一种防水透气膜加工工艺的制作方法
本发明涉及门铃上的透气膜,具体为一种防水透气膜加工工艺。
背景技术:
1、透气膜,用在门铃上面的,起到防水,透气和调音的作用,透气膜组成:透气膜本体+3层双面胶+硅胶材质,产品厚度较厚(2.53mm厚),但是目前的模切问题点较多:1)模切时候不容易排废,生产效率底;2)模切有压伤,经过测试其产品功能满足不了不同工作的要求;3)硅胶双面贴合双面胶后不能收卷,无法进行模切。
2、综上所述,本发明通过设计一种防水透气膜加工工艺来解决存在的问题。
技术实现思路
1、本发明的目的在于提供一种防水透气膜加工工艺,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:
3、一种防水透气膜加工工艺,具体工艺流程如下:
4、s1,模切在喷码室把硅胶原材料的其中一面均匀的喷硅胶处理剂,借助吹风机吹干处理剂收卷;
5、s2,模切改装贴合机把黑色双面胶轻贴在硅胶喷有处理剂的一面,收卷;
6、s3,模切在喷码室把没有合胶的硅胶均匀的喷涂硅胶处理剂,借助吹风机吹干处理剂收卷,仓库分切;
7、s4,圆刀将硅胶胶保护膜有胶面贴合在透气膜的黑色面,其中圆刀胶轴不可直接接触透气膜的白色面,要包裹干净的离型纸,在蓝色保护膜的背面贴合保护膜,圆刀分条半断到保护膜上,蓝色硅胶保护膜与透气膜一起收卷,其中整个过程控制手接触透气膜的白色面;
8、s5,模切的第一切边贴合边模切;
9、s6,模切套位切第二切,其中第二切的外围废料不取掉,裁切机裁张,第一切与第二切联机作业,第二切外围刀不可垫泡棉,其中外围废料不取掉为了确保硅胶半成品与定位孔的位置,保证后段手工组装的品质;如果排外围废料,在排废的过程中,废料肯定会拉动硅胶半成品,造成硅胶半成品与定位孔位置变动,并且通过ipqc测孔到产品4边的尺寸及外围尺寸;
10、s7,模切的第三切贴合材料,边贴合边模切,模切机排外围废料,封箱胶带粘掉白色离型膜废料后,贴合整张的白色离型膜其中产品在离型膜上不可以移位,其中第三切在半成品的基础上切的;
11、s8,模切套位切第四切,清废刀清废,收卷,并且ipqc测孔到产4边的尺寸及外围尺寸;
12、s9,模切贴合机将透气膜黑色面贴合到蓝色硅胶保护膜上,其中手不可接触透气膜的白色有效面,制程中除了贴合机干净的胶轴可以接触透气膜白色有效面,其余任何东西不可接触透气膜白色有效面,切透气膜面,贴合机排掉透气膜废料后,贴合整张的白色离型膜收卷,其中色硅胶保护膜上是有背胶,背胶为弱粘的胶;
13、s10,模切的第六切贴合材料,其中蓝色离型膜的不离型面贴合保护膜,边贴合边模切,其中外围废料不可去,蓝色离型膜上有有弱粘的背胶,保护膜是通过蓝色隔离膜上的背胶贴合在一起;
14、s11,手工将半成品组装,起组装在无尘车间作业,并把产品转贴到透明离型膜上,具体为下面三层是第一切得到的半成品,上面两层是第五切得到的半成品,其中中间的两层双面胶夹透气膜是通过第五切把透气膜切在蓝色硅胶保护膜上,同时有在蓝色保护膜上切有定位孔,手工靠蓝色保护膜的定位孔把透气膜准确的转贴在双面胶上后,再撕掉弱粘的硅胶保护膜,其次气膜准确的转贴在双面胶上后,再撕掉弱粘的硅胶保护膜;
15、进一步的,把产品转贴到透明离型膜上,具体为把第一、二切硅胶半成品换成透明离型膜;
