一种高分子材料双泵输送挤出压延装置的制作方法
本发明属于高分子材料加工,更具体地说是一种高分子材料双泵输送挤出压延装置。
背景技术:
1、由于高分子材料具有良好的延展性和防水性,克服了沥青卷材温度敏感性大,伸长率小的缺点,具有高温不流满,低温不脆裂,抗拉强度高,伸长率大的特点,能够较好地适应基层开裂及伸缩变形的要求,且具有优良的防老化性能,目前高分子防水片材被广泛应用到建筑防水工程中,随着大型建筑防水工程的要求,对于高分子防水片材的单幅宽度要求也越来越宽,10米、30米、50米,甚至更宽,现有技术的挤出压延设备已较难生产,经检索:
2、专利号为201621160878 .2的实用新型专利,公开了一种适用于橡胶的高速挤出压延机,在所述挤出机的挤出口处设有预成型机构,预成型机构包括外模和内模,外模设有锥状模腔和柱状模腔,锥状模腔的小端与挤出机挤出口相接,锥状模腔的大端与柱状模腔相接,内模设有锥状模芯和柱状模芯,锥状模腔内壁与锥状模芯外壁之间设有导流通道,柱状模腔内壁与柱状模芯外壁之间设有成型通道,锥状模芯与柱状模芯之间设有与柱状模腔内壁相接的连接座,连接座上设有连通导流通道与成型通道的通孔,内外模上均设有冷却机构。本实用新型设置预成型机构,将熔融橡胶在逐步冷却过程中逐步拉伸,在保证良好的成型效果的同时节省能源,减少不必要的加工步骤,提高成型效率和成型质量。该专利经过预成型机构再拉伸较好地解决了片材的宽度问题,但拉伸的过程中片材会出现厚度不均匀的问题,所生产的片材的不适应建筑防水工程。
3、专利号为201821509339 .4的实用新型专利,公开了一种宽幅胶片挤出压延生产线,包括销钉式冷喂料挤出机和销钉机筒,所述的销钉机筒右端沿圆周钻有孔道,所述的销钉式冷喂料挤出机连接有六单元温度控制装置;所述的销钉式冷喂料挤出机左侧设置有宽幅胶片机头,所述的宽幅胶片机头左侧设置有双压辊装置,所述的双压辊装置上端设置有余胶返回输送带,所述的双压辊装置左侧设置有接取输送装置,所述的接取输送装置上设置有贴合装置,所述的接取输送装置左侧设置有冷却装置,所述的冷却装置左侧设置有卷取输送带,卷取输送带上设置有双工位中心卷取装置。在冷却装置和双工位卷取装置之间设有储料装置,保证每个卷取工位在更换时生产线不停车,从而保证生产线的连续生产。该专利较好地解决了橡胶钢丝输送带的相关生产问题,不适应高分子防水片材的生产。
