LED透镜的光固化3D打印制备方法及其封装方法
本发明涉及一种led透镜的打印制备方法和封装方法,具体为一种led透镜的光固化3d打印制备方法及用于led封装的封装方法,属于3d打印和电子封装。
背景技术:
1、led光源作为第四代光源之一,因其可靠性好、寿命长、效率高、体积小、环境友好等优异优势,正逐渐取代传统的汞灯。
2、目前,led灯已被应用于诸多照明领域,如飞机照明、室内照明和汽车前灯。由于led光源的光强接近朗伯特光模式,具有很强的方向性,致使led光源的光模式不能满足照明需求。然而,在各个led封装工艺的过程中,透镜形貌是保证光形可控的关键因素。具体而言,通过采用自由曲面的光学透镜,调节led灯所需要的方向,减少无效光,提高照明效率。
3、现有技术中,对于自由曲面led透镜通常采用精密多轴加工或模具的方法制造;然而,这种方法存在的问题有:加工问题、成本昂贵、制造时间长、紧凑度不理想等。与此同时,led透镜的形貌和光学质量高依赖于各种加工参数,包括模具形貌和表面光洁度、注塑温度和压力、液体粘度和流变性,这种情况增加了大规模生产中实现高一致性的难度。鉴于此,透镜结构控制方法的改进是当前led照明工业界实现低成本、高光性能产品面临的主要问题。
4、3d打印技术的出现为在全数字化过程中制造自由曲面的led透镜开辟了全新的可能性。3d打印技术能够应用于制造自由曲面led透镜,具体来说:光固化3d打印技术是一种将cad三维模型分为等厚曝光面,通过设置光照时间和层间厚度等打印参数,借助光学掩膜投影配合打印平台运动,并通过紫外线照射到光固化浆料上,实现逐层固化成型,最终得到一定形状和尺寸的样件。在众多3d打印技术当中,光固化3d打印技术可以制造出尺寸小、精度高、结构复杂的优良的led透镜样件。
5、现有技术中,公开号为cn112895532a公开的一种led硅胶透镜生产工艺,其通过将原料混合物自动定量加入模具的电路板上,将硅胶透镜放在电路板上,使led灯片处于硅胶透镜内部,然后模具加热,上下合模,抽真空,加热成型,是通过模具加工,这种制造方式存在模具加工困难、成本高,制造周期长等缺点(原因在于透镜生产过程中,工艺过程各个参数:如模具的表面形貌、模压时的温度和压力、聚合物的粘度等将会影响透镜的表面质量从而影响其光学性能)。
技术实现思路
1、本发明的目的就在于为了解决上述至少一个技术问题而提供一种led透镜的光固化3d打印制备方法及用于led封装的封装方法。
