一种热塑性纤维复合材料箍筋连续生产装置及其生产方法
本发明涉及一种热塑性纤维复合材料箍筋连续生产装置及其生产方法,属于热塑性纤维复合材料多形箍筋快速成型。
背景技术:
1、当前土木工程钢筋-混凝土结构箍筋为钢质箍筋,混凝土的吸水渗透及其服役环境的多样性,极易导致混凝土浅层箍筋的腐蚀失效,采用纤维复合材料可有效解决此类问题,从而满足混凝土工程结构的长寿命需求。
2、与已有热固性纤维复合材料(frp)筋相比,热塑性frp筋具有可多次成型、耐腐蚀、耐疲劳和可循环利用等诸多优点,为土木工程混凝土结构提供了新的发展契机。
3、当前热塑性frp筋在工程结构中的应用尚处于示范应用阶段,但其应用前景及价值日益提高。现有技术中,对于热塑性frp箍筋的生产还存在加热不均匀、成型截面不可控、成型尺寸误差大及不可连续制备等问题,尤其是缺乏热塑性frp箍筋连续高效、高质量的制备装置与方法。因此,提供一种可以有效降低热塑性frp箍筋生产难度,提高生产效率的热塑性箍筋连续生产装置以及生产方法是十分必要的。
技术实现思路
1、本发明针对现有热塑性frp箍筋制备过程中存在的加热不均匀、成型截面、尺寸不可控以及无法连续制备的不足,提供一种热塑性箍筋连续生产装置及其生产方法,该装置与方法可同时满足不同几何形状的热塑性frp箍筋工厂制备和工程现场应用,并且可与热塑性frp棒/筋材拉挤成型装置配套使用,亦可单独将热塑性frp直筋连续制备各类型的箍筋。
2、本发明的技术方案:
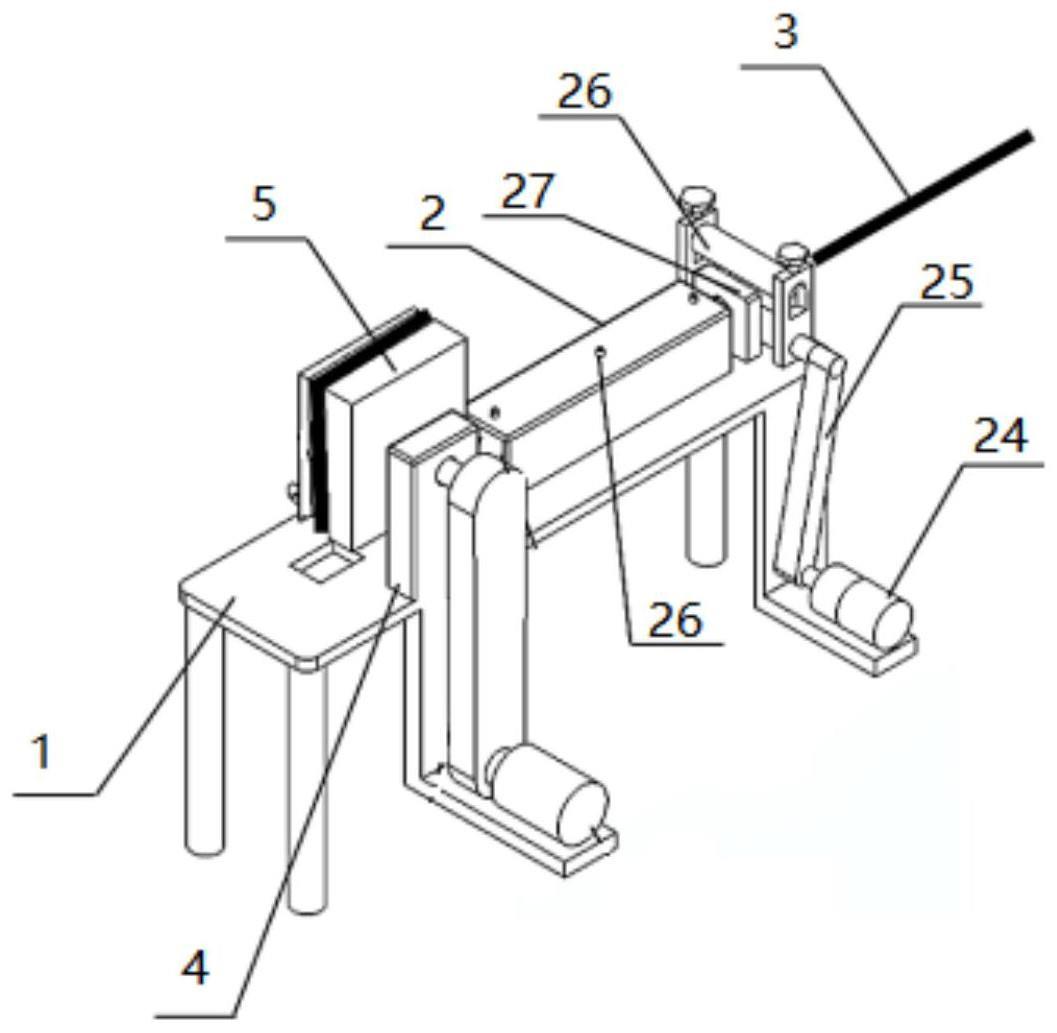
3、本发明的目的之一是提供一种热塑性frp箍筋连续生产装置,该装置包括依次分布在支架1上的传动机构、高温烘箱2和弯筋机构;直线型热塑性筋3通过传动机构进入高温烘箱2内熔融软化,然后经过弯筋机构缠绕、切割并冷却固化成箍筋。
4、进一步限定,弯筋机构包括支座4、设于支座4上并可绕其自身轴线旋转的模头5,以及用于驱动模头5旋转的第一驱动装置。
5、进一步限定,模头5包括与支座4连接的本体6以及设于本体6上的夹持结构7、切割结构和多个顶起结构9;切割结构包括第一切割刀8和第二切割刀10,两者分别位于夹持结构7的两侧。
6、进一步限定,本体6为三角形、矩形、菱形、多边形或圆形板材,板材中心设有与第一驱动装置相连的装配孔11,侧壁开有第一槽体和多个第二槽体,边沿设有半圆形凹槽12,每个第二槽体中设有一个顶起结构9,夹持结构7和切割结构位于第一槽体内。
7、更进一步限定,当本体6为三角形、矩形、菱形或多边形时,半圆形凹槽12转角处实施倒角处理。
