一种气浮成型注塑设备的制作方法
本技术涉及气浮成型的领域,尤其是涉及一种气浮成型注塑设备。
背景技术:
1、注塑机又名注射成型机或注射机。它是将热塑性塑料或热固性塑料利用塑料成型模具制成各种形状的塑料制品的主要成型设备。注塑机能加热塑料,对熔融塑料施加高压,使其射出而充满模具型腔。而在制备空心结构的产品时,需对注塑成型的产品内部进行抽料处理。
2、相关技术中,授权公告号为的cn206154619u中国专利,公开了一种具有抽空心能力的模具,包括模具本体及置于模具上用于对产品进行抽料的排料器,模具本体设有用于注塑的料槽,排料器包括置于模具本体上的油缸,油缸的输出端上设有活塞杆,活塞杆可在料槽中滑动,料槽的上靠近油缸的一端上设有排料口。
3、当在模具上注入塑料液后,通过油缸驱动活塞杆在料槽内活动,将塑料液带至排料口内,再从排料口上的卸料缺口顺着引流槽排出。
4、而活塞杆的移动轨迹是固定的,无法适用在其他尺寸形状的模具上,从而无法对不同形状结构的产品进行内部抽料处理,适用性较差,故有待改善。
技术实现思路
1、为了改善活塞杆无法适用于对不同形状结构的产品进行内部抽料处理的问题,本技术提供一种气浮成型注塑设备。
2、本技术提供的一种气浮成型注塑设备采用如下的技术方案:
3、一种气浮成型注塑设备,包括:
4、工作箱;
5、成型部,设于工作箱内用于将塑料液成型成成品;
6、排料组件,设于工作箱内,所述排料组件包括收集部和吹气管,所述收集部与成型部连通,所述吹气管的一端与成型部连通,所述吹气管上设有气泵,用于将气体鼓入吹气管中并推动塑料液向收集部的方向移动。
7、通过采用上述技术方案,使用时,将熔融状态的塑料液注入到成型部中,塑料液此时为高温状态,因成型部相较于此时的塑料液温度较低,使得塑料液与成型部内壁接触的部分开始凝固,当塑料液充满成型部后,塑料液与成型部内壁接触的部分固化,使得成型部内部的塑料液形成与成型部形状相同的结构,但此时的塑料液远离成型部的部分还未凝固,即塑料液的中心还是熔融的状态。
8、接着利用气泵将气体通过吹气管进入成型部中,而已凝固的塑料液是与成型部紧密贴合的,从而使得气体进入塑料液的中部并推动熔融状态的塑料液向收集部的方向移动,直至成型部中熔融状态的塑料液均被吹进收集部中储存,而收集部中储存的塑料液可以直接回收,再利用时,后续处理步骤也较少。塑料液收集完成后,成型部中形成的产品为一个空心的结构,利用吹气推动塑料液移动的方式,可以适用于对不同结构形状的产品进行内部抽料处理,适用性更好。
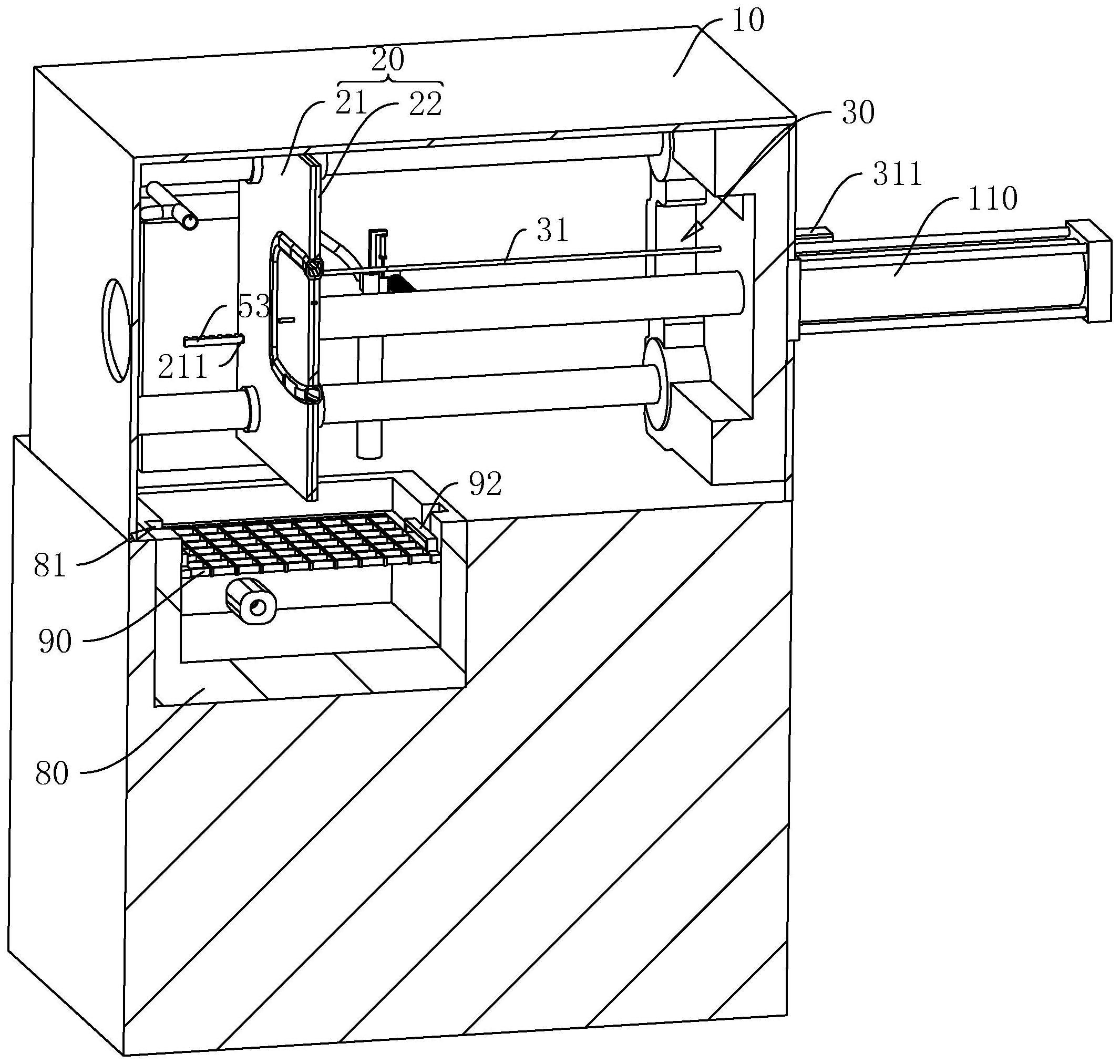
9、可选的,所述成型部包括:
10、第一模具,固定在工作箱的内壁上;
