IP射出产品的连续生产方法与流程
本发明涉及ip射出产品生产,尤其涉及一种ip射出产品的连续生产方法。
背景技术:
1、ip是指一次发泡,是采用直接将原物料造料后注入模具,通过高温模压一次硫化成型的加工工艺方式。
2、射出成型是一种利用模具的成型法,加热熔化合成树脂(塑料)等材料,将材料注入模具后进行冷却,成型成目标形状,由于该工艺类似于用注射器注入液体的过程。
3、ip射出鞋底在模具内成型后,需要控制上模具和下模具分离,然后通过人工将鞋底从模具取出。再通过人工将大块边角余料取出,再人工手持高压气枪对模具进行吹扫,将余料吹出模具。
4、现有的鞋厂中,通常是多个ip射出设备呈一字排列设置,每台设备配备一个工人,由每个工人分别对一台设备进行鞋底取出、吹扫、喷脱模液等操作。
5、人工进行以上操作危险性大,具有烫伤的风险,且ip射出设备的环境温度较高,且工作过程会排出有害气体,人工长期在高温,有害气体氛围下工作,危害人工的健康。
技术实现思路
1、本发明所要解决的技术问题是:提供一种ip射出产品的连续生产方法,实现多台联排设置的ip射出设备的自动卸料、去除料头及吹扫的自动化作业。
2、为了解决上述技术问题,本发明采用的技术方案为:
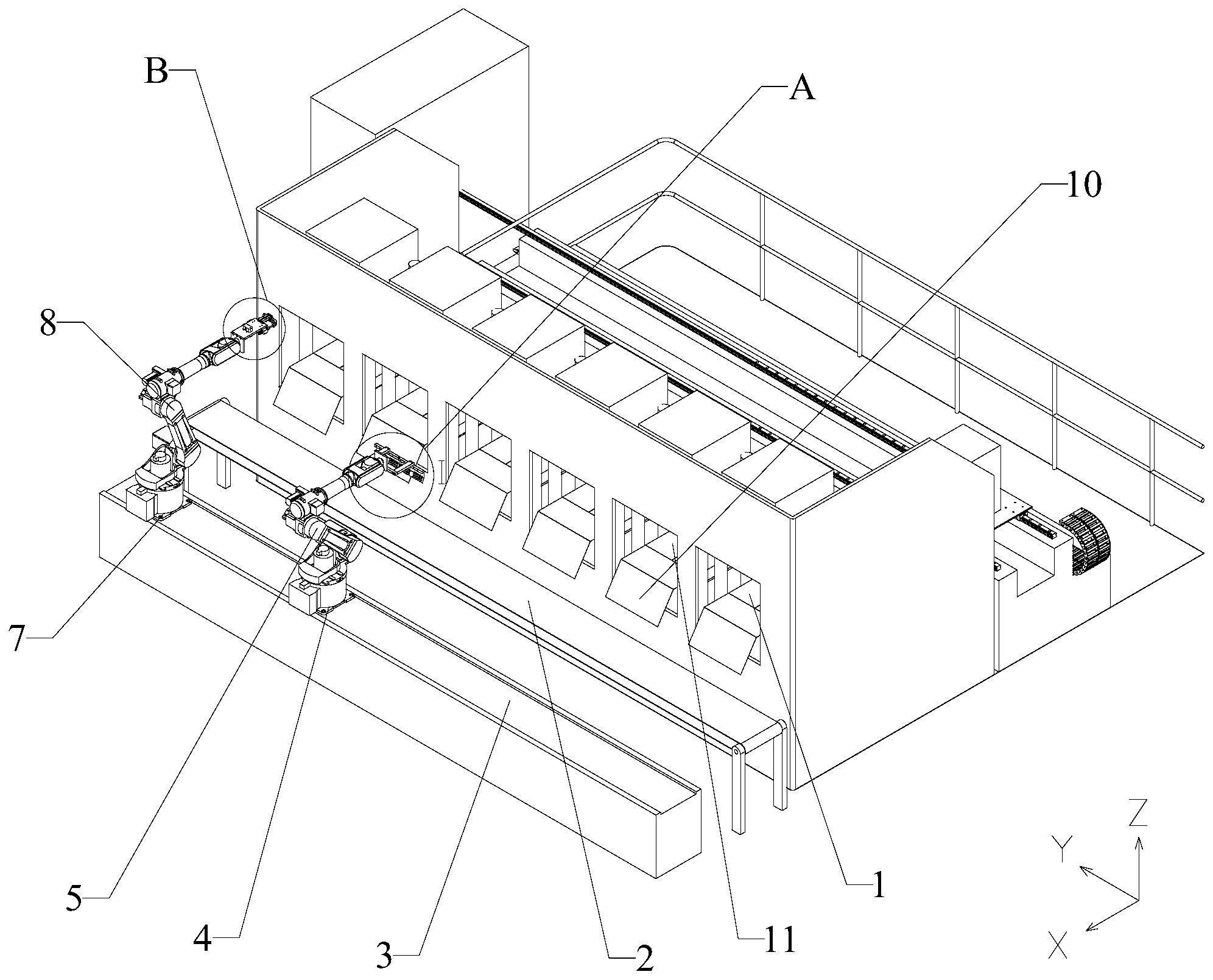
3、一种ip射出产品的连续生产方法,基于生产设备,所述生产设备包括:
4、ip射出设备,多台所述ip射出设备沿y向一字排列分布,所述ip射出设备包括上模具和下模具;
5、卸料输送带,所述卸料输送带的输送方向为y向,所述卸料输送带位于ip射出设备的x向;
6、y向滑轨,所述y向滑轨位于卸料输送带的x向;
7、第一滑座,所述第一滑座滑动连接于y向滑轨;
8、第一驱动件,所述第一驱动件用于驱动第一滑座沿y向滑轨移动;
9、第一工业机器人,所述第一工业机器人的底座连接于所述第一滑座;
10、取料机构,所述取料机构连接于所述第一工业机器人的动臂,所述取料机构用于将ip射出设备的下模具中的ip射出产品向x向推送,并转移至卸料输送带上;
11、第二滑座,所述第二滑座滑动连接于y向滑轨;
12、第二驱动件,所述第二驱动件用于驱动第二滑座沿y向滑轨移动;
13、第二工业机器人,所述第二工业机器人的底座连接于所述第二滑座;
14、余料夹取及吹扫机构,所述余料夹取及吹扫机构连接于所述第二工业机器人的动臂,所述余料夹取及吹扫机构用于夹取ip射出设备的下模具中的余料以及对下模具进行吹扫;
15、plc,所述plc分别与各ip射出设备、第一驱动件、第二驱动件、卸料输送带、第一工业机器人、第二工业机器人、取料机构和余料夹取及吹扫机构电连接;