4、专利号为202011427003 .5的发明专利,公开了一种宽幅高耐候性转光棚膜及其制备方法,属于农膜技术领域,所述棚膜具有通过挤出吹塑成型五层或七层结构,芯层中含有转光剂,内层中含有尼龙,增强了棚膜的户外耐候性,延长了转光时间,通过合理调配各层结构的原料及层间顺序,调整层间比,解决了尼脆性高使棚膜表层极易开裂的问题;通过多层共挤工艺,能够将尼龙的含量降低,提升高压低密度聚乙烯的含量,能够生产幅宽达16米的温室棚膜。该专利生产的产品宽度虽然达到了16米,但只适应于采用吹塑成型工艺生产的农用棚膜,不适用高分子防水片材的生产加工。
5、目前,急需提供一种即能加工宽幅高分子防水片材,又能保证高分子防水片材厚度均匀的压延挤出设备,来满足当前大型建筑防水工程的需求。
技术实现思路
1、为了解决上述技术问题,本发明提供了一种高分子材料双泵输送挤出压延装置,该装置生产工艺简单、操作方便、劳动强度小、生产成本较低、且产品质量稳定,尤其适合于生产加工宽幅的高分子防水片材,且能够保障高分子防水片材的厚度均匀,本发明的技术方案为:
2、所述的高分子材料双泵输送挤出压延装置,包括喂料机构、螺杆输送机构、 齿轮输送泵、挤出模头和压延机构;
3、所述螺杆输送机构的进料端连接有喂料机构,所述喂料机构给螺杆输送机构提供预定数量的高分子防水材料;所述螺杆输送机构的出料端连接有齿轮输送泵,所述齿轮输送泵的输出端连接有挤出模头,所述齿轮输送泵为挤出模头提供稳定压力的高分子防水材料;所述挤出模头的挤出模口处设置有压延机构;由挤出模头挤出的高分子防水片材再经压延机构进一步压延成型;
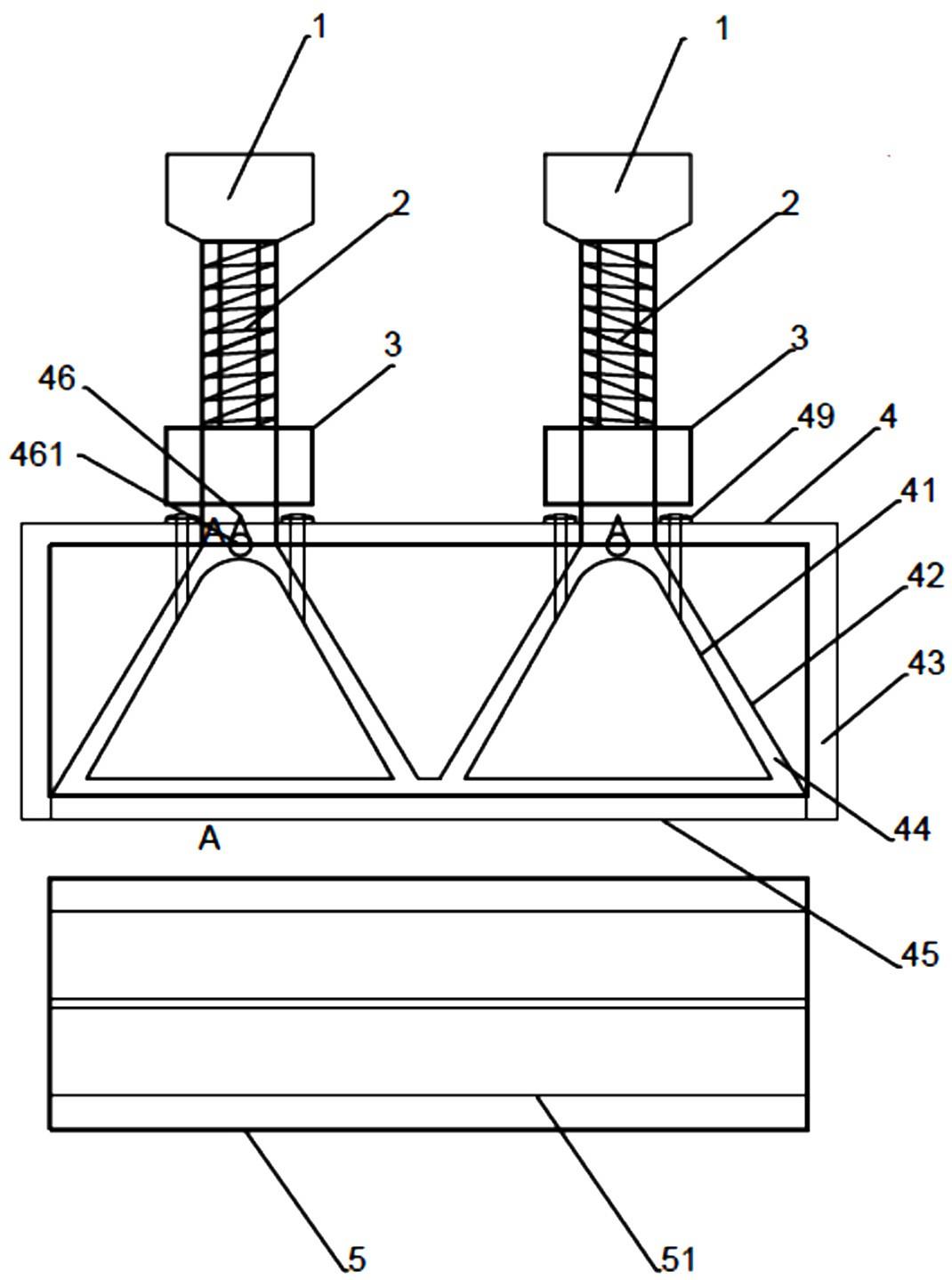
4、所述挤出模头的内部并列对称设置有两个导流腔,所述导流腔的进口设置为圆形腔体结构,并与齿轮输送泵的输出端相连接;所述导流腔的出口设置为长方形腔体结构,与挤出模口相连接;所述导流腔从进口的圆形腔体结构逐渐到出口的长方形腔体结构平滑渐变过渡;所述导流腔的中轴线上设置有导流体,所述导流体的外部结构与导流腔间隙配合,所述导流体与导流腔的间隙构成物料通道,所述物料通道的横截面积从导流腔进口圆环形腔体结构的横截面积到导流腔出口长方形腔体结构的横截面积逐渐减小,并与挤出模口相连通,保障物料从物料通道的进口到出口的整个过程中压力维持恒定;
5、所述挤出模头与喂料机构、螺杆输送机构和齿轮输送泵构成三角型结构排列;
