一种球阀阀芯自动整理搬运设备及搬运方法与流程
本发明涉及阀芯搬运,尤其涉及一种球阀阀芯自动整理搬运设备及搬运方法。
背景技术:
1、塑料球阀适用于带腐蚀性介质的输送过程的节流,根据不同材质温度-14℃~100℃、-40℃~140℃,全部零件采用rpp或pvdf注塑件组成成型,塑料球阀耐腐蚀性能优良。密封圈采用f4,耐腐性能优异,延长使用寿命,转动灵活、使用方便。塑料球阀整体式球阀泄漏点少,强度高,连接式球阀装拆方便。
2、现有塑料球阀在生产时,需要人工将阀芯放入模具内进行注塑生产得到塑料球阀,但是由于人工在将阀芯放入模具时,效率较低,且难以保证阀杆在模具内位置,容易出现阀杆偏移现象,严重影响产品成型质量。
技术实现思路
1、本发明所要解决的技术问题是:提供一种球阀阀芯自动整理搬运设备及搬运方法,有效解决背景技术中的问题。
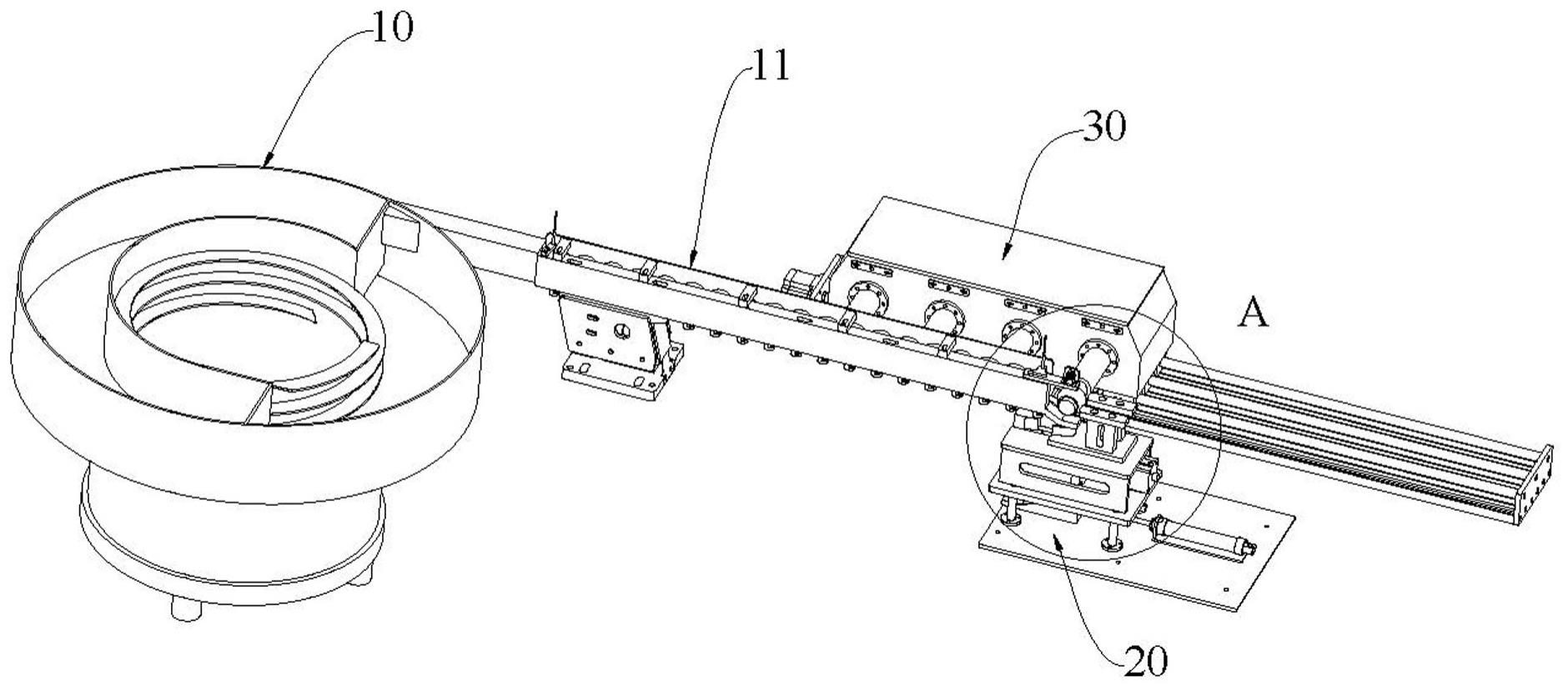
2、为了达到上述目的,本发明所采用的技术方案是:一种球阀阀芯自动整理搬运设备,包括:
3、振动送料盘,用于将若干阀芯从出料口的输送轨道上排列推出;
4、校正组件,设置在所述输送轨道末端位置,以对推出的所述阀芯上的阀杆进行垂直度的校正;
5、搬运组件,设置在所述输送轨道的一侧,包括位于同一水平面的若干滑杆,若干所述滑杆沿推出方向滑动,以逐一对校正后的所述阀芯进行取料,并集中搬运至抓取等候区;
6、机械手组件,用于对抓取等候区的所述搬运组件上的多个所述阀芯进行同步抓取,并放置注塑模具内;
7、其中,在所述输送轨道的末端向下延伸出静轨,所述校正组件包括定位座和顶升组件,所述定位座上设有动轨、定位块、夹紧块和第一驱动件,所述动轨设置在所述静轨的末端,所述定位块和所述夹紧块设置在所述静轨下方;
8、所述动轨顶升至与所述静轨形成用于放置所述阀芯上球头的放置槽,所述第一驱动件使所述夹紧块朝向所述定位块水平运动,以对所述阀芯上阀杆进行夹紧定位,所述滑杆伸入所述阀芯的定位孔内。
9、进一步地,所述静轨包括向下延伸的倾斜面和沿所述倾斜面的末端边缘水平延伸的支撑面;
10、所述输送轨道和所述静轨在中间位置沿传送方向设有供所述阀芯上阀杆滑动穿过的通道;
11、所述动轨包括对称设置的第一支撑块和第二支撑块,所述第一支撑块和所述第二支撑块之间的间距等于所述通道的截面宽度。
12、进一步地,所述定位块设有供所述夹紧块滑入的容纳槽,所述容纳槽包括定位圆弧、及与所述定位圆弧相切的两导向边,两个所述导向边朝向所述夹紧块的方向逐渐向外扩散;
13、所述夹紧块面向所述定位块一侧面设有嵌入块,所述嵌入块设有与所述定位圆弧等半径的夹紧圆弧,且所述夹紧圆弧的两侧边朝向所述定位圆弧方向逐渐向内聚拢;其中,所述定位座内部呈空腔结构,所述第一驱动件设置在所述空腔结构内,所述夹紧块沿垂直方向伸入所述空腔结构内,并与所述第一驱动件的驱动端连接,在所述定位座上开设有供所述夹紧块滑动的滑槽。
14、进一步地,所述顶升组件包括底板、导向轴组、驱动块和第三驱动件;
15、所述底板设置在所述定位座下方,所述导向轴组用于连接所述底板与所述定位座,所述驱动块与所述第三驱动件连接并设置在所述底板与所述定位座之间;