16、所述生产方法由plc根据预设程序实现,包括以下步骤:
17、控制多台ip射出设备按照预设的时间差制备ip射出产品;
18、其中一个ip射出设备的产品制备完成后,控制该ip射出设备的上模具与下模具分离;控制第一驱动件带动第一工业机器人移动至该ip射出设备所在位置的x向,控制第一工业机器人带动取料机构将下模具中成型的ip射出产品转移至卸料输送带;控制第一驱动件带动第一工业机器人移动该ip射出设备的下一个位置;
19、控制第二驱动件带动第二工业机器人移动至该ip射出设备所在位置的x向,控制第二工业机器人带动余料夹取及吹扫机构对下模具残留的余料转移至卸料输送带,并对下模具进行吹扫。
20、进一步,上述ip射出产品的连续生产方法中,所述生产设备还包括:
21、导料斜坡,所述导料斜坡连接于ip射出设备的下模具与卸料输送带之间,所述卸料输送带的上带面的高度低于ip射出设备的下模具的高度;
22、所述取料机构包括耙爪,所述耙爪包括多个呈一字阵列分布的第一耙齿;
23、所述生产方法中,所述控制第一工业机器人带动取料机构将下模具中成型的ip射出产品转移至卸料输送带具体为:
24、控制第一工业机器人带动耙爪伸入到下模具的x向反向侧,控制耙爪的下端位于与下模具同一高度,控制耙爪向x向移动,将ip射出产品耙向至导料斜坡,使ip射出产品沿导料斜坡滑动至卸料输送带。
25、进一步,上述ip射出产品的连续生产方法中,所述取料机构包括:
26、支撑架;
27、第一限位板,所述第一限位板垂直于x向,所述第一限位板固定连接于所述支撑架的下部,多块所述第一限位板沿x向排列分布,所述第一限位板设有沿y向延伸的第一条形孔;
28、第一定位杆,所述第一定位杆的轴向为x向,所述第一定位杆依次穿过每个第一限位板的第一条形孔,两条所述第一定位杆相互对称设置;
29、夹持臂单体,所述夹持臂单体的上端枢接于所述第一定位杆,所述夹持臂单体由两片夹持片组成,两片所述夹持片的形状相同,两片所述夹持片分别设置在第一限位板的两侧;
30、第二限位板组,所述第二限位板组的数量与第一限位板相同,所述第二限位板组位于第一限位板的下方,所述第二限位板组的两侧分别设置有第一通孔,所述第二限位板组包括隔离垫片和位于隔离垫片两侧的第一限位片和第二限位片,所述第一限位片中部设有开口朝上的第一凹槽,所述第二限位片中部设有开口朝下的第二凹槽,两片所述夹持片分别位于第一限位片和隔离垫片之间以及第二限位片与隔离垫片之间;