6、所述挤出模头与喂料机构、螺杆输送机构和齿轮输送泵构成π型结构排列;
7、所述导流腔的进口处设置有导流板,所述导流板通过导流转轴与挤出模头的壳体相连接,所述导流转轴的外端设置有导流转轮,通过导流转轮的旋转调节导流板的转向,达到对物料通道内物料输送量的控制。
8、所述导流体的前端为半球形结构,半球形结构的直径小于导流腔进口圆形腔体结构的直径,所述导流体的后端为半圆柱形结构,半圆柱形结构的直径小于导流腔出口长方形腔体结构的宽度;
9、所述导流体的半球形结构端通过调节螺栓与挤出模头的壳体相连接;
10、所述调节螺栓,包括调节螺杆、压紧螺母和调节螺母,所述调节螺杆的一端与导流体固定连接,所述调节螺杆的另一端通过调节螺母与挤出模头的壳体相连接,所述调节螺母的外侧设置有压紧螺母,起到对调节螺杆的定位作用;
11、所述调节螺母沿直径剖面的外形为工字形结构,所述调节螺母设置有与调节螺杆的外丝相匹配的内丝,所述调节螺母工字形结构的一侧为圆形结构,以旋转滑动的方式卡设在挤出模头壳体的圆形卡槽内,所述工字形结构的另一侧为六边形结构,方便调节螺母的旋转,通过调节螺母的旋转带动导流体前后移动,从而达到调节物料通道的作用,以平衡物料通道内的压力,保障挤出厚度均匀的高分子防水片材;
12、所述挤出模头的前侧面上部设置有上口型板,所述挤出模头的前侧面下部设置有下口型板,所述上口型板和下口型板之间设置有间隙,构成挤出模口,通过调节上口型板与下口型板之间的间隙,达到对高分子防水片材挤出厚度的控制;
13、本发明的有益效果是:本发明设置有从进口的圆形结构逐渐到出口的长方形结构平滑渐变过渡的导流腔,以及前端为半球形结构后端为半圆柱形结构的导流体,由所述导流腔与导流体构成的平滑渐变过渡的物料通道使得高分子材料的输送变得更为流畅,
14、本发明所设计的物料通道的横截面积从导流腔进口圆形结构的横截面积到导流腔出口长方形结构的横截面积逐渐减小,从而有效保障了物料从物料通道的进口到出口的整个过程中压力维持恒定,确保了高分子防水片材的厚度和密度均匀;
15、本发明设置有导流板,能够方便的控制物料通道内的物料输送量,从而有效地控制高分子防水片材的挤出厚度;
16、本发明还设计有调节螺栓,能够有效的调节导流体与导流腔的间隙即物料通道的大小,从而使物料通道的内部压力恒定,使得挤出的高分子防水片材厚度均匀稳定。
- 还没有人留言评论。精彩留言会获得点赞!