8、进一步限定,夹持结构7包括约束机构以及对称设于约束机构两侧的限位机构,限位机构包括限位块13以及用于将限位块13固定在本体6上的支柱14,限位块13上开设有平行分布的两个限位槽15;约束机构包括第一夹持块16、伸缩杆17、支撑块18和第二夹持块19,支撑块18下部固定安装在本体6上,第一夹持块16和第二夹持块19分别通过伸缩杆17安装在支撑块18的中部两侧,支撑块18的上部设有两条1/4圆槽,第一夹持块16和第二夹持块19相对侧面分别设有1/2圆槽。
9、更进一步限定,支撑块18的1/4圆槽与第一夹持块16或第二夹持块19的1/2圆槽配合将热塑性frp筋3夹持固定。
10、更进一步限定,第一夹持块16和第二夹持块19按照缠绕周期交替使用。
11、进一步限定,第一切割刀8和第二切割刀10结构相同,均包括砂轮20以及伸缩刀架,砂轮20转动连接在伸缩刀架上,伸缩刀架包括两根对称布置的固定杆21以及伸缩杆17,伸缩杆17固定端与固定杆21连接,活动端与砂轮20的转轴22连接。
12、更进一步限定,切割结构非切割状态时,砂轮20最高点位于缠绕箍筋的最低点下方;切割结构切割状态时,砂轮20最高点位于缠绕箍筋最高点的上方。
13、更进一步限定,切割结构还设有制动片,避免砂轮20惯性转动。
14、更进一步限定,第一切割刀8和第二切割刀10按照缠绕周期交替使用。
15、进一步限定,顶起结构9包括顶出块23以及用于将顶出块23与本体6连接的伸缩杆17。
16、更进一步限定,顶出块23的下表面与伸缩杆17的活动端连接,顶出块23的上表面开设有1/2圆槽。
17、更进一步限定,顶起结构9收缩状态时,顶出块23的上表面的圆槽与半圆形凹槽12齐平。
18、更进一步限定,多个顶起结构9采用同频电器件控制,并保证顶起周期与缠绕周期一致。
19、进一步限定,传动机构包括牵引胶辊26和导向装置27,导向装置27位于高温烘箱2的进口端的正前方,牵引胶辊26包括位于机架内的压紧辊和主动辊,以及用于驱动主动辊转动的第二驱动装置,压紧辊和主动辊位于热塑性frp筋3的上下两侧,且与热塑性frp筋3相抵。
20、进一步限定,第一驱动装置和第二驱动装置结构相同,均包括电机24和传动机构25。
21、进一步限定,高温烘箱2上设有温度传感器。
22、进一步限定,高温烘箱2的出口端设有导向装置27。
23、本发明的目的之二是提供一种应用上述生产装置连续生产热塑性箍筋的方法,该方法包括以下步骤:
24、s1,将高温烘箱2的温度升至热塑性frp筋3的熔点与热分解温度之间;