31、第二定位杆,所述第二定位杆的轴向为x向,所述第二定位杆依次穿过并枢接于每个第二限位板的第一通孔;所述夹持片中部枢接于所述第二定位杆;
32、移动板,所述移动板穿设于各第一凹槽和第二凹槽之间;
33、驱动气缸,所述驱动气缸的缸体固定于所述支撑架,所述驱动气缸的活塞杆连接于所述移动板,所述驱动气缸的轴向为z向;
34、所述生产方法中,所述控制第一工业机器人带动取料机构将下模具中成型的ip射出产品转移至卸料输送带具体为:
35、控制第一工业机器人带动支撑架伸入到下模具的上方,控制驱动气缸带动移动板向下移动,进而控制各夹持臂单体夹持下模具内的ip射出产品,控制第一工业机器人带动支撑架向x向移动一小段距离,带动ip射出产品向x向移动一小段距离,保证支撑架接触到ip射出产品,再控制支撑架向z向移动一小段距离,使ip射出产品脱离下模具,再控制第一工业机器人带动支撑架移动至卸料输送带的上方,控制驱动气缸带动移动板向上移动,进而控制各夹持臂单体松开ip射出产品,使其落向卸料输送带。
36、进一步,上述ip射出产品的连续生产方法中,所述取料机构中,所述移动板相对于每个第二限位板组的位置分别设置有第二通孔,所述第一凹槽的中部设有第一凸出部,所述第一凸出部穿过所述第二通孔;所述第二凹槽的中部设有第二凸出部,所述第二凸出部穿过所述第二通孔。
37、进一步,上述ip射出产品的连续生产方法中,所述取料结构包括:
38、固定架,所述固定架的y向及y向反向侧分别设置有凸出部,所述固定架设有限位孔,所述限位孔处可拆卸地连接有限位柱;
39、滑动座,所述滑动座可沿x向滑动地连接于支撑架,所述滑动座的x向端设有向下延伸的第一夹持柱;
40、活动夹臂,所述活动夹臂的中部通过第一枢接轴枢接于所述凸出部,所述第一枢接轴的轴向为z向,所述活动夹臂的一端设有条形槽,所述限位柱与所述条形槽滑动配合,所述活动夹臂的另一端设有向下延伸的第二夹持柱;
41、所述生产方法中,所述控制第一工业机器人带动取料机构将下模具中成型的ip射出产品转移至卸料输送带具体为:
42、控制第一工业机器人带动固定架伸入到下模具的上方,使第一夹持柱和第二夹持柱的下端接触或靠近下模具,使ip射出产品位于第一夹持柱和第二夹持柱之间,控制第一工业机器人带动固定架向x向移动一小段距离,带动ip射出产品向x向移动一小段距离,再控制滑动座向x向移动,带动第一夹持柱和第二夹持柱夹持ip射出产品,再控制固定架向z向移动一小段距离,使ip射出产品脱离下模具,再控制第一工业机器人带动固定架移动至卸料输送带的上方,控制滑动座向x向反向移动,进而控制第一夹持柱和第二夹持柱松开ip射出产品,使其落向卸料输送带。
