一种用于支撑姿控发动机的复合材料机架的成型方法与流程
本发明属于增强纤维复合材料,特别是涉及一种用于支撑姿控发动机的复合材料机架的成型方法。
背景技术:
1、着陆器姿控发动机为月球探测器的核心部件,而对姿控发动机起支撑、固定作用的支架又是承载发动机的重要组成部分,支架的作用是用来支撑、固定发动机,从而起到减震作用的一种支撑结构。随着航天技术的进步,航天器的功能越来越全面,结构越来越复杂,降低航天器的发射成本是研究人员需要着重考虑的问题,现有的铝合金发动机支架质量中,增加了航天器的发射成本。
技术实现思路
1、有鉴于此,本发明旨在提出一种用于支撑姿控发动机的复合材料机架的成型方法,以解决现有的铝合金发动机支架质量中,增加了航天器的发射成本的问题。
2、为实现上述目的,本发明采用以下技术方案:
3、一种用于支撑姿控发动机的复合材料机架的成型方法,它包括以下步骤:
4、步骤1:进行预浸料、模具以及辅助材料的准备;
5、步骤2:将预浸料裁剪成方便铺放的大小,按照铺层角度循环镜像在模具上进行铺放;
6、步骤3:在复合材料机架铺放完成后,进行合模;
7、步骤4:复合材料机架按照环氧树脂的固化制度进行固化,固化后在固化炉内进行冷却,确保模具温度降到小于室温,然后进行产品脱模;
8、步骤5:脱模后对产品表面进行修整;
9、步骤6:对复合材料机架和发动机连接部位的螺纹孔进行打孔;
10、步骤7:准备酚醛垫片和酚醛胶粘剂,将酚醛垫片通过酚醛胶粘剂与复合材料机架进行粘接。
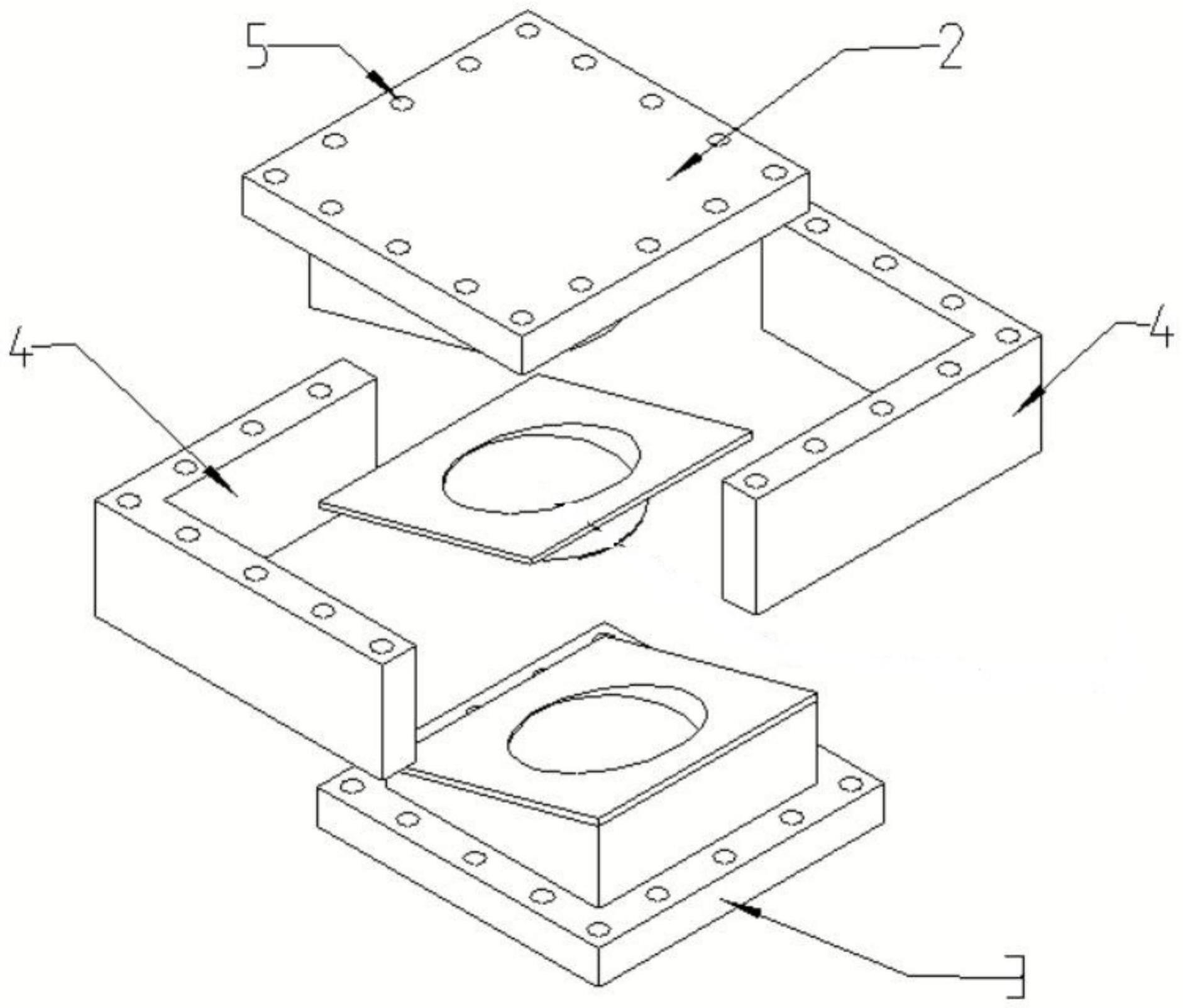
11、更进一步的,步骤1中的模具包括阳模、阴模以及加压框,所述复合材料机架设置在阳模和阴模之间,所述复合材料机架外侧设有加压框。
12、更进一步的,所述阳模、阴模以及加压框的端面皆均匀开设有多个模具螺栓孔。
13、更进一步的,步骤1中采用热熔预浸法制备碳纤维,通过将环氧树脂充分与碳纤维浸渍得到预浸料。
14、更进一步的,步骤1中模具在设计完成后,按照图纸进行加工,模具出厂后首先进行除油处理,检验合格后,将所有用螺旋连接的可拆卸部分进行分解,然后进行表面的打磨处理,然后将阳模和阴模分别组成,供预浸料成型。
15、更进一步的,步骤3中按照阳模、阴模和加压框的顺序进行合模。
16、更进一步的,步骤4中按照加压框、阴模和阳模的顺序进行脱模。
17、更进一步的,步骤4中复合材料机架按照100℃/2h-150℃/2h固化制度进行固化。
18、更进一步的,步骤7中的酚醛垫片的厚度为5mm。
19、更进一步的,所述模具螺栓孔直径为10mm。
20、与现有技术相比,本发明的有益效果是:
21、1、本发明具有高承载、质量轻、耐热性能好的复合材料机架,可稳定支撑、固定着陆器发动机的同时,解决了发动机支撑结构局部需耐温300℃的技术难点。
22、2、本发明复合材料机架结构简单,在实现姿控发动机的承载同时,只要对蒙皮的铺层进行适当调整,就能满足不同载荷的承载需要,从而提高了对载荷的适应性,保证了机架的外形尺寸精度。