11、第二模具,设于工作箱内,由伸缩气缸驱动所述第二模具与第一模具适配贴合,所述伸缩气缸固定在工作箱内,所述伸缩气缸的输出端与第二模具固定,所述吹气管固定在第二模具上,所述收集部与第一模具和第二模具的连接处连通,所述第一模具和第二模具的连接处设有进料孔。
12、通过采用上述技术方案,使用时,启动伸缩气缸,使得第二模具向第一模具的方向移动,直至与第一模具紧密贴合,此时将熔融的塑料液通过进料孔充满成型部,然后利用吹气管将中部未凝固的塑料液吹进收集部内,接着再启动伸缩气缸,使得第二模具向远离第一模具的方向移动,直至第二模具与第一模具分离,便于将成型的空心成品从成型部中取出。
13、可选的,所述工作箱内设有用于对成型部进行降温的降温组件,所述降温组件包括:
14、水箱,固定在所述工作箱上;
15、出水管,固定在所述工作箱的内壁上,所述出水管的一端与水箱连通,另一端对准第一模具远离第二模具的一侧;
16、喷水管,设于工作箱内,所述喷水管的一端通过软管与水箱连通,另一端对准第二模具远离第一模具的一侧;
17、水泵,设于水箱中,用于将水抽至出水管和软管中。
18、通过采用上述技术方案,熔融的塑料液在与第一模具和第二模具的内壁接触并凝固的同时也会将高温传递到第一模具和第二模具上,当成型部制备完一次空心产品后,第一模具和第二模具自身的温度有所提高,此时利用水泵,使得水箱中的水流入出水管和软管中,出水管中的水最终通过出水管远离水箱的一端喷洒在第一模具远离第二模具的一侧上,即对第一模具的外壁进行降温处理。而进入软管中的水会再流入喷水管中,并通过喷水管喷洒在第二模具远离第一模具的一侧上,即对第二模具的外壁进行降温,从而使得第一模具和第二模具能够始终保持较低的温度,以备连续不断的进行产品的制备,即第一模具和第二模具不会出现温度过高,而无法使得熔融塑料液凝固的现象。
19、当第二模具移动时,手动移动喷水管,因软管可发生形变,使得喷水管在移动过程中始终与水箱连通,直至喷水管移动至不会干涉第二模具的移动,便于伸缩气缸带动第二模具移动。
20、可选的,所述工作箱内设置有用于限制喷水管和第二模具碰撞的让位组件,所述让位组件包括:
21、转动齿轮,转动连接在工作箱的内壁上;
22、转动杆,竖直设置且与所述转动齿轮同轴固定,所述喷水管与转动杆的侧壁固定,且与转动杆相垂直;
23、转动齿条,固定在所述第二模具上,所述转动齿条与转动齿轮相啮合。
24、通过采用上述技术方案,当第二模具在伸缩气缸的带动下向靠近第一模具的方向移动时,带动转动齿条移动,从而驱动转动齿轮转动,同时转动杆以自身的中轴线为轴发生旋转,使得喷水管以转动杆为轴转动,即喷水管远离水箱的一端向靠近第一模具的方向移动,而喷水管在转动过程中,喷水管到水箱的距离改变,从而使得软管被拉伸,以满足喷水管与水箱连通。当第二模具与第一模具贴合时,喷水管沿工作箱的宽度方向布设且远离水箱的一端正好对准第二模具的外壁。