2、本发明通过以下技术方案来实现上述目的:一种led透镜的光固化3d打印制备方法,该制备方法包括:
3、步骤一、搅拌光敏树脂浆料,并将光敏树脂浆料移入真空干燥箱中,真空除泡,得到无泡光敏树脂浆料,并将无泡光敏树脂浆料至于3d打印机的料槽中;
4、步骤二、设置3d打印机的光源波长、打印层厚、光斑直径、激光功率和扫描速率,使得无泡光敏树脂浆料的首层一次性固化于3d打印机的成形台上;
5、步骤三、重复步骤二,3d打印机打印接下来的每层时,重复设置3d打印机打印层厚、光斑直径、激光功率和扫描速率,其中,激光的光照在固化新一层无泡光敏树脂浆料的同时,能够穿透前面的一次固化层而对其进行二次固化;
6、步骤四、重复步骤三,直至打印完成所需led透镜预制件;
7、步骤五、将步骤四制得的led透镜预制件放入清洗剂中,超声振荡,再放入去离子水中超声清洗;
8、步骤六、将步骤五清洗的led透镜表面擦干后,放置到紫外固化uv灯下,完全固化;
9、步骤七、将步骤六制备的led透镜表面通过研磨工艺打磨平整。
10、作为本发明再进一步的方案:步骤一中:光敏树脂浆料的搅拌时间为12min-180min,光敏树脂浆料的搅拌温度为20℃-60℃,真空出泡的时间为10min-60min。
11、作为本发明再进一步的方案:步骤一中:光敏树脂浆料为聚氨酯丙烯酸酯类化合物,聚碳酸酯化合物、硅胶、环氧树脂的一种或者多种。
12、作为本发明再进一步的方案:步骤二和步骤三中:光源波长为300nm-405nm;打印层厚为50μm-150μm;光斑直径为10μm-100μm;激光功率为50mw-200mw;扫描速率为500mm/s-2000mm/s。
13、作为本发明再进一步的方案:步骤五中:超声振荡的频率为50hz-100hz,振荡时间为10min-60min。
14、作为本发明再进一步的方案:步骤五中:清洗剂为异丙醇、95%浓度乙醇、苯氧乙醇的一种或者多种。
15、作为本发明再进一步的方案:步骤六中:紫外固化uv灯的波长为300nm-405nm;固化时间为10s-600s。
16、作为本发明再进一步的方案:步骤七中:研磨工艺为分别通过p80、p240、p600、p1000、p1500、p2000金相砂纸进行打磨,然后使用金刚石抛光液进行抛光,完成led透镜的制备。
17、一种将光固化3d打印制备的led透镜用于led封装的封装方法,该封装方法包括:
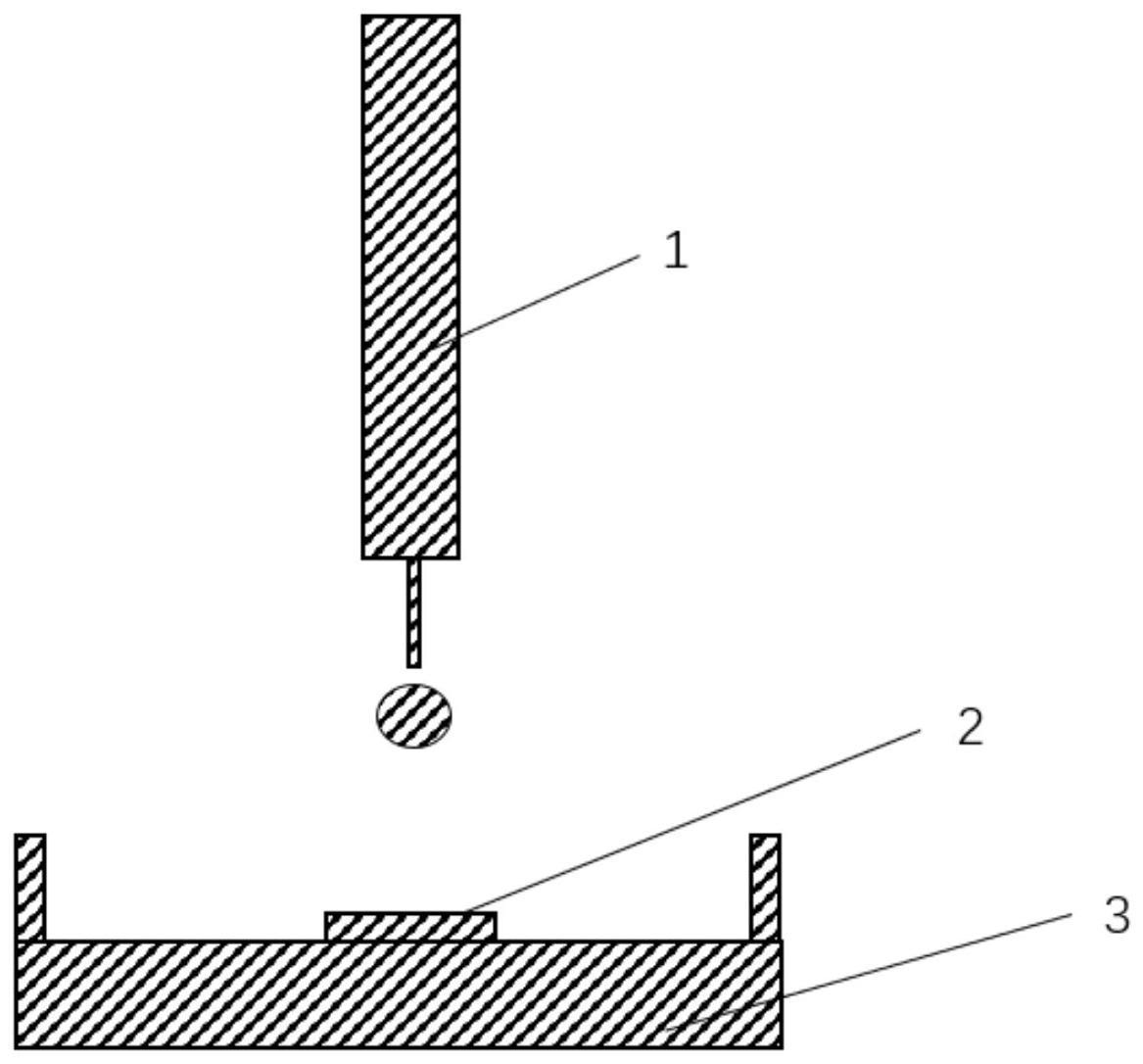
18、步骤一、采用点胶设备将聚合物转移至led模块,并覆盖住led芯片;
19、步骤二、将涂覆聚合物的led模块在加热设备中加热,使得聚合物固化;
20、步骤三、通过金相研磨工艺将led模块表面的聚合物打磨平整;
21、步骤四、通过涂胶工艺将聚合物涂覆在步骤三中的led模块上方;
22、步骤五、将制备的led透镜贴合到步骤四中的聚合物上方,在加热设备中加热,使得聚合物固化,完成led模块与led透镜的封装贴合。
23、作为本发明再进一步的方案:步骤一中:点胶设备为用于胶水成型的点、涂、喷、灌、洒的机器设备的一种或多种;led模块的封装模式为支架式、板上芯片、阵列式、系统封装、印刷电路板封装和硅基封装的一种或多种;
24、步骤一中:聚合物为硅胶、环氧树脂、聚碳酸酯、聚甲基丙烯酸甲酯、丙烯腈-苯乙烯-丁二烯共聚物或聚氯乙烯的一种或多种;
25、步骤二和步骤五中:加热设备为马弗炉、管式炉、热板、干燥箱、水浴锅、油浴锅、恒温器、电热套的一种或多种,加热温度为80-150℃,加热时间为10min-60min;
26、步骤三中:研磨工艺为通过p80、p240、p400、p600、p800、p1000、p1500、p2000金相砂纸中的一种或者多种进行打磨,然后使用金刚石抛光液进行抛光;
27、步骤四中:涂胶工艺为刮涂、辊涂、浸涂和喷涂的一种或多种。
28、本发明的有益效果是:
29、1)本发明能够实现led透镜结构的精确调控:通过将光敏树脂搅拌、真空除泡后置于3d打印机料槽;通过控制打印机光源波长、打印层厚、光斑直径、激光功率和扫描速率,实现led透镜预制件的初步制备;采用紫外灯和金相研磨对预制件进行固化和打磨,完成led透镜的制备。透镜具有非常高的表面质量,兼具高透过率和机械强度。本发明所提出的led透镜制备方法可替代传统的基于数控加工或模压成型法的透镜加工方法,降低加工成本,缩短了加工周期,实现led透镜结构的精确调控;
30、2)采用点胶设备将聚合物转移至led模块,固化后,采用金相研磨工艺将聚合物表面打磨平整,在聚合物表面涂胶后,完成led透镜与led模块的封装贴合,采用本发明所提出的技术方案得到的led封装样本,可调控led的出光角和出光均匀度,从而改善led产品的光学性能。
- 还没有人留言评论。精彩留言会获得点赞!