23、3、本发明一体化、轻量化设计的复合材料机架,较好地满足了发动机支撑结构要求,对于航天器结构的减重具有重大意义。
技术特征:
1.一种用于支撑姿控发动机的复合材料机架的成型方法,其特征在于:它包括以下步骤:
2.根据权利要求1所述的一种用于支撑姿控发动机的复合材料机架的成型方法,其特征在于:步骤1中的模具包括阳模(2)、阴模(3)以及加压框(4),所述复合材料机架设置在阳模(2)和阴模(3)之间,所述复合材料机架外侧设有加压框(4)。
3.根据权利要求2所述的一种用于支撑姿控发动机的复合材料机架的成型方法,其特征在于:所述阳模(2)、阴模(3)以及加压框(4)的端面皆均匀开设有多个模具螺栓孔(5)。
4.根据权利要求1所述的一种用于支撑姿控发动机的复合材料机架的成型方法,其特征在于:步骤1中采用热熔预浸法制备碳纤维,通过将环氧树脂充分与碳纤维浸渍得到预浸料。
5.根据权利要求2所述的一种用于支撑姿控发动机的复合材料机架的成型方法,其特征在于:步骤1中模具在设计完成后,按照图纸进行加工,模具出厂后首先进行除油处理,检验合格后,将所有用螺旋连接的可拆卸部分进行分解,然后进行表面的打磨处理,然后将阳模(2)和阴模(3)分别组成,供预浸料成型。
6.根据权利要求2所述的一种用于支撑姿控发动机的复合材料机架的成型方法,其特征在于:步骤3中按照阳模(2)、阴模(3)和加压框(4)的顺序进行合模。
7.根据权利要求2所述的一种用于支撑姿控发动机的复合材料机架的成型方法,其特征在于:步骤4中按照加压框(4)、阴模(3)和阳模(2)的顺序进行脱模。
8.根据权利要求1所述的一种用于支撑姿控发动机的复合材料机架的成型方法,其特征在于:步骤4中复合材料机架按照100℃/2h-150℃/2h固化制度进行固化。
9.根据权利要求1所述的一种用于支撑姿控发动机的复合材料机架的成型方法,其特征在于:步骤7中的酚醛垫片(7)的厚度为5mm。
10.根据权利要求3所述的一种用于支撑姿控发动机的复合材料机架的成型方法,其特征在于:所述模具螺栓孔(5)直径为10mm。
技术总结
本发明提出了一种用于支撑姿控发动机的复合材料机架的成型方法,属于增强纤维复合材料技术领域。解决了现有的铝合金发动机支架质量中,增加了航天器的发射成本的问题。它包括以下步骤:步骤1:进行预浸料、模具以及辅助材料的准备;步骤2:将预浸料裁剪成方便铺放的大小,按照铺层角度循环镜像在模具上进行铺放;步骤3:在复合材料机架铺放完成后,进行合模;步骤4:复合材料机架按照环氧树脂的固化制度进行固化,然后进行产品脱模;步骤5:脱模后对产品表面进行修整;步骤6:对复合材料机架和发动机连接部位的螺纹孔进行打孔;步骤7:将酚醛垫片通过酚醛胶粘剂与复合材料机架进行粘接。它主要用于复合材料机架成型。
技术研发人员:陈浩然,韩明轩,唐桂云,曲广岩,曲艳双,荆佳奇,刘毅鑫
受保护的技术使用者:哈尔滨玻璃钢研究院有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!