16、所述导向轴组包括垂直设置在所述定位座底部的多个导向柱、及设置在所述底板的多个滑动套筒,所述导向柱滑动设置在所述滑动套筒内;
17、所述驱动块面向所述定位座的一面上设置有第一驱动面、第二驱动面和第三驱动面,且所述第一驱动面与所述第三驱动面平行不共面设置,所述第二驱动面倾斜设置在所述第一驱动面和所述第二驱动面之间;
18、并在所述定位座底部设有驱动轮,所述第三驱动件驱动所述驱动块沿轴线运动,使所述驱动轮依次在所述第一驱动面、所述第二驱动面和所述第三驱动面上滚动,以使所述定位座在垂直方向上的运动。
19、进一步地,所述搬运组件包括箱体、及设置在所述箱体内用于驱动所述滑杆沿轴线运动的第二驱动件、及设置在所述箱体底部的滑动组件;在所述箱体面向所述输送轨道一侧面设有多个导向套筒,多个所述滑杆一一对应滑动设置在多个所述导向套筒内;
20、其中,所述滑杆沿轴线依次设有第一轴段和第二轴段,所述第一轴段设置在远离所述第二驱动件的一端,且所述第一轴段与所述阀芯的定位孔间隙配合,所述第二轴段与所述阀芯的定位孔过盈配合,所述滑杆的所述第一轴段穿过所述阀芯的定位孔,使所述第二轴段部分进入所述阀芯的定位孔内。
21、进一步地,多个所述导向套筒沿传输方向等间距设置,且相邻两个所述导向套筒圆心之间距离大于所述动轨的长度与所述阀芯外球面的直径之和。
22、进一步地,所述搬运组件还包括定位感应组件,所述定位感应组件包括激光发射器和多个与其配合的激光接收器,所述激光发射器设置在所述输送轨道末端,其发射端位于所述阀芯圆心的垂直线上,而多个所述激光接收器设置在所述箱体的腔体顶壁,并与所述滑杆一一对应设置;
23、并在所述箱体位于所述导向套筒的一侧面设置多个贯穿孔,所述激光接收器通过所述贯穿孔感应所述激光发射器的激光束。
24、进一步地,所述贯穿孔沿传输方向呈条形结构,并在所述贯穿孔的外侧设置调节板,所述调节板上设有供激光束穿过的圆孔。
25、进一步地,在所述输送轨道靠近所述动轨的一端设置接近开关,用于对传输轨道末端位置的阀芯进行感应。
26、本发明还提供了一种如上所述的球阀阀芯自动整理搬运设备的搬运方法,包括以下步骤:
27、步骤一、将若干阀芯送入振动送料盘内,若干阀芯盘通过出料口的输送轨道被排列推出;
28、步骤二、将阀芯推至输送轨道末端,顶升组件驱动定位座向上运动,使动轨和静轨形成放置槽,而末端的阀芯在推力作用下滑入放置槽内,第一驱动件使夹紧块朝向定位块运动以对阀芯的阀杆进行定位夹紧;
29、步骤三、搬运组件的滑杆滑动至阀芯的取料位置后,滑杆伸入阀芯的定位孔内,通过第一驱动件使夹紧块复位,顶升组件使定位座下降至动轨与静轨拼接时,搬运组件沿传送方向滑动使滑杆带动阀芯从动轨脱离,此时下一滑杆进入阀芯的取料位置,重复步骤二和步骤三完成下一滑杆的取料,直至完成搬运组件上所有滑杆取料;
30、步骤四、搬运组件在完成取料后,沿输送方向平移至抓取等候区;
31、步骤五、机械手组件的多个卡爪同步夹取多个阀芯的外球面,并转送至机床内的注塑模具内。