43、进一步,上述ip射出产品的连续生产方法中,所述生产设备中,所述余料夹取及吹扫机构包括安装架;
44、气动夹具,所述气动夹具连接于所述安装架;
45、吹扫组件,所述吹扫组件包括高压气枪喷头和高压气泵,所述高压气枪喷头连接于所述安装架,所述高压气枪喷头通过软管与所述高压气泵连接;所述气动夹具包括固定夹爪、气缸和活动夹爪,所述固定夹爪包括连接部,所述连接部可拆卸地连接于气缸的缸体,所述气缸的缸体连接于安装架,所述气缸的活塞杆连接于活动夹爪;
46、所述生产方法中,所述控制第二工业机器人带动余料夹取及吹扫机构对下模具残留的余料转移至卸料输送带,并对下模具进行吹扫具体为:
47、控制第二工业机器人带动安装架移动至下模具上方,控制活动夹爪配合固定夹爪将下模具残留的余料夹起,控制高压气枪喷头对下模具进行吹扫,然后控制第二工业机器人带动安装架移动至卸料输送带的上方,控制活动夹爪松开对余料的夹持,使余料落向卸料输送带。
48、进一步,上述ip射出产品的连续生产方法中,所述生产设备中,所述固定夹爪设有多个呈一字排列分布的第二耙齿,所述活动夹爪设有多个呈一字排列分布的第三耙齿,所述第二耙齿和第三耙齿交错分布。
49、进一步,上述ip射出产品的连续生产方法中,所述生产设备中,所述余料夹取及吹扫机构还连接有脱模液喷管;
50、所述生产方法中,所述控制第二工业机器人带动余料夹取及吹扫机构对下模具残留的余料转移至卸料输送带,并对下模具进行吹扫具体为:
51、控制第二工业机器人带动安装架移动至下模具上方,控制活动夹爪配合固定夹爪将下模具残留的余料夹起,控制高压气枪喷头对下模具进行吹扫,然后控制脱模液喷管向上、下模具内喷洒脱模液;然后控制第二工业机器人带动安装架移动至卸料输送带的上方,控制活动夹爪松开对余料的夹持,使余料落向卸料输送带。
52、本发明的有益效果在于:本发明通过将多台ip射出设备沿y向一字排列分布,并在其x向依次设置卸料输送带和y向滑轨,通过将第一工业机器人和第二工业机器人滑动设置在y向滑轨,通过控制多台ip射出设备按照预设的时间差制备ip射出产品,使每个ip射出产品的卸料时间错开,使第一工业机器人和第二工业机器人能够不间断地高效地对每台ip射出设备进行卸料、余料清除、吹扫作业,在取料机构进行取料时,通过将ip射出产品向x向推送,能够保证其料头被拉出,避免断在下模具的浇筑孔内,从而避免影响下一个ip射出产品的生产质量。以上生产设备配合生产方法能够代替人工,实现多台联排设置的ip射出设备的自动卸料、去除料头及吹扫的自动化作业。
- 还没有人留言评论。精彩留言会获得点赞!