一种双色汽车扶手注塑模具的制作方法
本发明涉及汽车内饰双色注塑领域,尤其涉及一种双色汽车扶手注塑模具。
背景技术:
1、汽车内饰扶手软质包覆已经成为越来越多车型的标准配置,即:塑料骨架外包覆仿皮或者真皮,传统生产工艺为注塑成型硬胶骨架,后期以仿皮或真皮对线缝纫将硬胶骨架进行包覆,扶手表面留下“真缝线”,整体工艺流程复杂,成本高。
2、随着汽车内饰生产技术的逐渐提升,技术人员研发出了双色汽车扶手,如图1所示,该扶手通过双射注塑工艺加工而成,硬胶骨架和软胶包覆层分别由两种不同颜色、不同硬度的塑料分两次注塑而成,缝线仿形结构成型在硬胶骨架上,硬胶骨架和软胶包覆层之间粘接牢固,在保证产品功能的前提下实现了良好的仿真效果,大大缩减了汽车扶手的生产工艺流程,节约了生产成本。
3、但是,目前市场上的双色汽车扶手,在外观上仍然存在瑕疵,例如,“缝线”无纹理,或“缝线”纹理以及“针眼”不清晰,导致“假缝线”不够美观、逼真;还有,二次软胶注塑定位不够精确,导致软胶注塑包覆时某些部位出现包覆性不良的情况;最终造成双色汽车扶手无法完全达到传统软质包覆扶手的视觉效果。
技术实现思路
1、为了解决现有技术的不足,本发明的目的在于提供一种双色汽车扶手注塑模具,在模具上增加“仿缝线”纹理成型结构以及定位结构,成型“仿缝线”纹理,实现“缝线”纹理和“针眼”清晰、逼真效果,保证二次注塑软胶包覆精确度,为了实现上述目的,本发明是通过以下技术方案实现的:一种双色汽车扶手注塑模具,包括两组结构完全一致的后模、一组一射前模和一组二射前模,后模板上设置型芯,一射前模板上设置一射型腔,二射前模板上设置二射型腔,
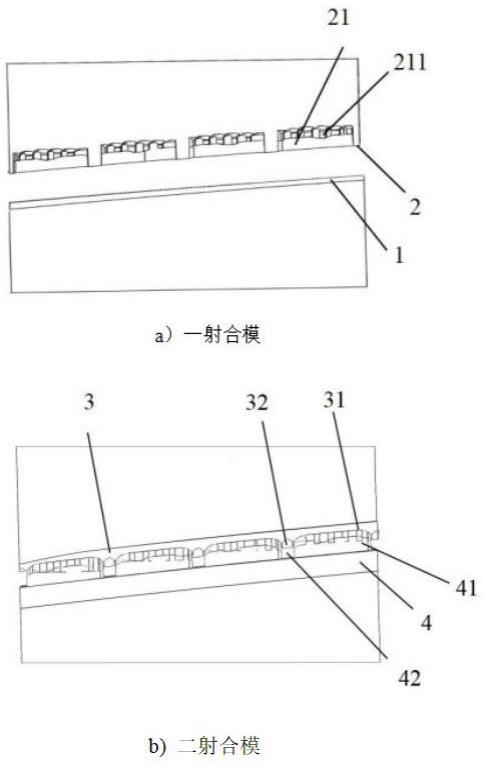
2、在所述一射型腔内、呈线形等间距排布有若干个仿缝线成型槽,所述仿缝线成型槽的内部刻有缝线纹理,所述一射型腔和型芯合模形成一射模腔,用于注塑成型硬胶骨架,所述硬胶骨架表面成型若干段凸起的仿缝线,相邻的两段仿缝线之间存在间隙;
3、在所述二射型腔内、呈线形等间距排布有若干个仿缝线封胶槽,所述仿缝线封胶槽与仿缝线形状一致、上下对齐,相邻的两个仿缝线封胶槽之间设置针眼成型柱,所述针眼成型柱与间隙上下对齐,所述针眼成型柱的直径小于间隙的宽度,且针眼成型柱的竖直长度小于间隙的高度,所述二射型腔、硬胶骨架及型芯合模形成二射模腔,用于注塑成型软胶包覆层,合模后,所述仿缝线顶部和两侧与仿缝线封胶槽紧密贴合封胶,所述针眼成型柱插入间隙中且两者之间在上下方向和侧围均留有缝隙,以便于软胶进胶,所述针眼成型柱的位置处成型针眼;
4、在所述后模板的型芯上设置若干个定位筋成型槽,在硬胶骨架的背面成型仿缝线定位筋,仿缝线定位筋位于仿缝线处的背面。
5、所述一射型腔内平行设置两条由若干个仿缝线成型槽排布形成的线形槽,硬胶骨架表面成型两条由若干段仿缝线排布形成的缝线结构,所述仿缝线沿着硬胶骨架左、右方向延伸排布,二射进胶口设置在二射模腔的前、后两侧,软胶熔料由前、后两侧分别流入二射模腔,并分别通过前、后两侧的针眼成型柱和间隙之间的缝隙后,在两条缝线中间汇合。