32、本发明的有益效果为:本发明通过静轨、动轨和顶升组件的设置,能够保证滑杆在取料时对阀芯的定位精度,同时保证阀芯能够顺利从动轨脱离,而定位块、夹紧块和第一驱动件的设置,能够对阀杆的垂直度进行校正,并通过机械手组件的卡爪对滑杆上阀芯的外球面夹紧,避免了阀杆运输过程中出现的偏移现象,有效保证了阀杆在模具内的位置精度,进一步提高产品成型质量和成型效率。
技术特征:
1.一种球阀阀芯自动整理搬运设备,其特征在于,包括:
2.根据权利要求1所述的球阀阀芯自动整理搬运设备,其特征在于,所述静轨包括向下延伸的倾斜面和沿所述倾斜面的末端边缘水平延伸的支撑面;
3.根据权利要求1所述的球阀阀芯自动整理搬运设备,其特征在于,所述定位块设有供所述夹紧块滑入的容纳槽,所述容纳槽包括定位圆弧、及与所述定位圆弧相切的两导向边,两个所述导向边朝向所述夹紧块的方向逐渐向外扩散;
4.根据权利要求1所述的球阀阀芯自动整理搬运设备,其特征在于,所述顶升组件包括底板、导向轴组、驱动块和第三驱动件;
5.根据权利要求1所述的球阀阀芯自动整理搬运设备,其特征在于,所述搬运组件包括箱体、及设置在所述箱体内用于驱动所述滑杆沿轴线运动的第二驱动件、及设置在所述箱体底部的滑动组件;在所述箱体面向所述输送轨道一侧面设有多个导向套筒,多个所述滑杆一一对应滑动设置在多个所述导向套筒内;
6.根据权利要求5所述的球阀阀芯自动整理搬运设备,其特征在于,多个所述导向套筒沿传输方向等间距设置,且相邻两个所述导向套筒圆心之间距离大于所述动轨的长度与所述阀芯外球面的直径之和。
7.根据权利要求5所述的球阀阀芯自动整理搬运设备,其特征在于,所述搬运组件还包括定位感应组件,所述定位感应组件包括激光发射器和多个与其配合的激光接收器,所述激光发射器设置在所述输送轨道末端,其发射端位于所述阀芯圆心的垂直线上,而多个所述激光接收器设置在所述箱体的腔体顶壁,并与所述滑杆一一对应设置;
8.根据权利要求7所述的球阀阀芯自动整理搬运设备,其特征在于,所述贯穿孔沿传输方向呈条形结构,并在所述贯穿孔的外侧设置调节板,所述调节板上设有供激光束穿过的圆孔。
9.根据权利要求1所述的球阀阀芯自动整理搬运设备,其特征在于,在所述输送轨道靠近所述动轨的一端设置接近开关,用于对传输轨道末端位置的阀芯进行感应。
10.一种如权利要求1所述的球阀阀芯自动整理搬运设备的搬运方法,其特征在于,包括以下步骤:
技术总结
本发明涉及阀芯搬运技术领域,尤其涉及一种球阀阀芯自动整理搬运设备,包括:振动送料盘、校正组件、搬运组件和机械手组件,振动送料盘用于将若干阀芯从出料口的输送轨道上排列推出;校正组件对推出的阀芯上的阀杆进行垂直度的校正;搬运组件的若干滑杆逐一对校正后的阀芯进行取料,并集中搬运至抓取等候区;机械手组件对多个阀芯进行同步抓取,并放置注塑模具内;在输送轨道的末端向下延伸出静轨,校正组件包括定位座、顶升组件、动轨、定位块、夹紧块和第一驱动件,动轨设置在静轨的末端,定位块和夹紧块设置在静轨下方,避免了阀杆运输过程中出现的偏移现象,有效保证了阀杆在模具内的位置精度,进一步提高产品成型质量和成型效率。
技术研发人员:李旭峰
受保护的技术使用者:常州市旭腾塑业科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!