25、当第二模具向远离第一模具的方向移动时,使得转动齿条驱动转动齿轮反转,从而使得转动杆带动喷水管远离水箱的一端向远离第一模具的方向移动,并挤压软管,直至喷水管移动出第二模具的移动轨迹,即喷水管沿工作箱的长度方向布设,使得喷水管不会对第二模具的移动造成影响,使得第二模具的移动过程中不需要另外控制移动喷水管,实现喷水管能够依照第二模具的移动方向自动转向,操作便捷。
26、可选的,所述第一模具上贯穿开设有供转动齿条穿设的定位孔。
27、通过采用上述技术方案,当第二模具带动转动齿条向靠近第一模具的方向移动时,使得转动齿条的端部穿设定位孔,定位孔的内壁与转动齿条的侧壁抵接,对转动齿条起到限制导向的作用,使得转动齿条在移动过程中不易发生偏移,即转动齿条始终与转动齿轮保持啮合状态,不易与转动齿轮分离,增加了转动齿条与转动齿轮啮合传动的稳定性。
28、可选的,所述喷水管远离软管的一端连通有连接管,所述连接管垂直于喷水管,所述连接管上套设有转动套,所述转动套在连接管上以连接管的中轴线为轴转动,所述转动套远离喷水管的一端朝向第二模具的,且向远离连接管中轴线的方向弯折,所述连接管远离喷水管的一端位于转动套内;
29、所述转动套上同轴固定有传动锥齿轮,所述喷水管上同轴套设有转动锥齿轮,所述转动锥齿轮在喷水管上转动,所述转动锥齿轮与传动锥齿轮相啮合,所述转动锥齿轮同轴固定有传动齿轮,所述传动齿轮套设在喷水管上,所述转动杆上滑动连接有传动齿条,所述传动齿条沿竖直方向移动,且所述传动齿条与传动齿轮相啮合。
30、通过采用上述技术方案,当喷水管移动至沿工作箱的宽度方向布设时,此时连接管对准其二模具的外壁,接着上下移动传动齿条,驱动传动齿轮带动转动锥齿轮以喷水管的中轴线为轴转动,从而驱动传动锥齿轮带动在转动套在连接管上以连接管的中轴线为轴转动。
31、此时启动水泵,使得水箱中的水通过软管进入喷水管中,最后经由连接管通过转动套喷洒出来,因转动套的端部弯折,从而使得从转动套喷洒出来的水流的方向不断改变,即扩大喷洒范围,同时水流也受离心力的作用,使得水不易呈抛物线的形式喷洒出来,进而使得水流较为均匀的喷洒在第二模具外壁上。
32、可选的,所述工作箱的底部设置承接箱,所述承接箱的顶部为开口结构,所述承接箱位于出水管远离水箱的一端和转动套的下方,所述承接箱与水箱连通;
33、所述承接箱中水平架设有过滤板,所述过滤板的周向侧壁与承接箱的内壁贴合。