6、在所述型芯的底部、且靠近二射进胶口的位置设置骨架定位凹槽,一射注塑时,所述骨架定位凹槽用于在硬胶骨架背面成型定位凸台,硬胶骨架成型后冷却过程中会向贴近型芯方向收缩,骨架定位凹槽内壁向定位凸台施加与其收缩方向相反的力,避免靠近二射进胶口位置的定位凸台处收缩过大而与型芯之间产生缝隙,防止二射注塑时软胶熔料进入硬胶骨架和型芯之间发生串胶。
7、在所述一射型腔内,靠近仿缝线成型槽且沿着仿缝线成型槽的排布方向等间距设置有若干个凸台,一射注塑时,所述凸台处在硬胶骨架表面成型凹槽,二射注塑时,部分软胶熔料流入凹槽,在软胶包覆层的背面成型连接柱,通过若干个连接柱进一步增加了硬胶骨架和软胶包覆层的接触面积,提高两者的粘接性。
8、扶手的左右两侧为倒扣结构,两侧采用前模抽芯成型,抽芯块分型面置于前、后两个针眼之间,针眼处为二射进胶通道,该处通道窄且细,注射压力较大会对抽芯产生冲压,造成抽芯移位;为避免抽芯移位,在一射前模和二射前模上均设置了抽芯防退组件,所述抽芯防退组件包括:滑动设置在一射前模板或二射前模板上的抽芯块,所述抽芯块的外侧设置抽芯导向块以及油缸,所述油缸竖直设置,油缸杆向下连接抽芯导向块,所述抽芯导向块内侧面设置导向槽,所述抽芯块外侧端与导向槽滑动连接,所述后模板上设置导向块限位槽,抽芯导向块下移将抽芯块合模到位,抽芯导向块下端插入导向块限位槽内。
9、所述抽芯块前侧、后侧与一射型腔或者二射型腔合模时的分割面均在圆角型面变化交界处,二射成型后,软胶包覆层表面夹线出现在前、后两个针眼之间以及前、后针眼侧面的圆角型面变化交界处。
10、与现有技术相比,本发明的有益效果是:本发明在双色模具上增加“仿缝线”纹理成型结构以及定位结构,制作出“仿缝线”的缝线纹理,定位结构加强硬胶骨架的定位精确性以保证软胶注塑包覆良好,扶手“仿缝线”纹理和“针眼”清晰可见、逼真效果,在保证扶手结构功能的前提下,进一步提升扶手外观质量,使其完全达到、甚至超越传统软质包覆扶手的视觉效果,简化制作工艺流程,缩短生产周期,节省制作成本。
技术特征:
1.一种双色汽车扶手注塑模具,包括两组结构完全一致的后模、一组一射前模和一组二射前模,后模板上设置型芯(1),一射前模板上设置一射型腔(2),二射前模板上设置二射型腔(3),其特征在于:
2.根据权利要求1所述的一种双色汽车扶手注塑模具,其特征在于,所述一射型腔(2)内平行设置两条由若干个仿缝线成型槽(21)排布形成的线形槽,硬胶骨架(4)表面成型两条由若干段仿缝线(41)排布形成的缝线结构,所述仿缝线(41)沿着硬胶骨架(4)左、右方向延伸排布,二射进胶口(12)设置在二射模腔的前、后两侧,软胶熔料由前、后两侧分别流入二射模腔,并分别通过前、后两侧的针眼成型柱(32)和间隙(42)之间的缝隙后,在两条缝线中间汇合。
