一种便于脱模的气辅PIN抽芯结构的制作方法
本发明涉及气辅成型,更具体地说,它涉及一种便于脱模的气辅pin抽芯结构。
背景技术:
1、气体辅助注射成型技术,简称气辅成型技术,是二十世纪九十年代开始兴起的一项新型的塑料加工技术,它利用高压惰性气体推动熔体充满型腔,通过气体保压,使塑件厚壁内部形成中空截面,可以降低锁模力、提高生产效率、消除塑件表面缩痕,为壁厚不均匀无法一次注射成型的塑件,为汽车、家电类塑料制品的加工开辟了崭新的应用领域,被誉为注射成型工艺一项划时代的革命技术;
2、现有的气辅成型大多采用两向开模,但是在面对需要绞纹的塑件时,产品脱模方向不允许调整,不能够进行强脱,因此,我们提出了一种便于脱模的气辅pin抽芯结构。
技术实现思路
1、针对现有技术存在的不足,本发明的目的在于提供一种便于脱模的气辅pin抽芯结构。
2、为实现上述目的,本发明提供了如下技术方案:一种便于脱模的气辅pin抽芯结构,所述气辅pin抽芯结构设置在注塑机上,所述气辅pin抽芯结构包括固定板、脱模机构和夹紧机构;
3、所述固定板的两端分别与两个油缸的活塞杆固定连接;
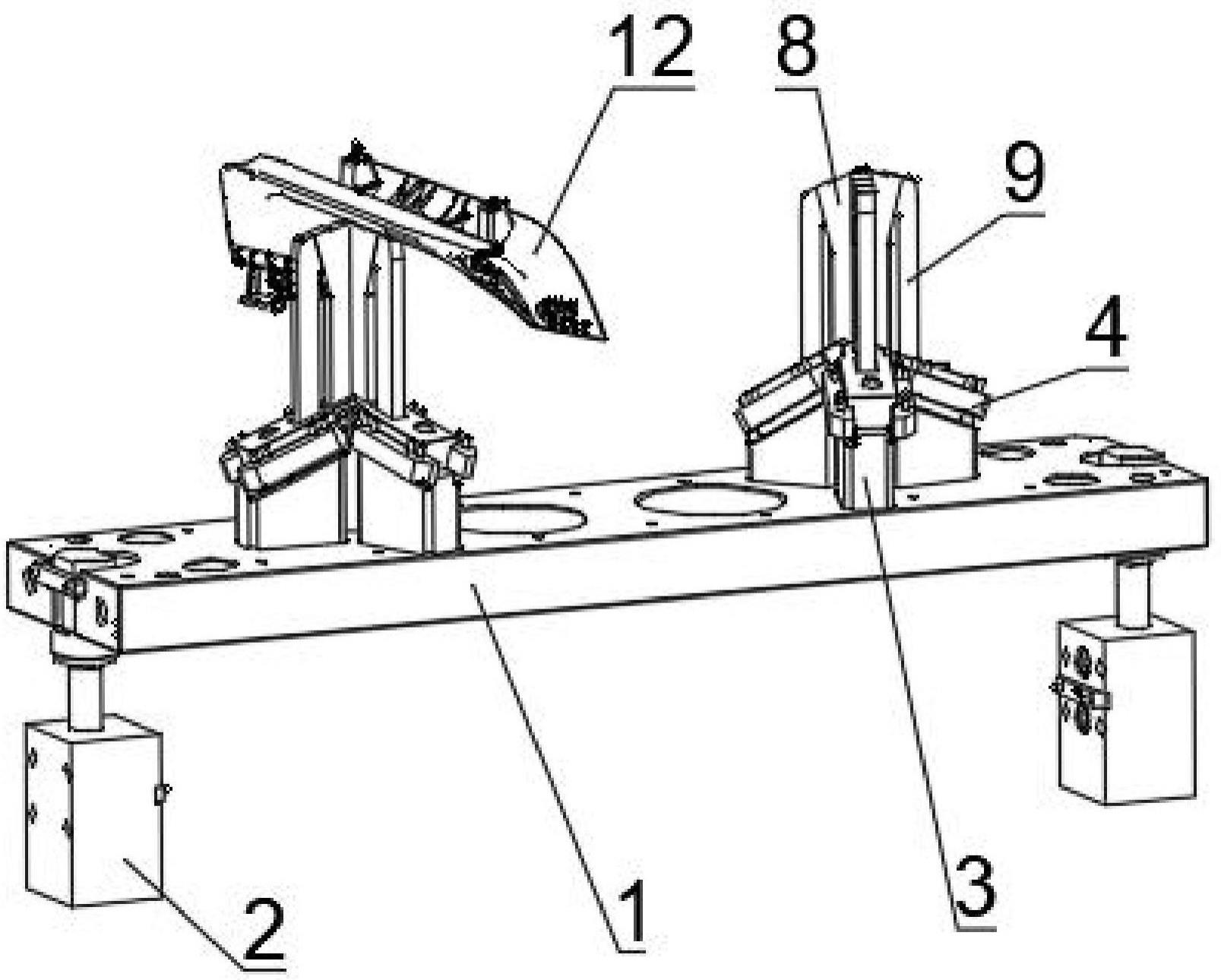
4、所述脱模机构设置在固定板上,用于对塑件进行多向脱模,所述脱模机构包括多个脱模组件,多个脱模组件的数量与脱模方向的数量相同,且多个脱模组件的位置分别与多个脱模方向一一对应,多个所述脱模组件沿塑件中心的圆周方向间隔设置,每个所述脱模组件均包括基座、滑座、滑块、推杆和斜顶杆,所述基座与固定板固定连接,所述基座远离固定板的一侧设有滑座,所述滑座与外部工作台固定连接,所述滑座上滑动连接有滑块,所述滑块的一端固定连接有斜顶杆,所述滑块上开有通槽,所述通槽内滑动连接有推杆,所述推杆的一端与基座固定连接,所述推杆的轴线方向与基座的移动方向之间具有角度,所述推杆远离基座的一端朝远离斜顶杆的方向倾斜;
5、当油缸带动固定板向远离滑座的方向移动时,多个推杆分别带动多个滑块向相互远离的方向移动,多个斜顶杆朝远离脱模机构中心的方向移动至开模状态;当油缸带动固定板向靠近滑座的方向移动时,多个推杆分别带动多个滑块向相互靠近的方向移动,多个斜顶杆朝脱模机构的中心靠拢至相互贴合时,多个斜顶杆处于合模状态;