34、通过采用上述技术方案,当水泵启动,水箱中的水通过出水管和连接管喷洒出来后,水与第一模具和第二模具接触再顺着第一模具和第二模具的外壁下滴,直至水滴落进承接箱中收集,减小水资源的浪费,也使得水不易从积蓄在工作箱中。而在水下滴的过程中,水会先穿过过滤板进入承接箱中,过滤板起到过滤作用,将水流动带动第一模具和第二模具上的杂质以及从第一模具和第二模具的连接处渗漏出来的塑料液阻隔在过滤板上,使得杂质和塑料液无法穿过过滤板上的孔隙进入承接箱中,使得承接箱中收集的水中的杂质较少,最后将承接箱中的水重新充入水箱中时,承接箱和水箱的连接处不易堵塞,实现水资源的回收。
35、可选的,所述水箱的侧壁上固定有安装杆,所述安装杆上转动连接有抵接杆,所述抵接杆的一端与转动齿条上的齿抵接,并能够在转动齿条上移动,所述抵接杆的另一端上固定有橡胶块,所述橡胶块能够与第一模具远离第二模具的侧壁抵接,所述安装杆上套设有扭簧,所述扭簧的一端与安装杆固定,另一端与抵接杆固定,所述扭簧用于驱动橡胶块抵接在第一模具的侧壁抵接。
36、通过采用上述技术方案,初始状态下,橡胶块与第一模具的侧壁接触,当伸缩气缸驱动第二模具向靠近第一模具的方向移动时,带动转动齿条推动抵接杆的一端向远离第一模具的方向移动,从而使得抵接杆以抵接杆和安装杆的连接处为轴发生转动,即抵接杆的另一端将橡胶块按压在第一模具的侧壁上,使得橡胶块发生形变,而转动齿条上的齿推动抵接杆移动的过程中,抵接杆的端部的一端轨迹是圆形,从而使得抵接杆到转动齿条的距离不断减小,直至分离。当抵接杆的端部失去推力后,扭簧驱动抵接杆复位,抵接杆的一端插入转动齿条移动方向上相邻的齿之间,使得抵接杆很快带着橡胶块复位,重复以上步骤,直至第二模具与第一模具抵贴,其中橡胶块形变给抵接杆提供移动余量,从而不会对转动齿条的移动造成干涉。
37、当注塑完成后,伸缩气缸驱动第二模具移动,使得第二模具与第一模具分离,因进料孔中存在能顾的塑料液,从而使得成品存储在第一模具中。此过程中,第二模具带动转动齿条反向移动,从而推动抵接杆的端部向靠近第一模具的方向移动,使得抵接杆反转,即抵接杆带动橡胶块与第一模具分离,且扭簧发生相变,当抵接杆转动至端部与转动齿条分离后,扭簧恢复形变,使得抵接杆的一端抵接在转动齿条移动方向上相邻的齿上,另一端带动橡胶块撞击在第一模具的侧壁上,从而使得第一模具发生轻微震动,使得成品和第一模具之间存在间隙,使得空气进入,从而便于将成品从第一模具上取下,操作便捷。
38、可选的,所述转动齿条上固定有安装板,所述安装板上设有用于吸附成品的吸取板,所述吸取板靠近转动齿条的侧壁上固定有安装块,所述安装板的侧壁上开设有安装孔,所述安装块插设在安装孔中并能够在安装孔中移动,所述安装孔内设有安装弹簧,所述安装弹簧用于推动吸取板能够与成品抵接,所述第一模具的侧壁上贯穿开设有供吸取板穿过的让位孔,所述吸取板在转动齿条移动方向上的两侧壁上设置有导向面,用于与所述让位孔的内壁抵接时,推动所述吸取板带动安装块回缩至安装孔中。