3.根据权利要求1所述的一种双色汽车扶手注塑模具,其特征在于,在所述型芯(1)的底部、且靠近二射进胶口(12)的位置设置骨架定位凹槽(13),一射注塑时,所述骨架定位凹槽(13)用于在硬胶骨架(4)背面成型定位凸台,硬胶骨架(4)成型后冷却过程中会向贴近型芯(1)方向收缩,骨架定位凹槽(13)内壁向定位凸台施加与其收缩方向相反的力,避免靠近二射进胶口(12)位置的定位凸台处收缩过大而与型芯(1)之间产生缝隙,防止二射注塑时软胶熔料进入硬胶骨架(4)和型芯(1)之间发生串胶。
4.根据权利要求1所述的一种双色汽车扶手注塑模具,其特征在于,在所述一射型腔(2)内,靠近仿缝线成型槽(21)且沿着仿缝线成型槽(21)的排布方向等间距设置有若干个凸台(22),一射注塑时,所述凸台(22)处在硬胶骨架(4)表面成型凹槽(44),二射注塑时,部分软胶熔料流入凹槽(44),在软胶包覆层(5)的背面成型连接柱(52),通过若干个连接柱(52)进一步增加了硬胶骨架(4)和软胶包覆层(5)的接触面积,提高两者的粘接性。
5.根据权利要求1所述的一种双色汽车扶手注塑模具,其特征在于,扶手的左右两侧为倒扣结构,两侧采用前模抽芯成型,抽芯块分型面置于前、后两个针眼(51)之间,针眼(51)处为二射进胶通道,该处通道窄且细,注射压力较大会对抽芯产生冲压,造成抽芯移位;为避免抽芯移位,在一射前模和二射前模上均设置了抽芯防退组件(6),所述抽芯防退组件(6)包括:滑动设置在一射前模板或二射前模板上的抽芯块(61),所述抽芯块(61)的外侧设置抽芯导向块(62)以及油缸(63),所述油缸(63)竖直设置,油缸杆向下连接抽芯导向块(62),所述抽芯导向块(62)内侧面设置导向槽,所述抽芯块(61)外侧端与导向槽滑动连接,所述后模板上设置导向块限位槽(14),抽芯导向块(62)下移将抽芯块(61)合模到位,抽芯导向块(62)下端插入导向块限位槽(14)内。
6.根据权利要求5所述的一种双色汽车扶手注塑模具,其特征在于,所述抽芯块(61)前侧、后侧与一射型腔(2)或者二射型腔(3)合模时的分割面均在圆角型面变化交界处,二射成型后,软胶包覆层(5)表面夹线出现在前、后两个针眼(51)之间以及前、后针眼(51)侧面的圆角型面变化交界处。
技术总结
本发明公开了一种双色汽车扶手注塑模具,该扶手的硬胶骨架和软胶包覆层由两种不同颜色和硬度的塑料通过双色注塑模具二次注塑一次成型,本发明在模具上设置了硬胶骨架“仿缝线”纹理成型结构以及定位结构,制作出仿缝线的缝线纹理,并加强硬胶骨架的定位精确性以保证软胶注塑包覆良好,通过该模具成型的扶手“仿缝线”纹理和“针眼”清晰可见、逼真效果,在保证扶手结构功能的前提下,进一步提升了扶手外观质量,使其完全达到、甚至超越传统软质包覆扶手的视觉效果,制作工艺流程简单,生产周期短,制作成本低。
技术研发人员:孙峰,张斌,刘文松,李宝泉,罗洋
受保护的技术使用者:常源科技(天津)有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!