25、s2,将直线型热塑性frp筋3依次穿过牵引胶辊26、导向装置27和高温烘箱2,并将已熔融软化热塑性frp筋3按压在半圆形凹槽12内,使用夹持结构7固定;
26、s3,开启模头5的转动开关,启动牵引胶辊26,并调节压紧辊的高度,使热塑性frp筋3处于张紧状态,待模头5缠绕的箍筋长度满足要求时,启动切割结构对热塑性frp筋3进行切割,切割结束后,切割结构复位;
27、s4,夹持结构7复位,弹起顶起结构9,将缠绕在模头5上的箍筋顶起,实现模头5与箍筋的分离,然后顶起结构9复位;
28、s5,重新启动夹持结构7将直线型热塑性frp筋3重新固定,模头5反向旋转开始下一个箍筋的制备。
29、进一步限定,模头5处配置冷却设备。
30、更进一步限定,冷却设备不限于风冷或水淋冷却设施,如强制冷却风扇、水淋冷却喷头。
31、进一步限定,热塑性frp筋3的增强纤维包括但不限于连续碳纤维、玻璃纤维和玄武岩纤维;树脂基体为热塑性树脂包括但不限于聚丙烯、尼龙;截面包括但不限于圆形截面;表面特征包括但不限于表面光滑棒材、表面缠肋筋材、表面喷砂筋材、表面切割凹槽筋材。
32、更进一步限定,制备的箍筋形状根据模头5的本体6形状确定,为三角形、矩形、菱形、多边形或圆形。
33、更进一步限定,制备的箍筋形状为矩形时,各边长度及长宽比例不受限制,箍筋直线段截面为圆形,箍筋曲线段截面为椭圆形,矩形直角部位通过半圆形凹槽12实现倒角处理;实现倒角处理;矩形箍筋周长大于该矩形周长,首尾两端重叠部分为边长的1/2~1倍,且重叠部分相互分离。
34、更进一步限定,制备的箍筋形状为圆形时,直径不受限制,箍筋截面形状为圆形且直径恒定;圆形箍筋周长大于该圆形周长,首尾两端重叠部分为周长的1/4~1/3,且重叠部分相互分离。
35、本发明提供了一种以热塑性frp直筋/棒材为原材料或与热塑性frp直筋/棒材拉挤装置相配套的热塑性frp多形箍筋连续制备装置和方法,与现有技术相比具有以下有益效果:
36、(1)本发明可实现不同形状、不同尺寸的热塑性frp箍筋工厂加工和工程现场的连续制备,可解决当前热塑性frp直筋弯折/箍筋制备过程中存在的加热不均匀、成型截面不可控、成型尺寸误差大和无法连续制备等问题;
37、(2)本发明制备的热塑性frp箍筋具有残余热应变小、截面规整、抗拉压强度高、连续制备和无废、无污染等优点。
38、(3)本发明制备的热塑性frp箍筋可实现现场快速熔融连接、耐腐蚀、可回收等优点,可用于增强混凝土梁、柱、桩等建筑工程结构。
- 还没有人留言评论。精彩留言会获得点赞!