39、通过采用上述技术方案,当第二模具向第一模具的方向移动时,转动齿条带动吸取板移动至让位孔处,此时吸取板远离第二模具的一侧导向面与让位孔的内壁抵接,使得导向面在让位孔中的内壁滑移,起到导向作用,从而使得吸取板带动安装块挤压安装弹簧,并使得安装块收纳在安装孔中,继而使得吸取板能够顺利穿过让位孔,当第二模具与第一模具相贴合时,吸取板位于第一模具远离第二模具的一侧。当注塑完成后,第二模具向远离第一模具的方向移动,使得转动齿条带动吸取板移动至让位孔处,此时吸取板靠近第二模具的一侧导向面与让位孔的内壁抵接,使得吸取板带动安装块回缩进安装孔中,直至吸取板穿过让位孔移动至第一模具和第二模具之间,此时安装弹簧恢复形变,将吸取板向成品的方向推进,使得吸取板与成品的侧壁抵接,并与成品吸附,接着转动齿条继续带动吸取板移动,从而使得吸取板带动成品平移出第一模具,便于成品的脱模,操作便捷。
40、可选的,所述过滤板的周向侧壁上固定有导向块,所述承接箱的内壁上沿竖直方向开设有导向槽,所述导向槽的顶端贯通承接箱的顶壁,所述导向块插设在导向槽中并在导向槽中移动。
41、通过采用上述技术方案,当过滤板上的杂质较多,使得过滤板上的孔隙堵塞,需要进行清理时,利用工具穿过过滤板上的孔隙勾住过滤板,将过滤板向上提拉,使得导向块在导向槽中移动,导向槽的内壁与导向块的侧壁抵接,起到限制导向的作用,使得过滤板在移动过程中不易发生倾倒,从而使得过滤板上的杂物不会滑落至承接箱中,直至过滤板完全移出承接箱,便于对过滤板进行清理。清理完成的过滤板上的导向块对准导向槽的顶端,并下移插设在导向槽中并在导向槽中移动,直至导向块移动至与导向槽靠近承接箱底壁的一侧内壁抵接,限制导向块继续下移,从而使得过滤板水平架设在承接箱中,实现过滤板的安装,操作便捷。
42、综上所述,本技术包括以下至少一种有益效果:
43、1、用气泵将气体通过吹气管进入成型部中,而已凝固的塑料液是与成型部紧密贴合的,从而使得气体进入塑料液的中部并推动熔融状态的塑料液向收集部的方向移动,直至成型部中熔融状态的塑料液均被吹进收集部中储存,此时,成型部中形成的产品为一个空心的结构,利用吹气推动塑料液移动的方式,可以适用于对不同结构形状的产品进行内部抽料处理,适用性更好;
44、2、使用时,启动伸缩气缸,使得第二模具向第一模具的方向移动,直至与第一模具紧密贴合,此时将熔融的塑料液通过进料孔充满成型部,然后利用吹气管将中部未凝固的塑料液吹进收集部内,接着再启动伸缩气缸,使得第二模具向远离第一模具的方向移动,直至第二模具与第一模具分离,便于将成型的空心成品从成型部中取出。
- 还没有人留言评论。精彩留言会获得点赞!