6、所述夹紧机构设置在基座上,用于对合模状态的多个斜顶杆进行夹紧。
7、本申请再进一步的技术方案:所述夹紧机构包括铲基,所述铲基与基座固定连接,所述铲基贯穿开设在滑块上的方孔,所述方孔的宽度大于铲基的宽度,所述铲基与斜顶杆摩擦抵触。
8、本申请再进一步的技术方案:所述滑座与固定板平行设置,所述滑块沿滑座的移动方向与基座的移动方向之间的夹角为直角。
9、本申请再进一步的技术方案:所述滑座与固定板相对的两个端面之间具有角度,所述滑块沿滑座的移动方向与基座的移动方向之间具有角度,所述滑块远离斜顶杆的一端朝向固定板的方向倾斜;
10、所述斜顶杆和铲基相对的一侧分别设有斜面和凸面,所述斜面和凸面摩擦抵触。
11、本申请再进一步的技术方案:所述基座远离斜顶杆的一端固定连接有凸块;当多个斜顶杆处于合模状态时,凸块与滑块摩擦抵触。
12、本申请再进一步的技术方案:所述脱模机构上的脱模组件设有三个,所述脱模机构用于对塑件进行三向脱模。
13、本申请再进一步的技术方案:所述脱模机构设有多个。
14、与现有技术相比,本发明具备以下有益效果:
15、1、本发明通过固定板带动基座向远离滑座的方向进行移动,基座带动推杆在通槽内滑动,多个推杆分别带动多个滑块沿着滑座向相互远离的方向移动,且滑块带动斜顶杆进行移动,从而使得多个斜顶杆相互分离,多个斜顶杆朝远离脱模机构中心的方向移动至开模状态,相较于传统的两向开模,增加了开模方向,便于对需要绞纹或特殊结构的塑件进行脱模;
16、2、本发明通过固定板带动基座向靠近滑座的方向进行移动,推杆便会推动滑块沿着滑座向靠近斜顶杆的方向移动,多个斜顶杆向中心靠拢并相互贴合,且在斜顶杆与铲基的移动过程中,凸面能够与斜面的不同位置保持贴合,使得铲基始终对斜顶杆进行支撑,提高对斜顶杆夹紧的稳定性。
17、上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,并可依照说明书的内容予以实施,以下以本发明的较佳实施例并配合附图详细说明如后。本发明的具体实施方式由以下实施例及其附图详细给出。
技术特征:
1.一种便于脱模的气辅pin抽芯结构,所述气辅pin抽芯结构设置在注塑机上,其特征在于,所述气辅pin抽芯结构包括:
2.根据权利要求1所述的一种便于脱模的气辅pin抽芯结构,其特征在于:所述夹紧机构包括铲基(9),所述铲基(9)与基座(3)固定连接,所述铲基(9)贯穿开设在滑块(5)上的方孔(10),所述方孔(10)的宽度大于铲基(9)的宽度,所述铲基(9)与斜顶杆(8)摩擦抵触。
3.根据权利要求2所述的一种便于脱模的气辅pin抽芯结构,其特征在于:所述滑座(4)与固定板(1)平行设置,所述滑块(5)沿滑座(4)的移动方向与基座(3)的移动方向之间的夹角为直角。
4.根据权利要求2所述的一种便于脱模的气辅pin抽芯结构,其特征在于:所述滑座(4)与固定板(1)相对的两个端面之间具有角度,所述滑块(5)沿滑座(4)的移动方向与基座(3)的移动方向之间具有角度,所述滑块(5)远离斜顶杆(8)的一端朝向固定板(1)的方向倾斜;
5.根据权利要求1所述的一种便于脱模的气辅pin抽芯结构,其特征在于:所述基座(3)远离斜顶杆(8)的一端固定连接有凸块(11);当多个斜顶杆(8)处于合模状态时,凸块(11)与滑块(5)摩擦抵触。
6.根据权利要求1所述的一种便于脱模的气辅pin抽芯结构,其特征在于:所述脱模机构上的脱模组件设有三个,所述脱模机构用于对塑件(12)进行三向脱模。
7.根据权利要求1所述的一种便于脱模的气辅pin抽芯结构,其特征在于:所述脱模机构设有多个。
技术总结
本发明公开了一种便于脱模的气辅PIN抽芯结构,涉及气辅成型技术领域,其技术方案要点包括固定板,基座与固定板固定连接,基座远离固定板的一侧设有滑座,滑座与外部工作台固定连接,滑座上滑动连接有滑块,滑块的一端固定连接有斜顶杆,滑块上开有通槽,通槽内滑动连接有推杆,推杆的一端与基座固定连接,推杆远离基座的一端朝远离斜顶杆的方向倾斜,当油缸带动固定板向远离滑座的方向移动时,多个推杆分别带动多个滑块向相互远离的方向移动,多个斜顶杆朝远离脱模机构中心的方向移动至开模状态,相较于传统的两向开模,增加了开模方向,便于对需要绞纹或特殊结构的塑件进行脱模。
技术研发人员:甘勇,吕洁,朱旭,杨明显,张康
受保护的技术使用者:南京南条全兴汽车内饰系统有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!