过滤网包在增胶部的外侧,塑胶将过滤网由外向内朝增胶部挤压,从而将过滤网压紧在模具型芯上,避免注塑过程中过滤网移位变形,有效提高产品合格率,减少材料浪费。
技术特征:
1.一种分离器的成型模具,其特征在于,包括:
2.根据权利要求1所述的分离器的成型模具,其特征在于,所述增胶部由所述外周壁向内凹陷形成。
3.根据权利要求2所述的分离器的成型模具,其特征在于,所述增胶部为由所述模具型芯的顶部向底部延伸形成的凹槽。
4.根据权利要求3所述的分离器的成型模具,其特征在于,所述模具型芯具有上表面,所述上表面的边缘与所述外周壁的过渡区呈弧形。
5.根据权利要求4所述的分离器的成型模具,其特征在于,所述凹槽靠近所述模具型芯顶部的一端贯通至所述过渡区。
6.根据权利要求3所述的分离器的成型模具,其特征在于,所述凹槽靠近所述模具型芯底部的一端未贯通所述模具型芯的底部,所述凹槽靠近所述模具型芯底部的一端设有斜坡。
7.根据权利要求1-6任一项所述的分离器的成型模具,其特征在于,所述增胶部设有三个,分别为第一增胶部、第二增胶部以及第三增胶部,所述第一增胶部、所述第二增胶部和所述第三增胶部沿所述外周壁间隔分布,所述第二增胶部位于所述第一增胶部和所述第三增胶部之间,所述第一增胶部、所述第二增胶部和所述第三增胶部分别与所述进胶部的之间的距离为d1、d2以及d3;其中,d2<d1,d2<d3。
8.根据权利要求7所述的分离器的成型模具,其特征在于,所述第一增胶部和所述第三增胶部等间距地分布在所述第二增胶部的两旁。
9.根据权利要求8所述的分离器的成型模具,其特征在于,所述模具型芯的横截面呈圆形,所述第一增胶部、所述第二增胶部和所述第三增胶部均分布在所述圆形靠近所述进胶口一侧的半圆。
10.一种分离器加工方法,其特征在于,应用于如权利要求1-9任一项所述的分离器的成型模具,所述方法包括:
技术总结
本发明公开一种分离器的成型模具及分离器加工方法。该分离器的成型模具包括:模座和模具型芯,模座,设有进胶部;模具型芯,设于所述模座上,所述模具型芯具有用于放置过滤网的外周壁,所述外周壁上设有至少一增胶部;其中,所述进胶部位于所述模具型芯的外围且靠近所述增胶部的位置。通过本发明,加工时,先将过滤网放置在模具型芯的外周壁,过滤网覆盖住增胶部,然后注塑机通过进胶部开始进胶,塑胶从模具型芯的外围向模具型芯流动,塑胶先朝向增胶部的方向流动,由于过滤网包在增胶部的外侧,塑胶将过滤网由外向内朝增胶部挤压,从而将过滤网压紧在模具型芯上,避免注塑过程中过滤网移位变形,有效提高产品合格率,减少材料浪费。
技术研发人员:赵研,赵甲飞,万永刚,米童,李涛,杨稳
受保护的技术使用者:格力大松(宿迁)生活电器有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!