16、s12,网印烘烤透气膜;
17、s13,在无尘车间进行ccd全检作业。
18、作为本发明优选的方案,所述s1中喷完处理剂后24小时内要贴双面胶,所述s3中硅胶处理剂有时效性,所喷处理剂量要评估后段手工要在24小时内完成作业,所述s1、s2中硅胶原材料为60度,所述s2中黑色双面胶的型号为tesa 61335黑色双面胶/124,所述s4中硅胶胶保护膜的型号为my3806b硅胶胶保护膜/75,保护膜的型号为da004,所述s7中白色离型膜的型号为dc022w,所述s9中透气膜型号为ayn-m80t02,白色离型膜的型号为dc022w,所述s10中保护膜的型号为p60a30,所述s10中透明离型膜型号为dc035,所述s12中网印烘烤的烘烤温度为62℃,烘烤的时间为1小时,所述s3中仓库分切成20mm/卷,所述s6中裁切机裁张60pcs/张,ipqc测2.0的孔到产品4边的尺寸及外围尺寸,所述s8中ipqc测2.6的孔到产4边的尺寸及外围尺寸。
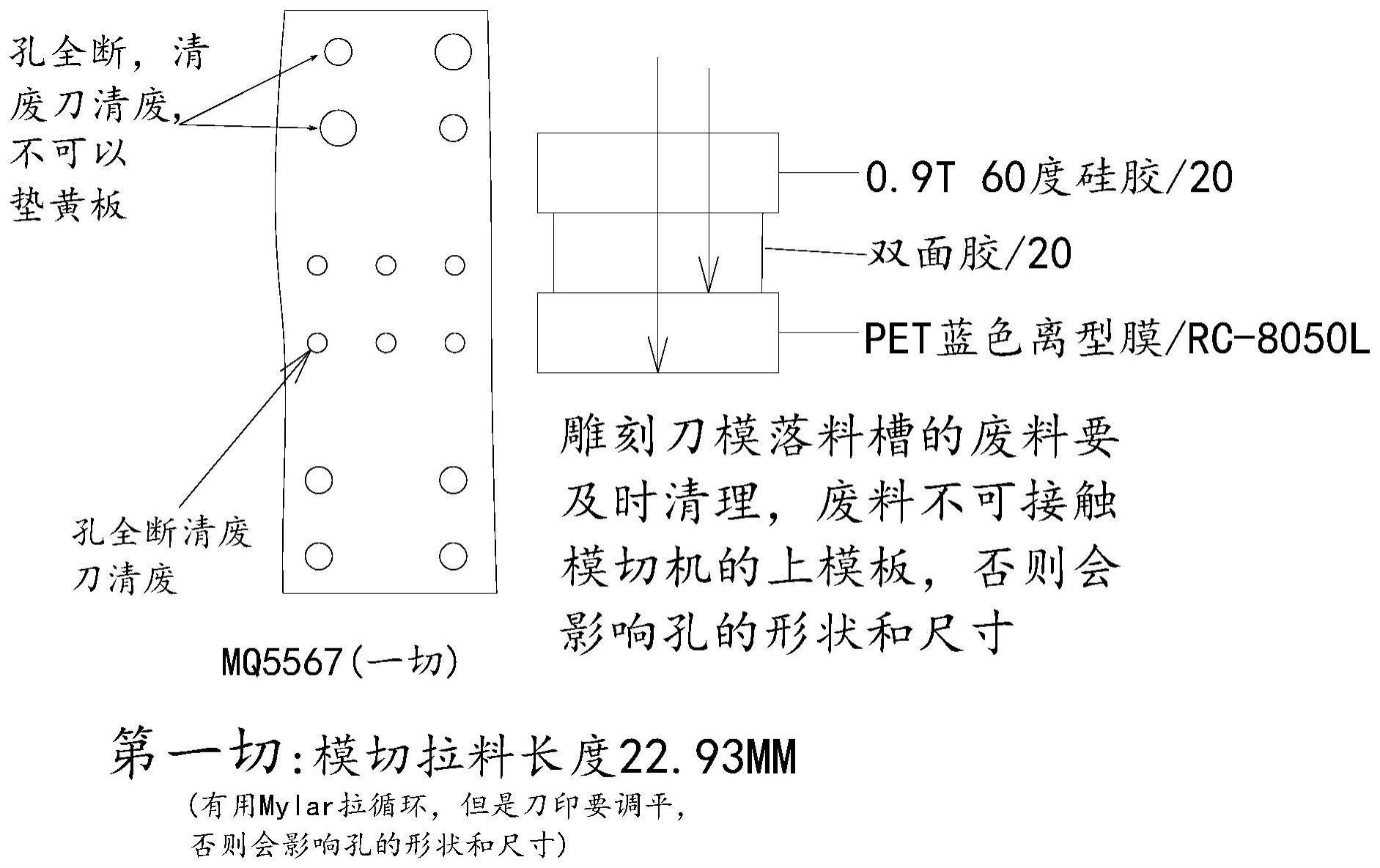
19、作为本发明优选的方案,所述s5,第一切的切割方式为雕刻刀模落料槽的废料要及时清理,废料不可接触模切机的上模板,否则会影响孔的形状和尺寸,其中孔全断,清废刀清废,不可以垫黄板,第一切的模切拉料长度22.93mm。
20、作为本发明优选的方案,所述s6中模切套位切第二切的模切拉料长度22.93mm,s7中第三切的模切拉料长度22.93mm,其中所冲车次是第一切车次的2倍,孔全断,清废刀清废,不可以垫黄板。
21、作为本发明优选的方案,所述s8中第四切的模切拉料长度22.93mm,其中所冲车次是第一切车次的2倍,孔全断,清废刀清废,不可以垫黄板。
22、作为本发明优选的方案,所述s8中第五切的模切拉料长度22.73mm,半断到硅胶保护膜上刀腔内不可以垫泡棉,孔全断清废刀清废不可以垫底板。
23、作为本发明优选的方案,所述s10中第六切的模切拉料长度22.93mm,孔全断清废刀清废,不可以垫底板。
24、作为本发明优选的方案,所述第一切到第五切的料带段上的四角位置处的孔是与手工组装治具配合的定位孔,所述第三切出来的半成品为三层的圆柱体结构,第三切是切双面胶中间的孔,气流是通过该孔穿过透气膜,此孔与第一切硅胶孔是同心圆,手工组装均有。
25、与现有技术相比,本发明的有益效果是:
26、本发明中,通过设计在硅胶两面喷涂硅胶处理剂,其次贴合机在硅胶的其中一面贴合双面胶,双面胶的原面纸换成蓝色离型膜,边贴合边模切,进一步的模切贴合机将双面胶贴合在蓝色离型膜上,边贴合边模切,排废料,然后模切透气膜贴合在蓝色保护膜上,边合边模切,最后手工利用治具把各层半成品组装一起,成为成品,从而模切品每一层或两层材料单独模切,有效的避免因模切材料较厚而造成产品压伤,以及有效的避免因模切双面胶层厚,粘度大而造成的模切排废困难,并且解决了硅胶双面贴合双面胶后无法收卷的问题,从而改成硅胶单背胶克服材料无法收卷问题,从而实现模切可以生产。
技术特征:
1.一种防水透气膜加工工艺,具体工艺流程如下:
2.根据权利要求1所述的一种防水透气膜加工工艺,其特征在于:所述s1中喷完处理剂后24小时内要贴双面胶,所述s3中硅胶处理剂有时效性,所喷处理剂量要评估后段手工要在24小时内完成作业,所述s1、s2中硅胶原材料为60度,所述s2中黑色双面胶的型号为tesa61335黑色双面胶/124,所述s4中硅胶胶保护膜的型号为my3806b硅胶胶保护膜/75,保护膜的型号为da004,所述s7中白色离型膜的型号为dc022w,所述s9中透气膜型号为ayn-m80t02,白色离型膜的型号为dc022w,所述s10中保护膜的型号为p60a30,所述s10中透明离型膜型号为dc035,所述s12中网印烘烤的烘烤温度为62℃,烘烤的时间为1小时,所述s3中仓库分切成20mm/卷,所述s6中裁切机裁张60pcs/张,ipqc测2.0的孔到产品4边的尺寸及外围尺寸,所述s8中ipqc测2.6的孔到产4边的尺寸及外围尺寸。
3.根据权利要求1所述的一种防水透气膜加工工艺,其特征在于:所述s5,第一切的切割方式为雕刻刀模落料槽的废料要及时清理,废料不可接触模切机的上模板,否则会影响孔的形状和尺寸,其中孔全断,清废刀清废,不可以垫黄板,第一切的模切拉料长度22.93mm。
4.根据权利要求1所述的一种防水透气膜加工工艺,其特征在于:所述s6中模切套位切第二切的模切拉料长度22.93mm,s7中第三切的模切拉料长度22.93mm,其中所冲车次是第一切车次的2倍,孔全断,清废刀清废,不可以垫黄板。
5.根据权利要求1所述的一种防水透气膜加工工艺,其特征在于:所述s8中第四切的模切拉料长度22.93mm,其中所冲车次是第一切车次的2倍,孔全断,清废刀清废,不可以垫黄板。
6.根据权利要求1所述的一种防水透气膜加工工艺,其特征在于:所述s8中第五切的模切拉料长度22.73mm,半断到硅胶保护膜上刀腔内不可以垫泡棉,孔全断清废刀清废不可以垫底板。
7.根据权利要求1所述的一种防水透气膜加工工艺,其特征在于:所述s10中第六切的模切拉料长度22.93mm,孔全断清废刀清废,不可以垫底板。
8.根据权利要求1所述的一种防水透气膜加工工艺,其特征在于:所述第一切到第五切的料带段上的四角位置处的孔是与手工组装治具配合的定位孔,所述第三切出来的半成品为三层的圆柱体结构,第三切是切双面胶中间的孔,气流是通过该孔穿过透气膜,此孔与第一切硅胶孔是同心圆,手工组装均有。
技术总结
本发明涉及门铃上的透气膜技术领域,尤其为一种防水透气膜加工工艺,本发明通过设计在硅胶两面喷涂硅胶处理剂,其次贴合机在硅胶的其中一面贴合双面胶,双面胶的原面纸换成蓝色离型膜,边贴合边模切,进一步的模切贴合机将双面胶贴合在蓝色离型膜上,边贴合边模切,排废料,然后模切透气膜贴合在蓝色保护膜上,边合边模切,最后手工利用治具把各层半成品组装一起,成为成品,从而模切品每一层或两层材料单独模切,有效的避免因模切材料较厚而造成产品压伤,以及有效的避免因模切双面胶层厚,粘度大而造成的模切排废困难,并且解决了硅胶双面贴合双面胶后无法收卷的问题,从而改成硅胶单背胶克服材料无法收卷问题,从而实现模切可以生产。
技术研发人员:赵峰,宋世权,刘浪
受保护的技术使用者:东莞市沃顿印刷有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!